オリジナルギター4:構想 目次 [introduction]
2023/6/28 オリジナルギター4:構想 ライニング の選定
2023/6/27 オリジナルギター4:構想 共振周波数の目標2
2023/6/25 オリジナルギター4:構想 ビンテージ処理再考
2023/6/21 オリジナルギター4:構想 ウレタンニスの選択
2023/6/15 オリジナルギター4 オリジナルギター2、3の改善点
2023/6/10 オリジナルギター4:構想 シンプルネック構造 フェンダータイプ
2023/5/16 オリジナルギター4:構想 共振周波数の設定
2023/5/15 オリジナルギター4:構想 木の選定と主なスペック
2023/2/21 オリジナルギター4 Org.#1は何故アフリカンマホガニー?
2023/2/20 オリジナルギター4 Org. Guitar#1のボイシング結果の再確認
オリジナルギター4:構想 まとめ [original guitar4]
振り返ってみれば、最初に考え始めたのは2023年2月でした。それ以来、構想は、今までにはない方向に舵を切ってみました。薄いボディで、フィンガーピッキングというより、フラットピッキングで鳴りの良いものを目指したいと思います。
1.オリジナルギター1~3はタッピング音の周波数特性に注目して設計してきました。今回は音に最も影響するトップ材のトリファイド処理をやってみます。方法として、トリファイド処理した材料を購入するか、今手持ちの材料にするか迷っています。通常の材料に比べ、人工的に熱処理で乾燥させたトップは、重さが軽くなるので音量が上がり、粘弾性が下がり、高音のサスティーンが伸びると考えられます。
ブリッジを含めたトップ軽量化も考えようと思います。ブリッジとブリッジプレート(裏側からの補強材)の軽量化、ブレースの軽量化も考えます。
2.サイド&バックをホンジュラスマホガニーで000タイプ本来の薄いボディにしようと考えています。目標は、Collings 001 14F traditionalです。Collingsは2018年のTHGFで弾いたOM-1モデルが秀逸で、マホガニーでこのようなサスティーンの効いた音が出るのかと衝撃を覚えました。バックはローズウッド系ではないとダメという考えが無くなりました。それ以来、コリングスのマホガニーに嵌っています。
今回はそれを目指そうと思います。
3.シンプルネット構造
ボルトオンオフ構造には飽き足らず、オリジナルギター3ではセミヒールレス構造にしました。今回は、完全なヒールレス(というかまったく違う)フェンダーライクな構造を目指します。トラスロッドをヘッド側から調整に変えます。これは、カーボンファイバーロッドを補強して、なおかつ、フェンダーライクな固定ビスとトラスロッド溝を共存できないからです。
方針は、
・設計・加工・調整・取り外しが簡単にできる。
・ハイフレットへアクセスしやすくする。
です。
4.ウレタン塗装
オリジナルギター2,3では水性ウレタン塗装を行いました。塗装のし易さ(水溶性、臭いがない)は、これ以上のものはないと思います。唯一、ゴム耐性(チューナーを付けたゴム痕が残る)が気になったことが再考するきっかけでした。
オリジナルギター1で使用した油性ウレタンニスは琥珀色になってしまうものだと考えていましたが、今回テストした油性ウレタン着色ニス とうめい(つやあり) カンペハピオは透明感がありました。また、テストを行った結果、乾いてからの硬さが違うという感触も得ました。メーカーへの質問でも、油性のほうが塗膜が硬いと言われました。
それでは、構想の図面化、ラディウスディッシュの製作から行っていきたいと思います。
オリジナルギター4:構想 ライニング の選定 [original guitar4]
前回のライニングの検討で2つの考え方がありました。
1.ライニングはサウンドボードのベースで、これが弱い場合、より多くのエネルギーがサイドに漏れ、ほとんどのエネルギーが無駄になる。
2.周り(サイド)を固めてしまうと、中央部分しか振動しなくなって、低音は出ないと考えられる。エッジ部分をフリーにすれば、低音が出やすいはずで、ライニングを小さくしてサウンドボードの振動面積を広くする。
トップからバックへの音の伝達は、空気によるものとサイドによるものがあり、
1.サイドを強固にすることは、トップエッジからの反射を大きくし手トップに戻し、バックへは空気の伝達を使う。
2.サイドを緩くするとサイドを含めた全体を振動させる。もちろん、空気の伝達も使う。
特に2.は、クラシックギター製作家の考えで、リュートなど古楽器でトップ面積が狭いということもあると思います。
目標としてるコリングスの内部(youtubeです)はどうなっているんでしょう。

