MATERIALS-INSPIRED INNOVATION FOR ACOUSTIC GUITAR DESIGN [woods]
MATERIALS-INSPIRED INNOVATION FOR ACOUSTIC GUITAR DESIGN
Owain PEDGLEY, Eddie NORMAN and Rob ARMSTRONG
January 2009 METU Journal of the Faculty of Architecture 26(1)

The Secret Valentine project team
この論文は、アコースティックギターの素材を木材の代替材、工業的に成形された熱可塑性部材で作れないかの検討報告です。
内容は、「発泡ポリカーボネートのサウンドボードで構築された楽器は、木製の楽器の品質に匹敵する。また、木材とは驚くほど異なる物理的材料特性を持ちながら、同等の音響性能を提供できる。」ということです。
2009年の論文なので、その後はどうなっているかというと、Cool Acoustics というベンチャーを立ち上げています。
実際のギターの音は、以下で確認できます。
https://www.youtube.com/watch?v=F0w9Tzgugfg
https://www.youtube.com/watch?v=ViyaDZqWGig
しかし、これ以降の新たな記事はありません。
論文に戻って、内容を紹介すると、3つの方針があり、これを達成すること
1.代替材料の供給
大量生産されるアコギのトーンウッドの供給問題に対処するには、代替材料が必要だが、木工技術の必要性が残っていた。設計と機器構成の変更だけでは不十分で、木材から低コストの製造と組み立てに関連する代替材料への材料選択のシフトが必要になる。
2.製造コストの削減
3.一貫性の向上
標準化された大量生産の楽器で、同一のブランドのモデルの楽器でも演奏性や音色が著しく異なる。これは木材の個体の違いによるもの。
音質に影響を与えるアコースティックギターの最も重要なコンポーネントである全く新しいサウンドボードを作る。アコースティックギターのサウンドボードでは高い剛性対質量比が望ましい。この特性は、材料特性(ヤング率、密度)とコンポーネントの形状(断面二次モーメント、体積)の両方に起因する。弦の張力に耐えるのに十分な剛性と強度のために、木製のブレースがプレートの下側に接着されている。
既にスプルースやスギの代替品として、低品位の木材コア(基本的に合板の一種)に接着された木製のベニヤから、Formica![]() に似た木材パルプシートと熱硬化性樹脂のモノリシック複合材で高圧ラミネート(HPL)は一般的な代替品があるが、HPLには依然として木工技術と加工が必要になる。グラファイトも人気のある木材代替品ですが、高価で、構造的にブレースがなくても十分な剛性があるが、音響修正用のブレースは必要とされる。
に似た木材パルプシートと熱硬化性樹脂のモノリシック複合材で高圧ラミネート(HPL)は一般的な代替品があるが、HPLには依然として木工技術と加工が必要になる。グラファイトも人気のある木材代替品ですが、高価で、構造的にブレースがなくても十分な剛性があるが、音響修正用のブレースは必要とされる。
Martin Guitar Company(2008)は、アルミニウム合金のサウンドボードを備えた「ALternative-X」ギターと、再生されたソースからの木材と木材複合材を備えた「SWO」ギターを提供したが、3要件に適合しない。
1950年代、プラスチック技術は比較的初期の段階でMastro Industries Inc.が試みたが、評判が芳しくなく、それ以降、オールポリマーアコースティックギターの設計を試みた企業はない。