リバースタイプでもない普通のライニングが使われています。少し厚い感じがします。サイドにスプリントがないのでダブルサイドかもしれません。
それほどライニングには気を使ってないようです。
もともとはライニングのカーフされている部分が欠け易いので次機種ではリバースタイプを使ってみようと思っていました。そうしようと思います。
オリジナルギター4:構想 共振周波数の目標2 [original guitar4]
オリジナルギター4に向けて、ボディサイズを薄めにするので、同じ形状であるShenandoh M000-45(youtube) の周波数特性を見てみました。
気になっているのは、ヘルムホルツ周波数T(1,1)1、トップモノポール周波数T(1,1)2がどうなっているかです。
Shenandoh M000-45 は、トップスプルース単板、バックサイドはハカランダ(ラミネート)仕様なので、サイドバックは剛性が高いかもしれません。
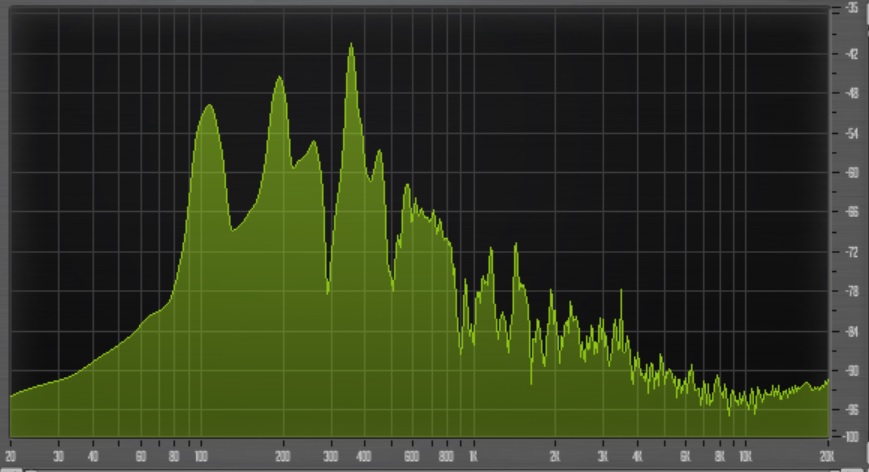
ヘルムホルツT(1,1)1は108Hzでした。ボディが薄いので少し高めにでています。6弦4フレット(G#)が103.8Hz、5フレット(A)が110Hzなので真ん中の107Hzが目標になります。トップモノポールT(1,1)2は193zでした。目標としては190Hz辺りでしょうか。
ネットで分析されていたYAMAHA LS36の共振特性を見ると、トップ共振周波数は、107Hz、205Hz、371Hz、441Hzでした。
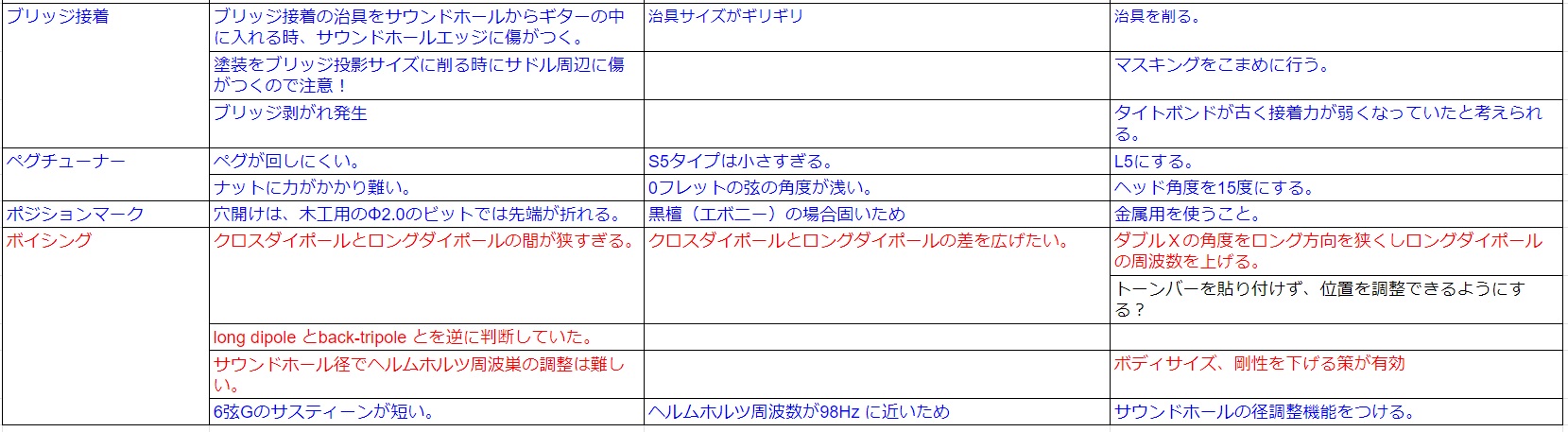
ダイポールはクロスとロングが同じ周波数になっていて、いわゆる対角ダイポールになっているように見えます。これはGibsonJ-45等もこうなっているようです。
オリジナルギター4の目標周波数は、
Hermholtz 100Hz⇒107Hz
top-monopole 190Hz
back-monopole 240Hz
crossdipole 320Hz
longdipole 390Hz
にします。
ラディウスディッシュ検討1 [tools/jigs]
オリジナルギター4に向けて、本格的に曲率を付けようと方法を調査しています。
オリジナルギター1~3では、バックブレースに3mm程度の曲率を疑似的につけていました。そのせいで組立から時間が経つと曲率が戻っていってしまいます。それでも僅かに曲率が付いているので、なんとか強度補強にはなっています。
曲率をつける方法は、ラディウスディッシュです。
この記事によるとR=3m (10feet)が最適なようですが、R=5m(16feet)でも密度の低い木材なら良いようです。
日本国内で販売しているところはないようです。購入を考えると、
これに送料がプラスされます。
などがあります。
購入するのは最後の手段として、お金をかけずに、まず自分で製作することを考えようと思います。
オリジナルギター4:構想 ビンテージ処理再考 [original guitar4]
オリジナルギター4では、トップ材をトリファイド処理しようと考えてきました。
方法は、
1.手持ちのトップ材を処理する。
2.手持ちのトップ材をブレーシング後、処理する。
3.処理されたトップ材を購入する。
前々回の論文の考察で、どの条件でも最も効くと思われる密度は下がりました。つまり、どう処理してもそれなりの効果があるということが分かってきました。
2.の方法を考えていて、Sirdlab にいろいろと聞いてみましたが、まずは「処理された」トップを購入してみてその特性を見てみようかと考えが変わりました。
費用も1.は12,000円 2.はもう少し上がる。3.はボード込みで14,980円(ヨーロピアンスプルース)18,500円(ジャーマンスプルース)29,800円(ディープドライエイド・ベアクローシトカスプルース)です。
どれを買おうか迷ってます。
トップ材の特性評価2 [woods]
前回の条件の違いによる結果を考察していきます。まず、5種類のプロセスの違い毎に結果をまとめてみます。
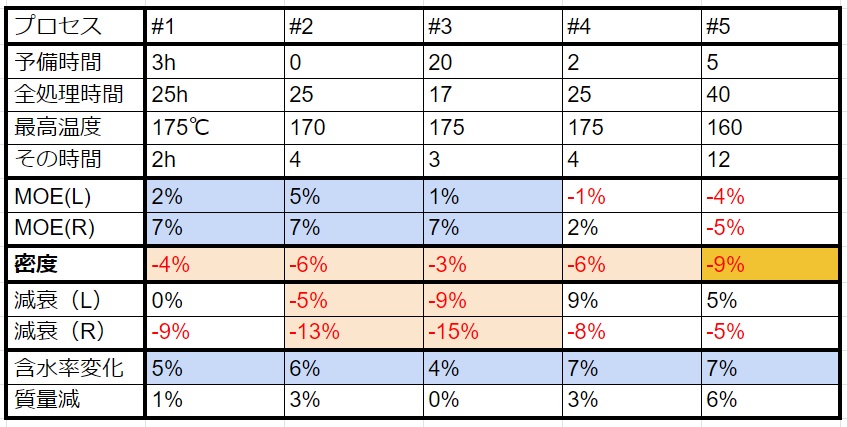
*処理が他のパラメーターよりも密度に大きな影響を与えました。
1.密度を下げ、剛性(ヤング率:MOE)を上げ、減衰を下げる3つが揃う最適条件が処理2であるが、それが本当に良い音につながるかを確認する必要がある。処理2は予備時間(100℃まで上がる時間)がないのはなぜか良く分からない。室温に置かれた板は100℃までどういう温度の上がり方をするのかが不詳。
2.処理3は減衰が最大の減少があるが、これがサスティーンに効いて良い音を出すかもしれない。質量減が0%なのに密度が-3%になるのかよく分からない。
3.処理5は、処理時間が長いと剛性(MOE)が下がったが、密度も最大に下がった。減衰は変化が小さいが、これが音にどう影響するか(音量が上がる?)。
4.木材の内部まで一定の処理できるには、寸法( 540x200x30mm^3)により処理パラメータ(立ち上げ時間、処理温度、全体の時間)を決める必要がある。厚さを薄くすれば、また違った最適ポイント(短い時間)があると考えられる。
音速 (c) と密度の比率が高い場合に良好な音質が得られるという予測のもと、共振率(R=√c/ρ=√E/ρ^3)という評価値で音質を評価していますが、この評価値はヤング率に対して密度が3乗分効くということなので、密度が下がることが有効であることは明らかなので、上の表には特に上げませんでした。
さて前々回のトップ材料特性の測定で考えたことを踏まえて、何の特性が音にどう効くかを考えてみます。
・減衰が小さくなる⇒サスティーンが伸びる。
・質量(密度)減⇒モノポールモビリティが上がる⇒音圧(音量)が上がる。
・ヤング率増⇒モノポールモビリティが下がる⇒音圧(音量)が下がる。
・ヤング率減(剛性が低下)⇒減衰の増加
この論文では、ヤング率減(剛性が低下)⇒減衰の増加という緩い相関があるといっています。ヤング率はどちらでも音に効くパラメータであると考えられます。
結局は、
物質の振動は、密度(比重)、剛性(ヤング率)、粘性(損失係数)で決まります
軽く・柔らかいほど、音響抵抗が小さく、外部からの力で振動しやすくなります。軽く・硬いほど、伝搬速度が高く、内部で音が伝わりやすくなります。
損失係数が大きいほど振動が減衰しやすく、音が収まりやすくなります。
(木材機能研究所:木の響きより)
ということではないかと思います。
Summary: Comparison of different techniques of thermal modification, regarding the improvement of acoustical properties of resonant soundboard material [woods]
Scientific Report by order of Pacific Rim Tonewoods Inc.
Zerbst D., Clauder L., Sanne M., Pfriem A. (HNE)
With special thanks to Horbelt N. (MPI)
December 2019
Hochschule für nachhaltige Entwicklung Eberswalde
Alexander Pfriem:Hochschule für nachhaltige Entwicklung Eberswalde
David Olson:PRT
Lothar Clauder:Hochschule für nachhaltige Entwicklung Eberswalde
David Zerbst
ーーーーーーーーーーーーーーーーーーーーーーーーーー
共鳴響板材の音響特性の改善に関するさまざまな熱改質技術の比較
Pacific Rim Tonewoods Inc(collingsをはじめ、様々なメーカーに木材を供給しているところです)が依頼しました。この研究の目的は、ギターの響板用木材の音響特性を改善するための熱改質の適切な処理と技術を見つけることです。
研究用窯を備えた 2 つの企業と 2 つの科学機関が共同研究プロジェクトで木材サンプルの熱処理を実施しました。
密度の低減と MOE の影響を少なくするために、
・最高温度約 175°C と温度維持段階 2〜4 時間のレシピが:#1~#4
・160°C で 12 時間維持する処理:#5
100℃までの乾燥段階の後に処理が開始
の5種類の処理レシピで寸法が 540x200x30mm3 のシトカスプルース:各プロセスで基板 11 枚を使用した。
その結果、
1.縦方向MOE(ヤング率)
5処理のうち、増えたのは3(最大5%)、減ったものが2(最大-4%)
2.横方向MOE
縦方向とほぼ同じ変化を示した。
3.密度
基本的にすべてのプロセスで密度が大幅に減少した(4〜8%)。処理が他のパラメータよりも密度に大きな影響を与えた。
処理 5(12時間) の密度低減と MOE の削減と相関がある。
4.共振係数 R=√E/ρ^3
密度ρの3乗が影響を与える。R 係数に対する主な影響は密度からのものである。
処理5は高い R を達成したが、密度が減少しMOE が減少した。
処理2は高い R を達成したが、密度が減少しMOE が増加した。
R に基づいて処理の音質向上を評価できない。
5.ダンピング
サウンドのフェードアウトを長くするには、より低いダンピングが必要になります。
縦曲げモードでは、これは処理 2 と 3 で減少
横曲げモードでは、すべての処理で減少
処理3で減衰の最大の減少
縦方向および半径方向の弾性定数
剛性と密度の比率の向上として定義される音質が向上
いくつかの処理はより低い減衰を達成
処理2 が最良の結果を達成
すべてのサンプルについて、減衰の変化と MOE の間に弱い相関がある。
6.平衡含水率 (EMC) と木材パルプの質量損失は、密度の減少と非常によく相関している。木材の質量損失は改質の程度を非常によく示している。
どの処理も平衡含水率 (EMC)が下がり、強い改質を受けた。
まとめ:処理 2(加熱速度: 11°C /時間 最高温度: 170°C 維持フェーズ: 3.8 時間) は、最大密度の減少、最大 MOE の増加、および減衰の減少し、シトカスプルース響板の共鳴性能を向上させるための最良のレシピと考えられる。
ーーーーーーーーーーーーーーー
訳と読み込むのに精一杯でした。考察は次回で。この論文は、ここで見つけました。
http://www.anzlf.com/viewtopic.php?f=1&t=9133&p=94763&hilit=torrified+top#p94771
トップ材料特性測定 [woods]
手持ちのトッププレートをビンテージ処理を行うにあたり、処理前後での特性変化を比較しようと考えています。
ビンテージ処理とは、
1.自然乾燥して、水分を安定させる。
2.無酸素状態で数時間、熱(120〜200℃程度)をかける。
(この段階で、変性して、安定する。)
3.もう一度、湿度をかけ、水分を安定させる。
その条件を変えて、処理をどの程度まで行うかということだと考えると、
①水分やいろいろな成分変化で軽くなる(密度が下がる)。
②乾燥する過程で、剛性が上がることも下がることもある。
③通常の環境下では、粘度は下がる。
④すべての細胞が結晶化するわけではないので、処理条件によっては、高湿度環境に置くと戻ってしまうこともある。よって、確実に言えることは粘度が下がって、重さが軽くなるのではないかと思います。
木材を含めた物質の振動は、密度(比重)、剛性(ヤング率)、粘性(損失係数)で決まります。軽く・柔らかいほど、音響抵抗が小さく、外部からの力で振動しやすくなります。軽く・硬いほど、伝搬速度が高く、内部で音が伝わりやすくなります。損失係数が大きいほど振動が減衰しやすく、音が収まりやすくなります。
(木材機能研究所:木の響きより)
1.密度
密度は重さ/体積なので、外形寸法と重さを測れば分かります。処理後では水分が無くなり、成分が変化すると考えられるので、密度は低くなります。体積は変わらないとして、重さを測れば処理前後の変化が分かります。
2.ヤング率
剛性をみる指標としてはヤング率がありますが、この記事では、強度が数%上がるといっていますし、こちらの記事では、強度が10%失われると言っています。これがどうなれば良いのかよく分かりません。
Gore&Giletの本のトーンウッドの厚みを決定する中で、ヤング率を求める式が載っています。ポアソン比積は種類によって異なりますが、平均値0.02を使用すると
ロング方向は、
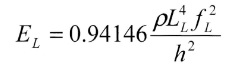
ρは密度、Llは長さ、fLは測定される第一共振周波数、hは厚さ
クロス方向は、