また、ポリマー材料の特性を音響現象に相関させる科学的研究はまだ実施されていなく、木材アコースティックギターを設計するという特定のタスクをサポートするために利用できる科学的または工学的アドバイスはほとんどなかった。1970年代半ばのギブソンによる「マークシリーズ」の開発に各分野の3人の科学者が参加したが、ギターは人気がでなかった。
アコースティックギターのサウンドボードで材料の革新を成功させるには、科学と工学の外部からのアドバイスが必要であり、ルシアは常に最も有望な木材を選ぶ。そのため、最も有望な非木材を特定するのを手伝うことは、日常業務にかなり近いと考えられ、ルシア(Rob ARMSTRONG)の経験的なアドバイスを得て、227日間にわたるプロジェクトで最適な材料を探した。
最終目的は、弦の張力とそれに伴う物理的な歪みをサポートするために必要のないすべての素材をギターの上部から取り除くこと。
トーンウッド(サウンドボード)の音質を評価し、作成するために使用する主な方法は、「ナックルラップテスト」で「タップトーン」に含まれる微妙な素材固有の音と振動の情報に応答を得ること。
木材は本質的に多孔質材料であり、ルシア(Rob ARMSTRONG)が代替材料の検索で最優先したのはこの特性で、材料の選択は市販グレードの発泡ポリカーボネート(Forex![]() -EPC、Palsun
-EPC、Palsun![]() Foam)になった。低コストで大量生産製品に適しており、一般に均質な構造を持っている。
Foam)になった。低コストで大量生産製品に適しており、一般に均質な構造を持っている。
E/ρとして表される剛性対質量がアコースティックギターの響板で重要であるが、E/ρはアコースティックギターのサウンドボードとして使用するための特定の非木材材料の適合性の不十分な指標である。木管楽器の音質に微細構造が及ぼす影響についてはほとんど知られていない。
他の材料も試したが、熱可塑性材料である発泡ポリ塩化ビニルをナックルラップテストで評価したがNG。炭素繊維強化プラスチックは、可聴周波数のスペクトル全体で線形減衰を示し、非常に明るく大きな音の特徴があるが、特定の周波数が他の周波数よりもゆっくりと減衰する、木材の複雑な非線形サステイン特性が欠けている。
リスニングテストからの幅広い意見は、発泡ポリカーボネートのサウンドボードはスプルースやシダーに近い音響特性を持っていることがわかった。CoolAcousticsサウンドボードを搭載したギターの低音レスポンスが著しく強いということも分かった。
-----------------------------------------------
良い結果が出ていると思われますが、サウンドボード材のスプルースはまだ枯渇というまではいっていないので、実用化までにはならないのではないかと思います。
材料特性が安定しているとは思うのですが。
Guitar Acoustics [papers]
オーストラリア・シドニーにあるThe University New South Wales :Emeritus Professor Joe Wolfeのサイトです。Industrial collaborator: Gilet Guitars とありますから、Gore &Gilet の本の著者が協力しているということでしょう。
その名の通り、ギターの音響に関すること全般が述べられています。
音響学の基礎的な内容から、クラドニパターン、有限要素モデルによるバーチャルギターが紹介されています。
さらにギターに限らず楽器の音響学に関することも載っています。こういった研究は、ヨーロッパやオーストラリアの大学で盛んです。
実際にギター製作を始めると湧いてくる様々な疑問を解くのに参考になるサイトです。
製作に関する情報源としては、Acousticguitar forum やAustralian/New Zealand Luthiers Forumが参考になります。
ということで、さらにいろいろな記事や論文を紹介していきたいと思います。
Dana Bourgeoisのブレーストップ周波数分析 [voicing]

Dana Bougeoisのブレーストップのタッピング音の周波数分析結果です。37:55から。以前に、Somogyi guitarの周波数分析結果を載せましたが、これはブレーストップ単体のまさにVoicing講義途中の音です。
一週間に8本、4時間かけて行うといっています。
これをSpectroidで38:00あたりの動画で数タップ分、スピーカーからの音を周波数分析してみました。
この状態は横がまだ固いので、さらにフィンガーブレースを削っています。
さらに、非対称性、高音側を低音側より硬くすると言っています。



オリジナルギター2との比較です。ブレース付トップのピークは、完成状態で240Hzです。Bourgeoisのブレース付トップのピークは、252Hzです。そこを中心に両脇にいくつかのピークが見られます。おそらくまだ完全には仕上がっていないでしょうから、さらにピークは下がることが予想されます。
同じようなところを目標にしているということが確認できました。
まあ、それにしても良い木を使っていますね。私の板ではこんな良い音は出ませんでした。
再生できない場合、ダウンロードは🎵こちら
オリジナルギター2の音(ブレース付トップ)です。
オリジナルギター3 まとめ [original guitar3]

構想1.5ヶ月、完成まで5ヶ月かかりました。前回のオリジナルギター2も同じくらいかかったので、新しいことを取り入れ、考えながら作るとこのくらいかかるのでしょう。
オリジナルギター2の改善点も盛り込むことができました。
しかし、塗装はあまり芳しくありませんでした。下塗りのZ-poxyを使ったのは良かったのですが、上塗りの水性ウレタンにニスを薄めすぎたためか、塗膜が厚くならず、サンディングと水研ぎで木地が露出してしまう箇所が何ヶ所か出てしまいました。次回の改善点です。
今回は、トップとサイド・バックはオリジナルギター2と同じ時期に購入したもので、音質は似ています。同じ人が、同じ方針で、ボイシングのやり方が同じなので同じような音になるのはあたり前ですが。
外形はマーチン000タイプですが、ディープボディにして低音がでるようにしています。
さらに今回はダブルレイヤーサイドにして、さらにふくよかな音色がでるようにしました。ダブルレイヤーサイドの効果は音質向上もありますが、ボディを強固にするということもあります。ヒロさんも言っています。
ダブルレイヤーサイドのサイド曲げ加工と貼り合わせで1週間以上時間がかかりました。
音質は確かに低音はゴーンというような腹に響くようで、高音は煌びやかさが加わります。要はトップの振動域が広がり音量が増したということです。音質向上の効果だけを狙うならば、サイドに重りを付けるというやり方もあります。この音の違いは時間ができたら実際の録音で比較してみて、載せたいと思います。
今回の(私にとっての)新規の構造として、チルトネック構造を模したシンプルネック構造にしてみました。
オリジナルギター1と2ではボルトオン・オフ構造でしたが、さらにネック構造の簡素化を進めてやってみました。当初の狙いは達成できたと思います。但し、ネックの脱着は簡単ですが、ネックとボディに隙間ができるので、見た目を重視するならその部分はマイナスポイントです。
音響的には、サウンドホール径によるヘルムホルツ周波数をコントロールして低音のレベルを上げようとしましたが、うまくいきませんでした。低音を良くするには、小手先ではなく、ボディサイズを大きくするしかないと思います。
ボイシングの手順が明確になり、一連の作業としては、より手慣れてきたと思います。細かなコントロールという意味では、まだまだこれからです。
構想時に考えたことは、試すことができたと思います。
最後に、前回も言いましたが、音の比較をする準備を進めたいと思います。
オリジナルギター3 ネック36:ネックリセット [original guitar3]
フレットボードの先端を削り、反りを修正した後に、改めて弦高確認を行うと、12フレットで2mm目標で計算するとサドルを1mm削らなければならないことが分かりました。サドル高は完成当初3.5mmあったものが、3か月後の今は1.7mmになっていて、サドルだけの調整では無理です。初期の順ぞり方向の変化がサドル高換算で1.8mmあったことになります。

構想段階で考えていたネック取り付け面を削り、ネック角度の変更をします。
ネックのヒール先端を1.2mm削ることにより、3.8mmサドル高が稼げる計算です。
牛骨でサドルを作り直しました。
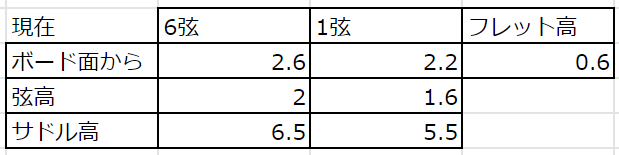
現在の高さです。初期の反りは収まってきたと思いますので、経年変化の余裕を持った値に設定しました。
オリジナルギター3 ネック35:ペグ・チューナーの取り付け角度 [original guitar3]

ペグ・チューナーの固定をします。取付位置を微調して穴の中心に目打ちで穴を開け、ねじ込みます。

ペグ・チューナーとヘッドとの角度をどうするか迷いました。右はオリジナルギター2、左が今回のオリジナルギター3のヘッド部分です。
2の方は、ペグがS5という小さいタイプ、3はL5という大きいタイプです。チューナー間隔は40mmで同じです。
2は向かいのチューナーの軸が直線状になるようにしましたが、3のL5で同じように取り付けるとチューナー間が狭くなりチューニングがやり難く感じたので、取付ラインに対して垂直になるようにしました。こうすることで間隔が広くでき、チューニング時の違和感がなくなります。
オリジナルギター3 ネック34:フレットボードの先端を削り、反りを修正する。 [original guitar3]