ρは密度、Lcは長さ、fcは測定される第一共振周波数、hは厚さ
という式で求まります。要はタップトーンの周波数特性を測定するということで求まります。密度とヤング率は既に測定済みです。
3.損失係数 tanδ
木材は粘弾性があり、tanδ=粘性/弾性なので、粘性が少なくなれば振動の減衰が少なくなり、サスティーンが長くなります。タッピングのスペクトラムや周波数毎のサスティーンがわかるように、タッピングの音を録音しておくことにします。直接音の変化が分かります。
とりあえずこの3つを測定しておこうと考えています。
と書いていたら、記事の中に論文(共鳴響板材の音響特性の改善に関するさまざまな熱改質技術の比較)が見つかりました。後で紹介します。
オリジナルギター4:構想 ウレタンニスの選択 [original guitar4]
20230601 オリジナルギター4に向けての塗装1 -水性ウレタンニス-
20230602 オリジナルギター4に向けての塗装2 -水性ウレタンニスの工程-
20230604 オリジナルギター4に向けての塗装3 -油性、水性ウレタンニス1液、2液の違い-
20230605 オリジナルギター4に向けての塗装4 -スプレー油性ウレタンニス1-
20230607 オリジナルギター4に向けての塗装5 -スプレー油性ウレタンニス2-
20230614 オリジナルギター4に向けての塗装6 -ウレタンニスまとめ-
ウレタンニスはゴム耐性やひび割れなどの経年変化はラッカーやシェラックニスよりも優れています。しかし、出来上がり時のキラキラ感はラッカーが優れているので、ギターの塗装には一般にラッカーが使われます。
オリジナルギター1で使用したワシン油性ウレタンニスは、透明といっても琥珀色になってしまうので、オリジナルギター2と3は水性ウレタンニスにしました。水性ウレタンニスは、臭いもなく、普通の部屋でできるので、アマチュア製作家にはお勧めです。
しかし、水性ウレタンニスのゴム耐性(チューナーを付けたゴム痕が残る)が気になったことが再考するきっかけでした。
油性ウレタンニスで完全に透明なものはないかを購入して確認しました。油性 屋内外・木部用 ウレタンニス サンデーペイントは、完全な透明ではなく、琥珀色になってしまいます。油性ウレタン着色ニス とうめい(つやあり) カンペハピオは、透明になり、木地色が生かせます。ワシン油性2液タイプは完全にクリアではなくわずかに黄色くなるそうです。
また、メーカーに確認したところ、水性ウレタン着色ニスの乾燥塗膜より油性ウレタン着色ニススプレーの方が少し硬いそうです。
水性ウレタンニスと油性ウレタンニスを色々調べた結果、比較すると下の表のようになります。
オリジナルギター3の水性ウレタンニス塗装の修正5 [original guitar3]


サイドも2ヶ所ほど磨きすぎで僅かに木地が露出していますが、水性ウレタンニスで塗布することはしないで
・汚れ落とし用コンパウンド
・仕上げコンパウンド
でできる限り仕上げました。
少し木地感が残りましたが、これで良しとしましょう。
オリジナルギター3の水性ウレタンニス塗装の修正4 [original guitar3]

オリジナルギター3の水性ウレタンニス塗装の修正3 [original guitar3]
まず汚れ落とし用コンパウンドで仮仕上げを行い、厚くなった塗装部分(=サンディングする部分)をはっきりさせます。塗装するときと同じように
・空研ぎ #600
・水研ぎ #800⇒#1000⇒#2000
・汚れ落とし用コンパウンド
・仕上げコンパウンド
の順で仕上げていきます。

空研ぎから#2000の水研ぎまで上塗りしたときの境が取り切れず、サンディングし過ぎで、塗装が剥がれて木地が露出してしまっているところが4ヶ所出来てしまいました。大きな線状のキズ2ヶ所は修正できましたが、完全には修正できませんでした。
これ以上は全部やり直す必要があると判断して、トップはこれで良しとします。
オリジナルギター3の水性ウレタンニス塗装の修正2 [original guitar3]