オリジナルギター3 ネック33:フレット高さを下げる。 [original guitar3]
完成から3ヶ月程度経ってから、弦高が変化してしてきました。しかし、単純な変化ではなく、1から4フレットあたりが落ち込んでいます。
定規をフレットに乗せて高さを調べると、1から4フレットが低すぎて、フレットと定規の間に紙が入ります。どうもネック先端だけが弦の張力に負けて曲がっている感じがします。
オリジナルギター1でも同じようなことがあり、修正した記憶があります。しかし、ネック表面の精度が悪いのだろうと思い、原因追及まではしませんでした。オリジナルギター2では修正した記憶はありません。
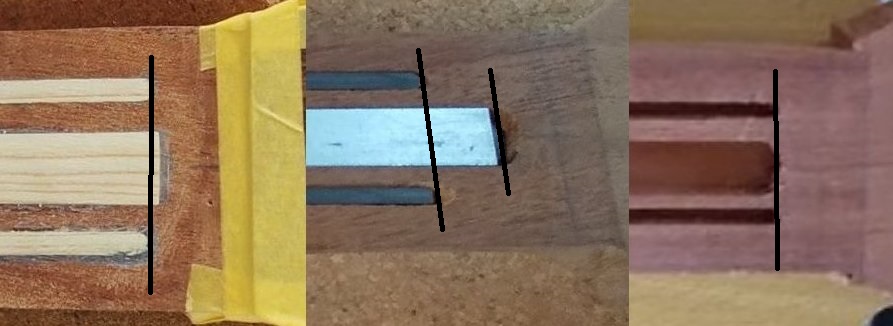
構造をいろいろと調べた結果、原因らしきものがわかりました。写真左から、オリジナルギター1、2、3のネック先端のトラスロッド埋め込み端の構造です。1と3は、トラスロッド端とカーボンファイバーロッド端が同じ位置にあり、この部分の強度が弱くなっていると考えられます。他方、2ではズレています。ネック補強を考えて入れたカーボンファイバーロッドの入れ方に致命的なミスがありました。正解は、カーボンファイバーロッドをヘッドまで伸ばすことです。
とはいえ、この機種では、フレットボード先端を曲がり分だけ削って処置するしかありません。3ヶ月経っているので、曲がりは収束しているだろうとの推定です。オリジナルギター1でも問題は起こっていません。

フレットボード面から弦までの隙間を測定し、どの程度削ればよいかを出しました。
0フレットで0.4mm、1フレットで0.2mm、2フレットで0.1mm削ることにします。
オリジナルギター3 voicing20:サウンドホール径の調整 [voicing]

完成後、2ヶ月位経っています。高域の出音が広がらず、詰まるような感じがしています。
構想段階ではヘルムホルツ周波数を低く設定して、豊かな低音を目指してサウンドホールを少し小さくして、ヘルムホルツ周波数を調整しようとしましたが、うまくいかず、現在88mmです。ヘルムホルツ周波数を下げてみましたが、音圧も下がり、うまくいきませんでした。
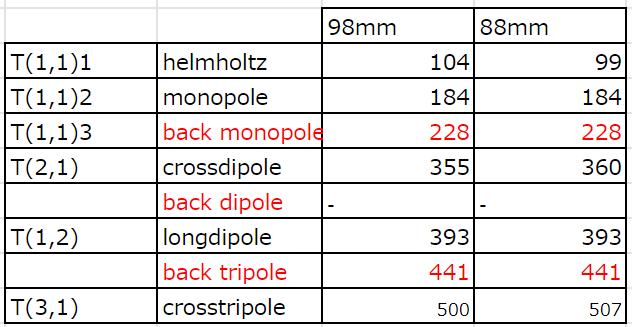
出音を増すために、サウンドホールをほぼすべてのアコギの標準である98mmにしてみます。
ヘルムホルツ周波数は99⇒104Hzになり、G#(103.8Hz)と被っていますが、全域で出音が増したように感じられます。
サウンドホールの径でヘルムホルツ周波数は調整できますが、豊かな低域を実現するのは難しく、ボディの大きさや剛性などにより決まってくるということが分かりました。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
20.サウンドホール径の調整
オリジナルギター3 voicing19:ヘルムホルツ周波数を変更する。 [voicing]

構想段階ではヘルムホルツ周波数を低く設定して豊かな低音を目指していました。しかし、90Hz以下にはできませんでした。
ヘルムホルツ共振器については、このページに詳しく解説されています。
ギターでは筒の長さがはっきりしませんが、サウンドホールに厚紙で作った筒(長さ40mm)を入れてヘルムホルツ周波数を低くしてみようと思います。

ヘルムホルツ周波数は、101→93Hzに下がりましたが、音圧も相対的に12dB下がってしまいました。高域(500Hz以上)の音圧も下がりました。
ボール紙で作ったこともあるかもしれませんが、小手先の変更では豊かな低音は期待できません。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
19.ヘルムホルツ周波数を変更する。
オリジナルギター3 voicing18:ブリッジピンでモノポール周波数を調整してみる。 [voicing]
F#(185Hz)がトップモノポール周波数(186Hz)と被っていて、詰まり気味なので、ブリッジピンでモノポール周波数を調整してみます。この原理は、ここでも説明したように、トップを重くするとモノポール周波数が下がります。ブリッジを仮止めしたときの変化率はおよそ0.6Hz/gでした。
ローズウッドピンを真鍮ピンに変えて、変化を見ました。

10g増やしたのに対して、5Hz低下しました。変化率は0.5Hz/gです。
F#(185Hz)の詰まり気味が多少解消されたのですが、特に高音の音量が低下しているように感じられます。ブリッジを重くする対策は、モノポール周波数は変えられるが、高音の伸びがなくなり、音質的にはあまり良くないと思われます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
18.ブリッジピンでモノポール周波数を調整してみる。
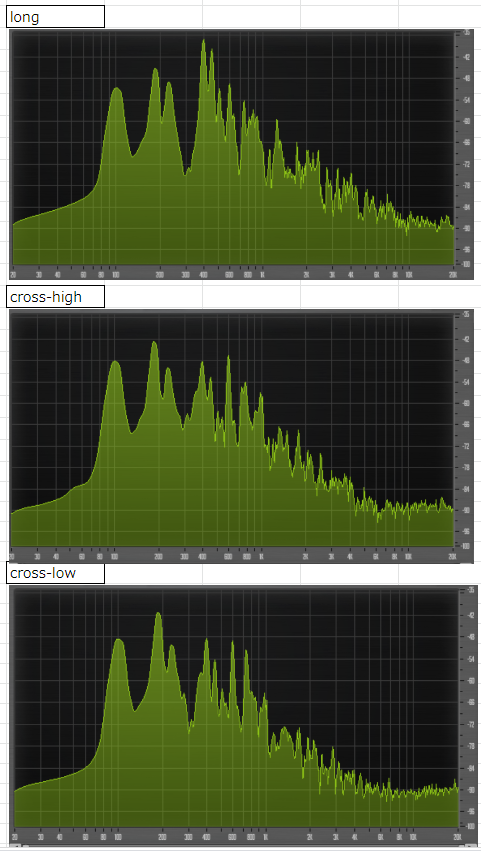
オリジナルギター3 voicing17:longdipoleかback tripole の判断 [voicing]
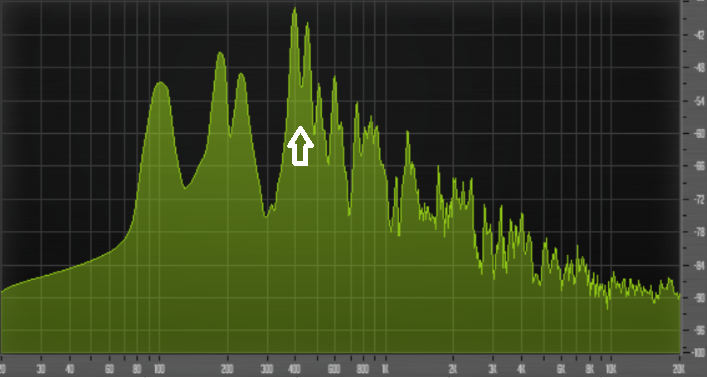
voicing9’(top+back+side in mold after top-gluedを再確認)あたりから、トップのlongdipoleかバックのtripoleが逆ではないかと感じるようになってきました。
図中の2つの400Hz付近の周波数がトップのlongdipoleかバックのtripoleかの判断をします。
周波数特性からは判断できません。また、トップの振動域からも判断が難しいので、バックを腿の上に乗せタッピング音を判断してみました。
結果、398Hzが残ったので、こちらがトップのlongdipoleと判断しました。
今までトップlongdipoleとバックのtripoleが逆でした。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
オリジナルギター3 voicing16:ブリッジ接着(ネックあり) ローズウッドピン 弦張り後 [voicing]