前の塗装との重なり部分に境痕が線になってしまうのではないかと心配しましたがそれは問題ありませんでした。
もう一度、やり直しです。

この部分も塗りが足らず、ヒケができてしまったのでもう一度塗布してやり直しです。
オリジナルギター3の水性ウレタンニス塗装の修正1 [original guitar3]
オリジナルギター3は水性ウレタンニスで塗装を行いましたが、塗る時の伸びを重視して水で薄め過ぎた結果、塗装の厚みがでませんでした。その結果、水研ぎ時点でいろいろな場所で削りすぎ、木地が露出した結果になりました。トップ、ネック(ヘッド)、サイド、バックの順で修正していきます。




オリジナルギター4:構想 オリジナルギター2、3の改善点 [original guitar4]
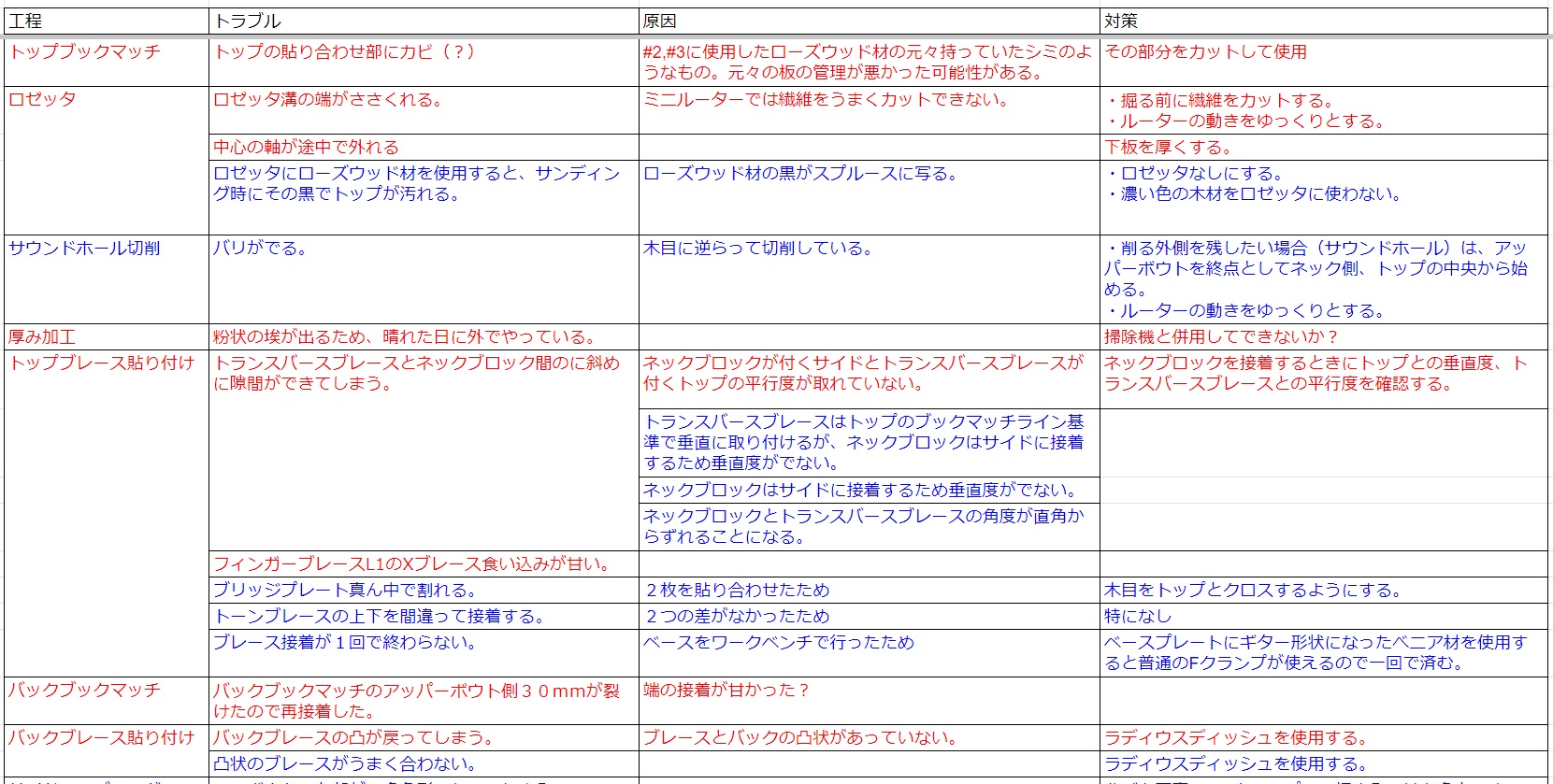
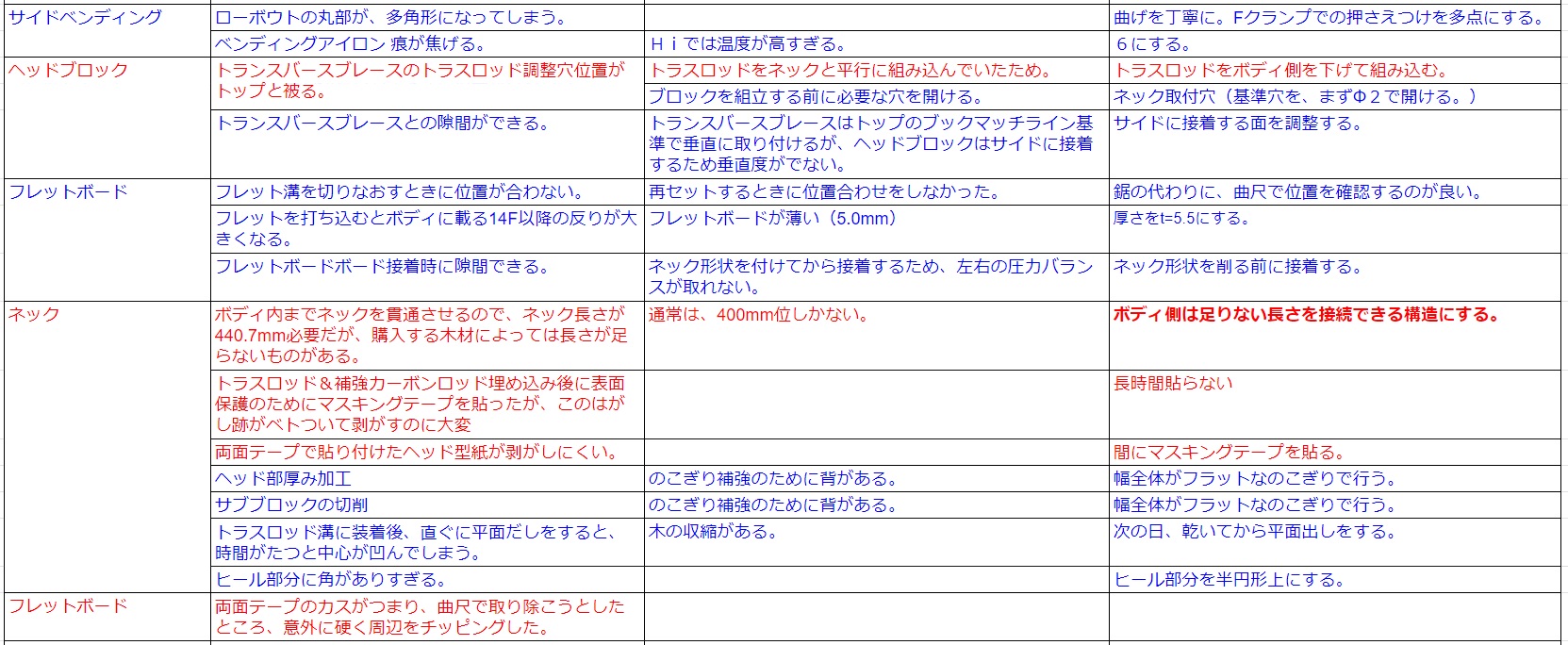
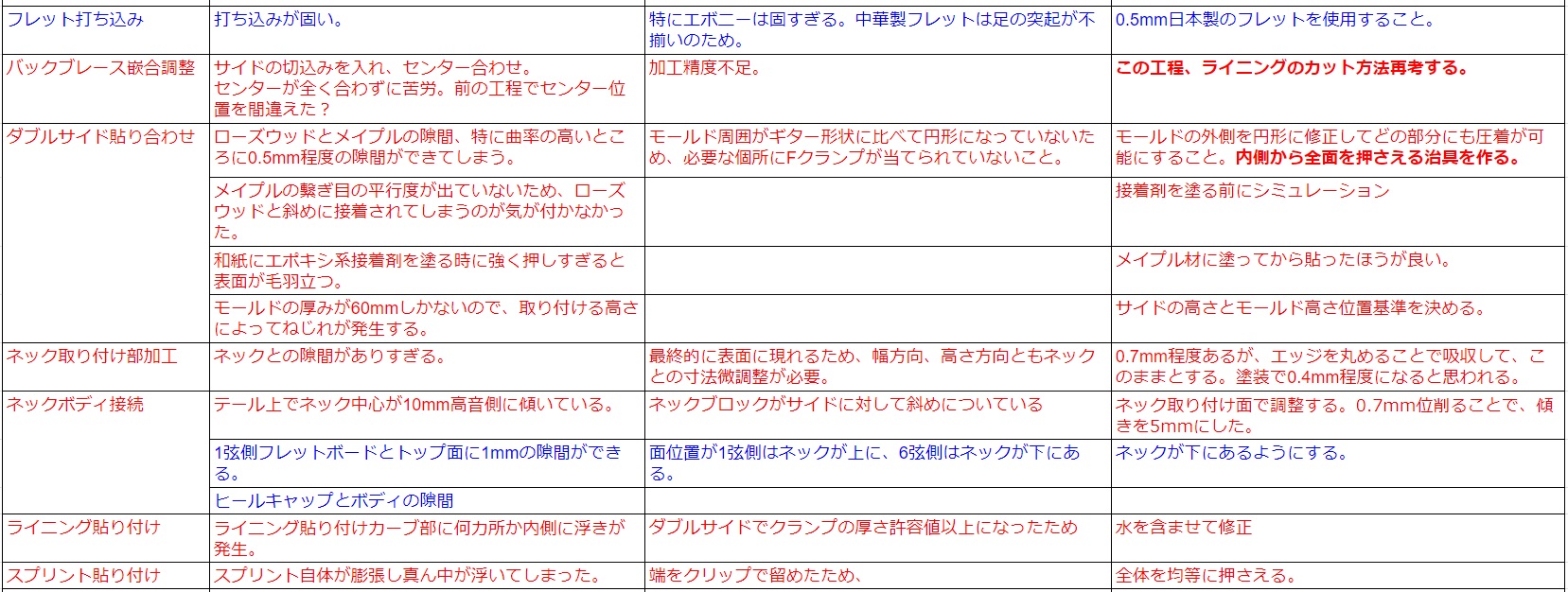
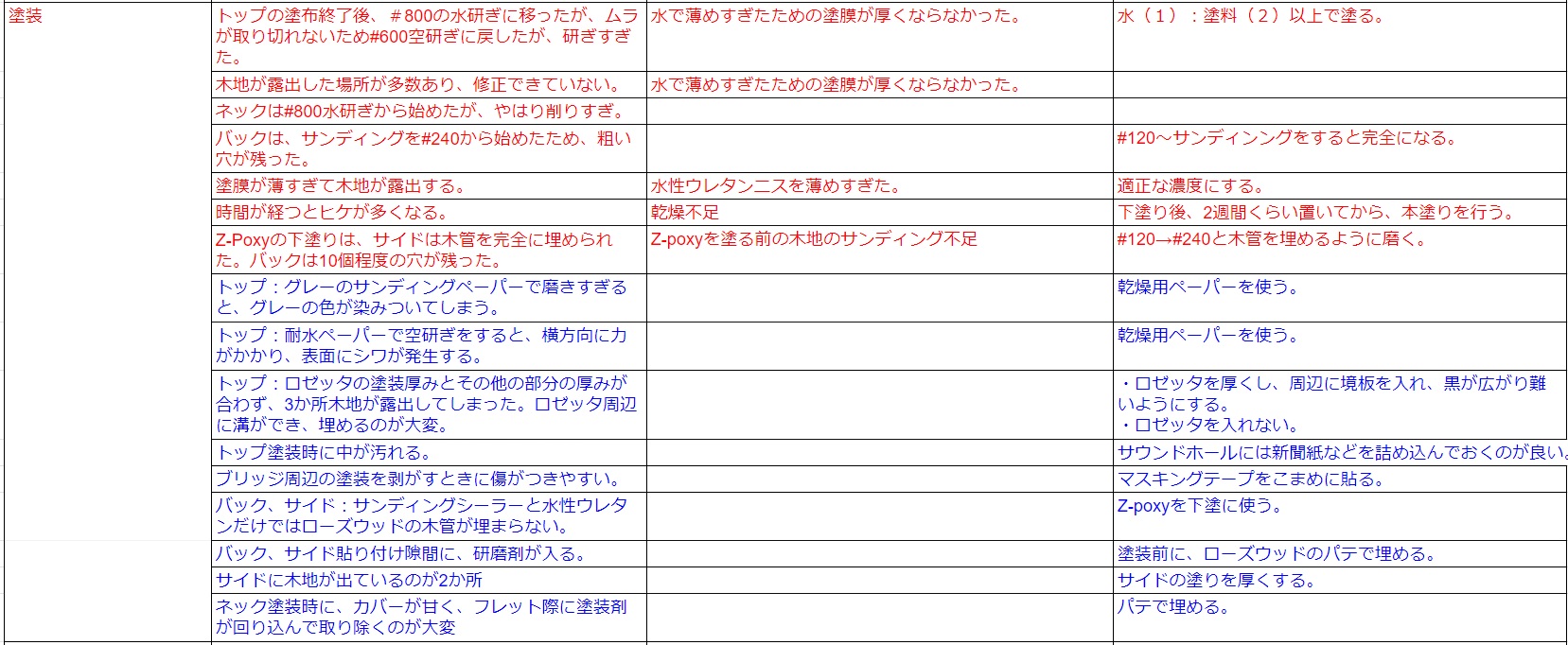
オリジナルギター2、3の改善点を表にまとめてありますが、重要なポイントの対策をあわせて、まとめておきます。表中、青は#2、赤は#3です。
1.塗装の改善点がダントツで多いです。
・塗膜を薄くすることを気にして、サンディングで木地が露出する。ネックは塗布回数を多くする。
・サンディングが足らなく、大きなキズや導管痕がなくならなかったり、平面性が出ていなく窪みができるので、粗い番手から、120⇒180⇒240⇒400と順番にサンディングを行う。
・乾燥不足で、時間が経つとヒケが多くなるので、硬化・乾燥時間を1週間とる。
・バック、サイド貼り付け隙間に、サンディングの粉が入り白く残ってしまう。隙間は塗装前にパテで埋める。
・ネックフレットボードの境の塗装は、フレットボードのサイドは塗装し、表面は無垢のまま残します。その時フレット隙間に塗料が入り込まないようにマスキングテープでしっかりと覆います。
・水性ウレタンニスは塗りやすいが、塗膜が柔らかく、ゴム痕が残るので、最後の塗膜の品質を重視して油性ウレタンニス(カンペ)を使う。
2.ボイシングについては、別に検討します。
3.バックの曲率を付けたいのですが、凸状のブレースがうまく合わず、またバックを接着後、バックブレースの凸が戻ってしまうので、曲面をしっかりとつくるため、ラディウスディッシュを検討します。
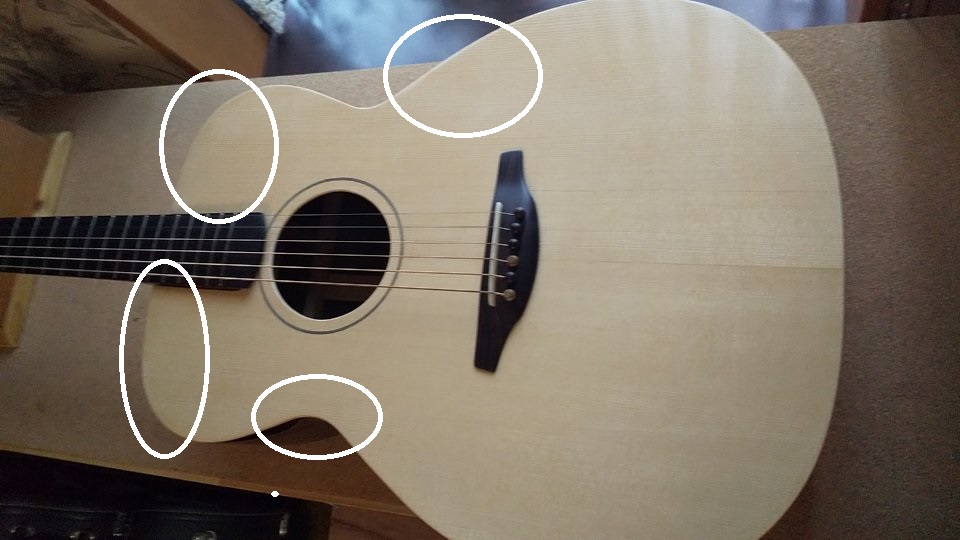
4.ベンディングアイロンの痕が焦げるので、温度を少し低くして行います。マホガニーはローズウッドに比べて脆いので、充分に水に浸してからベンディングします。
5.ロゼッタ溝の端がささくれ、バリがでる。これはルーターを遅く移動させて、刃の動きをゆっくりする。
6.ネックブロックが付くサイドとトランスバースブレースが付くトップの平行度が取れていない。ネックブロックを接着するときにトップとの垂直度、トランスバースブレースとの平行度を確認する。
7.ブレースとの嵌合するライニングの切り欠きが欠ける。トップは剛性を考えて、ラミネートライニング、バックはリバーシブルライニングを検討する。
オリジナルギター4に向けての塗装6 -ウレタンニスまとめ- [finish]
今までの経験、テスト使用、メーカーへの質問などから得た情報をまとめておきます。
・ウレタンニスに限らず、塗膜の厚さは100〜200μmが普通。
・出来上がり時のキラキラ感はラッカーが優れている。これがラッカーに劣る。
・耐久性(ゴム)やひび割れなどの経年変化はラッカーよりも優れている。
・完全硬化には1週間程度かかる。
・油性でも表面に荷重が掛かると痕が残る可能性がある。
・油性でも軟質塩ビ等柔軟性を持たせる可塑剤を含んだプラスチックと長期間接触すると、この可塑剤の移行により引っ付くことがある。
・エマルション系塗料は、多少の粘着性が残る場合がある。

オリジナルギター2 フレットエンドを均す(フィンガーボードの手入れ ) [original guitar2]

マスキングテープでネックとフィンガーボード端をマスキングします。
フレットエンドの仕上げが甘いところは、指で触れると引っかかりを感じます。
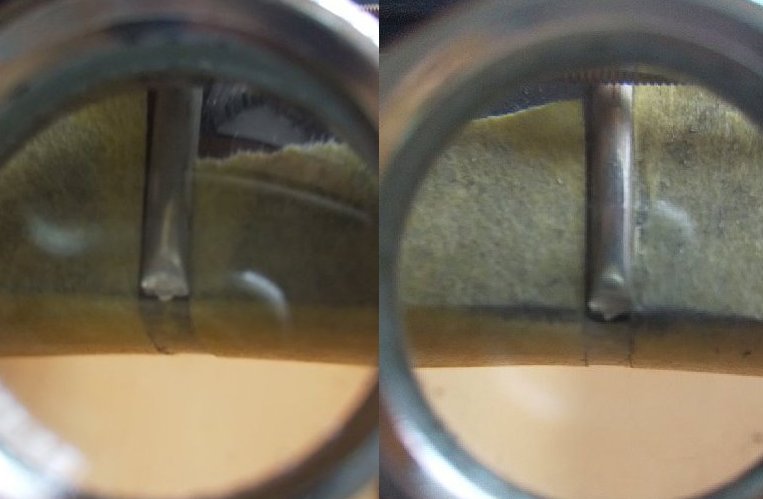
左が処理前、右が処理後です。写真に撮ると分かりづらいですが、フレット端を斜めにした部分の僅かなでっぱりがひっかるようです。
特にオリジナルギター3は完全に球状に仕上げたのに対して、オリジナルギター2は斜めに仕上げたので、少しの引っかかりでも気になります。
引っかかるフレット番号を記録して、その部分は#400のサンドペーパーで均してから、スチールウールで磨きます。本来なら全体をコンパウンドで磨いて終了ですが、これは弦交換の後に行います。
マスキングテープの粘着性に脂分を持っていかれるので、フィンガーボードの無塗装部分には剥がした後、リンシードオイルを塗っておきます。
純正律と平均律2 [theories]
ハーモニクスを使ったチューニング方法の中で、「6弦開放(E)は平均律の Eよりも 2セント高く」「2弦開放(B)は 13.7セント低い」と書きましたが、純正律について説明不足なところがありました。
純正律は、ピタゴラスが発見した美しく響きあう音の組み合わせですが、元の音に戻そうとしても、23.46セント(ピタゴラスのコンマといわれる)ズレてしまいます。
これをいろいろな時代の音楽理論家たちが、各音の間隔を伸ばしたり圧縮したりして、試しました。最終的に小さい整数の比率として、スケールの1、4、5番目に構築されたトライアド(CメジャーのキーではCEG、FAC、GBD)が、以下の表のように周波数比4:5:6を持つスケールにまとまったそうです。ピタゴラス音階から、3度、6度、7度が小さい整数比に変わっています。

この単純化された純正律と平均律を比べると13.7と2という数字が出てくるわけです。
チューニング 1 [theories]
今は電子チューナーを使って開放弦をあわせるのが普通だと思いますが、私がギターを始めた頃は、音叉(A=440Hz)で5弦を合わせて、それを基準にユニゾンで合わせるやりかたでした。
6弦5フレット(A)と5弦開放(A)
5弦5フレット(D)と4弦開放(D)
4弦5フレット(G)と3弦開放(G)
3弦4フレット(B)と2弦開放(B)
2弦5フレット(E)と1弦開放(E)
を合わせて終了です。この方法自体には問題ありませんが、1回1回のチューニング精度が甘いとズレがどんどんと積み重なっていくことになります。
次に行った方法は、ハーモニクスを使った方法です。
音叉(A=440Hz)で5弦を合わせて、それを基準に
①6弦5フレットと5弦7フレットのハーモニクス
②5弦5フレットと4弦7フレットのハーモニクス
③4弦5フレットと3弦7フレットのハーモニクス
④3弦4フレットと2弦5フレットのハーモニクス
⑤2弦5フレットと1弦7フレットのハーモニクス
結論から言うとこれはNGです。ハーモニクスを鳴らすのが正しいように思い込み、これをやっていました。今にして思えば、純正律と平均律がわかっていませんでした。ハーモニクスは純正律でフレットは平均律でできているので両方を合わせたこの方法は機能しません。
この辺りのことが分からない人は、しっかり純正律と平均律の違いを学ぶか、この方法をとらずに電子チューナーを使ってください。
では、何がどうマズいかを考えると、
①5弦 7 フレットの倍音は、Aの5度、つまりE になります。これは純正律です。これ(純正律5 度)に6弦5フレットの倍音(E)を合わせると、平均律5度より純正律5度は2セント高いので、6弦開放(E)は平均律の Eよりも 2セント高くなります。②③⑤は反対に2セント低くなります。

最もずれるのは、④2弦をチューニングしようとする時です。
3弦4フレットの倍音は、Gの3 度、つまり B になります。これは純正律です。純正律の3度は平均律よりも13.7セント低いので、2弦5フレットの倍音(B)を G の純正律3 度にチューニングすると、2弦開放(B)は 13.7セント低いまま(上の写真)になります。
平均律でできているギター(フレット)のチューニングにはオクターブ以外の倍音は使えません。しかし、「3弦4フレット(B)と2弦開放(B)」をユニゾンで合わせれば、だいたい合わせることはできます。正確な微調整ができないということです。
参考ページ:Tuning The Guitar
オリジナルギター4:構想 シンプルネック構造 [original guitar4]

・フェンダーライクな構造で、バック面からビスで留める方法を考えます。
・ビス頭はボディ裏側に露出させません。かつ、ヒールレスネック構造にします。
・設計・加工・調整・取り外しが簡単にできるようにします。
・ハイフレットへアクセスしやすくします。
上の参考写真は、Brunner-guitarsのものでチルトネック構造のため外見上は同じに見えますが、内部構造はまったく異なると思います。
トラスロッドによる音質の変化2 @オリジナルギター1 [theories]
前回の続きです。ネットで色々探ってみると、
Modeling and Measurement of Folk Guitar: Truss Rod and Strings in Numerical Analysis of Tone
という論文に行き着きました。結論を言うと、FEMの数値解析でトラスロッドも考慮したということです。その結果、トラスロッドの高周波での影響はあきらかだが、その理由ははっきりとしていません。
論文中、「この論文は、機器を固体の振動体としてだけでなく、複数の部品からなるデバイスとしても扱うモデルを開発することで貢献しました。 入手可能で比較的簡単であるため、フォークギターが研究に選ばれました。 この研究が他の研究と異なるのは、弦とトラスロッドのアクティブな動作をモデルに含めていることです。 この内容は、ギターのセットアップがサウンドにどれほど大きな影響を与えるかという観察に基づいています。 弦のアクション、弦のゲージと張力、トラスロッドのプレストレス(ネックの曲率)などの調整可能なパラメーターがギタートーンに決定的な影響を与える可能性があることは、ほとんどのギタリストにとって周知の事実です。」と述べているので、何らかの影響があるのは確かでしょう。
これについては、さらにさらに調査が必要です。
P.S. トラスロッドの共振対策という副産物を見つけました。
トラスロッドがネック内部で共振するのを防ぐため、トラスロッドには防振チューブを被せてあることが多いのですが、稀にネックの中でトラスロッドに遊びがあるために異音や音の詰まりなどの症状が出ることがあります。その場合は、ネックの反り状態が良好であっても、トラスロッドナットを少し締めこむと解決することが多いです。(ネック反りに影響がない範囲で)どうしてもトラスロッドの共振が消えず、そのネックをあきらめきれない場合、指板上面のポジションマークを外し、そこからトラスロッドに向けて穴を開けて接着剤を注入という最終手段もあります。
トラスロッドによる音質の変化1 @オリジナルギター1 [theories]
現在、オリジナルギター1で過去にあった曲の演奏を鋭意練習中ですが、その最中にネックの弦高が上がってきたので、調整でトラスロッドを60°(ネジの回転角は270°最大)締めてみました。
翌日、全体の音量が上がり、特に高音のサスティーンが伸びました。
私は、トラスロッドをガタツキがなくちょうど力が加わらない所で止めています。今回は少し弦高が上がったため、いつもより締めてみました。
トラスロッドを締めることによってこれほど音質が変わったのは初めてだったので調べてみました。
・ロッドを回しネックにテンションを掛けると、トーンがややブライトになりサステインも伸びる。これはロッドがネック内部にテンションを与え、ネックが堅くなることでサウンドに影響を与える。
・私の経験でも、トラスロッドの調整によってネックに少し圧力がかかる(リリーフが弱くなる)と、良い方向に効果がある。
経験的にはいろいろな人が書いていますが、その原理が分かりません。
これについては、さらに調査が必要です。
オリジナルギター4に向けての塗装5 -スプレー油性ウレタンニス2- [finish]

このカンペハピオの透明ニスを使って工程を決めて試します。
乾燥約2時間(塗り重ねる時は4時間以上)@20℃
・最初は捨て塗り
・3時間程度乾燥させる。
・#400でサンディング
・水拭きで削り粉を完全にとった後、木地が安定したところで、本塗り。
・1回目:スプレーで吹き付けるが、近すぎたため泡が立ってしまう。
この泡を指で潰して整える。
・3時間程度乾燥させる。
・2回目:スプレーで吹き付ける。
1回目の泡でできた凸凹が消しきれない。
・3時間程度乾燥させる。
・3回目:スプレーで吹き付ける。
・3時間程度乾燥させる。
・4回目:スプレーで吹き付ける。
木地感は無くなる。ブックマッチ後の境目も埋まる。
・3時間程度乾燥させる。
・水研ぎ用サンディングペーパーで #800⇒#1000⇒#2000 と水研ぎ。
・ポリッシング(光陽社ヨゴレ落としコンパウンド)
・ポリッシング(ワシン研磨剤コンパウンド白極細目)
<ポイント>
・ポリッシングすると1回目の泡の跡が浮き出てくる。これはどうやっても取れなかった。
⇒スプレー1回毎にサンディングして表面性を保つ、または、スプレーではなく刷毛で塗る。
・4回塗ると木地感がなくなり、塗装厚がしっかりとできる。厚さ(薄黄色い部分)は0.15mm。
・ポリッシング後の塗膜をコルク面に押し付けて置いたところ、ポリッシング面が凸凹になってしまった。これは完全に硬化していないと思われる。
⇒水研ぎ前に1ヶ月程度時間を置いた方が良い。
メーカーに聞いたところ、水性ウレタン着色ニスの乾燥塗膜より油性ウレタン着色ニススプレーの方が少し硬い(使用原料からの推測)そうです。
オリジナルギター4:構想 ビンテージ処理まとめ [original guitar4]
トップの軽量化、粘度を減らすことを考えて、ビンテージ処理をできないかを調べてみました。
20230508 Aged Tone Adirondack Spruce by Dana Bourgeois
国内ではSirdlabでできるようです。トッププレートで12000円かかります。
実際に処理した報告もあります。タップトーンも載っています。ネック仮組みのボディの状態でエイジング処理したようで費用は5万円かかったそうです。
Facebookを見ると、MartinD-41やAsturiasの完成品をそのままビンテージ処理することもできるんですね。塗装や接着剤は変性しないのでしょうか。調査したものと処理内容が必ずしも同じではないと思いますので、まずは内容を確認します。
オリジナルギター4に向けての塗装4 -スプレー油性ウレタンニス1- [finish]
水性ウレタンニスで十分なのですが、最終的なサラサラ感は油性の方が勝ります。また、塗膜も硬度も高そうです。オリジナルギター1で使ったもの(油性ウレタンニス透明クリア 和信ペイント)は、琥珀色になってしまうので、トップには使えません。
刷毛塗りはやめて、スプレータイプを試しました。

油性 屋内外・木部用 ウレタンニ(左)ス サンデーペイント(右)
シトカスプルース(トップ)の切れ端でテストしました。3時間置いて2回塗布しました。1回目、2回目ともまだ表面に木地感があります。やはり、完全な透明ではなく、琥珀色になってしまいます。
油性ウレタン着色ニス とうめい(つやあり) カンペハピオ(左)
エンゲルマンスプルース(トップ)の切れ端でテストしました。2時間置いて2回塗布しました。1回目、2回目ともまだ表面に木地感があります。これは透明になり、木地色が生かせます。20℃:約2時間(塗り重ねる時は4時間以上)

スプレー缶のtipを1つ。詰まり止めの方法です。1弦(0.11inch=0.28mm)をノズルの口に入れておけば噴出口の詰まりは防げます。
参考ページ:使用途中のスプレー口をどうしておく?
https://oshiete.goo.ne.jp/qa/5428609.html
https://oshiete.goo.ne.jp/qa/1270663.html?from=recommend&ad=m1_1&p=1&q=o
この透明ニスを使って工程を組んで試します。
オリジナルギター4に向けての塗装3 -油性、水性ウレタンニス1液、2液の違い- [finish]
塗膜の強さ(耐久性)は、
油性>水性2液>水性1液
ということらしいです。
扱い性(塗りやすさ、臭い等)を考えたら圧倒的に水性ウレタン1液なのですが、完成時のサラサラ感や塗膜の硬さを考え、水性2液性や油性も改めてテストしてみようと考えています。
そもそも塗料は床などに塗った時の耐久性を考えているわけで、塗膜が強いかどうか、硬化時間が短いかを重視しています。2液は硬化剤を添加しなければならず、扱いにくいので、強度や耐久性が求められるフローリングや、塗布後の使用まで硬化時間を短くできるという、それ相当のメリットがあると考えていましたが、さらに下地との密着性に優れているそうです。
油性1液タイプは琥珀色の仕上がりになりますが、2液タイプは完全にクリアな仕上がりになり、硬化収縮があるので、必ずプライマーを塗布する必要があるそうです。
ギターの塗装としては、なるべく塗膜を薄くして、硬さを保つことだと考えています。
塗膜の強さや木地への食いつきを考えたら、油性か水性2液を使うのが良いようです。
テンション感 [theories]
オリジナルギターを3台作りましたが、スケールは632.5mmで弦はCustom lightなので、弦の張力は同じですが、張りが強かったり、弱かったり感じることがあります。
「テンション感≒弾きやすさ」ともいえると思います。
これには、弦高が大きく影響します。
テンションの変化を指先が感じてしまうことを、テンション”感”というとすると
左手で感じる感触と右手で感じる感触がありますが、テンション”感”に影響することは何でしょうか?
1.弦高
①0フレットの高さ(ナット高さ)
弦高調整をするのに、まずはナットの高さから調整するのが鉄則です。この高さが高すぎると、この後の調整をどう頑張っても弾きにくいことは変わりません。
②12フレットの高さ(サドル高さ)
サドルを低くすると弦が曲げられている角度が浅く(弦長が短く)なり、張りは弱くなりますから、音色はやわらかくなり、サドルが高いとギターは鳴るといわれています。
2.フレットの高さ
指先が弦に触れてからフィンガーボードに押さえつけるまでの距離が短いと押さえつける(弦を引っ張る)力が弱いので、テンション感が柔らかくなります。
3.フレットの幅方向の高さ
フレットボード表面のRとフレット高さ弦高がばらついているとテンション感というより、弾き難く感じます。
4.ネックの順反り
強ければテンション感はあがります。まっすぐの方がテンションは軽く感じます。
5.弦を弾く位置
サドルに近いとテンション感が高く感じられますが、これは弦の振幅が小さくなるからで、当たり前です。フィンガーピッキングでは、弦の振幅が小さいところが弾きやすく感じます。
6.弦の古さ
古くなるとテンション感が上がるといわれていますが、どうなんでしょう。新しい弦が少し馴染んできたときが最も弾きやすい(テンション感が柔らかく)と感じます。
7.弦の種類
コーティング弦でいえば、ダッダリオは柔らかくて、エリクサーは硬いといった評価がありますが、そこまで感じたことはありません。
以上のようなことが相まって弾きやすさにつながるのだと思います。同じギターでもテンション感は感覚的なものです。難しい曲を弾くと少しの違いが気になってきます。
参考ページ:
https://www.auranet.jp/salon/yomimono/ono_index9/
オリジナルギター4に向けての塗装2 -水性ウレタンニスの工程- [finish]
次機種(オリジナルギター4)に向けての工程を計画します。
ネックはマホガニー、トップはシトカスプルース、サイド・バックはホンジュラスマホガニーを考えています。トップ、バック・サイド、ネックに分けて考えます。トップとネックは、Org.#2、#3と同じです。
1.トップ
・塗装段階ではありませんが、#120⇒#180⇒#240⇒#400と段階的に整えます。これが最も大事といっても過言ではありません。
・スプルースの場合は、導管が少ないので、Z-Poxyは使用しません。水性サンディングシーラーを使用すれば、スプルース表面の伸びが良いので、次に塗るウレタンニスの食いつきを良くします。サンディング後、「水拭き」を忘れないようにします。トップはスプルースで明るく、白いのでサンディングシーラーが残るとその部分がより白く目立ってしまいます。
・その後、5回塗布(10分間隔)後、次の日、#600サンディング(空研ぎ)、これを5回繰り返します。
・この後、水研ぎに入るわけですが、ヒケをとるために1ヶ月置きます。
・水研ぎに入ります。#800⇒#1000⇒#2000まで繰り返し行います。
・コンパウンドポリッシング(光陽社ヨゴレ落としコンパウンド、
ワシン研磨剤コンパウンド白極細目)を行います。
2.バック・サイド
・塗装段階ではありませんが、サンディングで平面性を整えます。前回のOrg.#3では、サイドは上手くできたのですが、バックのサンディング不足(#120~#240が足りなかった)で後で導管部分にヒケが出てしまいました。#120⇒#180⇒#240⇒#400と段階的に整えます。
・マホガニーですが、導管を完全になくす前提で、下塗りにZ-poxyをつかいます。
・下塗りに水性サンディングシーラーを塗ります。これは、後で塗るウレタンニスの食いつきを良くします。サンディングシーラーは水でのばす必要はありません。
・その後、5回塗布(10分間隔)後、次の日、#600サンディング(空研ぎ)、これを5回繰り返します。
・この後、水研ぎに入るわけですが、ヒケをとるために1ヶ月置きます。
・水研ぎに入ります。#800⇒#1000⇒#2000まで繰り返し行います。
・コンパウンドポリッシング(光陽社ヨゴレ落としコンパウンド、
ワシン研磨剤コンパウンド白極細目)を行います。
3.ネック
トップと同じ工程順です。トップに比べて、ネックは塗膜の厚さをより厚くしても良いかもしれません。
オリジナルギター4に向けての塗装1 -水性ウレタンニス- [finish]

今までの3台にウレタンニスを使ってきました。
Org.#1 油性ウレタンニス
Org.#2 水性ウレタンニス
Org.#3 水性ウレタンニス
水性ウレタンニスを使った理由は、ギターの塗装は一般にラッカーまたはシェラックニスが多いのですが、この2つには致命的な欠点があるからです。
オリジナルギター1で使用した油性ウレタンニスは、出来上がりは良いのですが、
①透明といっても、トップが琥珀色になってしまう。
②トルエンが臭く、室内ではできない。
ので、水性ウレタンニスに切り替えました。
水性ウレタンニスは、感覚的には絵具を水で溶く感じで塗ることができます。但し、1分位で乾き始めるので、その間に塗り終える必要があります。乾いた後は水には溶けません。
塗り方自体は、ここが参考になります。しかし、アコースティックギターに使用した例が少なく、オリジナルギター2の塗装をする前に端材でのテストをやってみて、自分の目で確かめました。
出来上がり時のキラキラ感は、ラッカーが優れています。これだけがラッカーに劣ることです。しかし、これは最後のバフ掛けをしなかったせいかもしれません。耐久性(ゴム)やひび割れなどの経年変化はラッカーやシェラックニスよりも優れています。塗布する環境は、臭いもなく、普通の部屋でできるので、アマチュア製作家にはお勧めです。
2台やっての長所・短所をまとめると、
1.2(ニス):1(水)位に希釈したほうが塗りやすくなりますが、これ以上薄めると塗膜に厚みが出せなくなります。
2.Z-poxyの下塗りは、導管を埋めるのに使えるが、削り取るのが大変です。ローズウッド系の導管が深いものは、サンディングシーラーでは埋まりませんから、これを使う必要があります。
3.マホガニーであれば、水性サンディングシーラーと水性ニスでほぼ導管が埋まります(完全に埋めるにはZ-poxyを使用したほうが良いかもしれません)。
4.水性ウレタン塗料は、乾きが速い。10分でほぼ乾燥する。しかし、1分位の間ならば修正塗り(重ね塗り)できます。完全に乾くには90分かかるので、一昼夜おく。
5.さらに長期的なことを言うと、塗ってから1ケ月以内はしっとりとしています。べとつくまではいきません。1ケ月程度で塗膜自体にヒケ(導管の穴が露出したり、ブックマッチした貼り合わせ部に線状に凹んで筋が入る)が出るので、最終的な磨き(水研ぎ以降)は1カ月位置いた方が良いと思います。完全乾燥する(しっとり感がなくなる)までに、3ケ月程度かかります。
6.塗るにはスポンジ刷毛を使います。直ぐに乾燥するので、1回塗ったら直ぐに水洗いします。
7.スポンジで塗っても、塗り方向に筋が残ります。この痕をとるにはサンドペーパー#800(空研ぎ)では取り切れないので、#400(空研ぎ)が必要になります。
8.2〜3回塗るだけでは、塗膜が薄すぎてサンディングすると生地が出てしまうので、5回程度塗り重ねます。
9.空研ぎは#600まで、それ以上は水研ぎにします。番手の大きい(細かい)サンドペーパーは擦り過ぎると塗膜がはがれるので、水研ぎをします。その時に、中性洗剤を2,3滴加えるとサンドペーパーの目詰まりが少なくなります。
10.塗装は、行う前に工程をきちっと作ってその通りにやることが大事です。