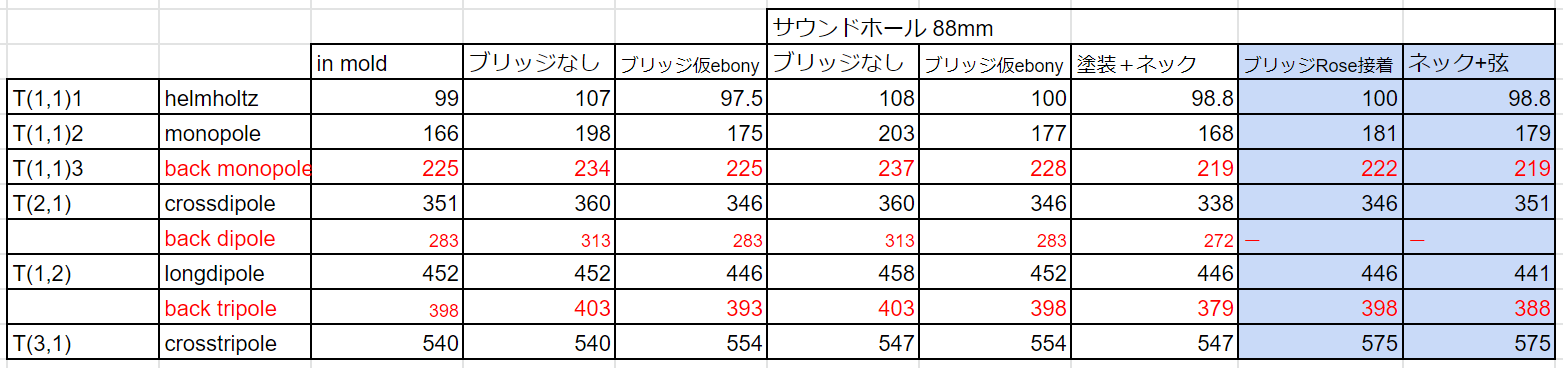
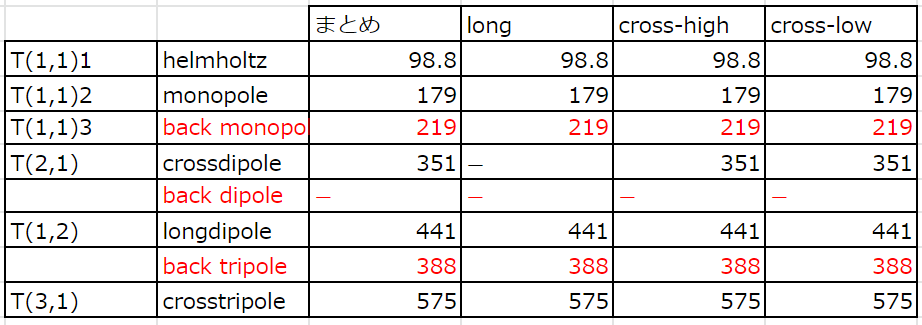
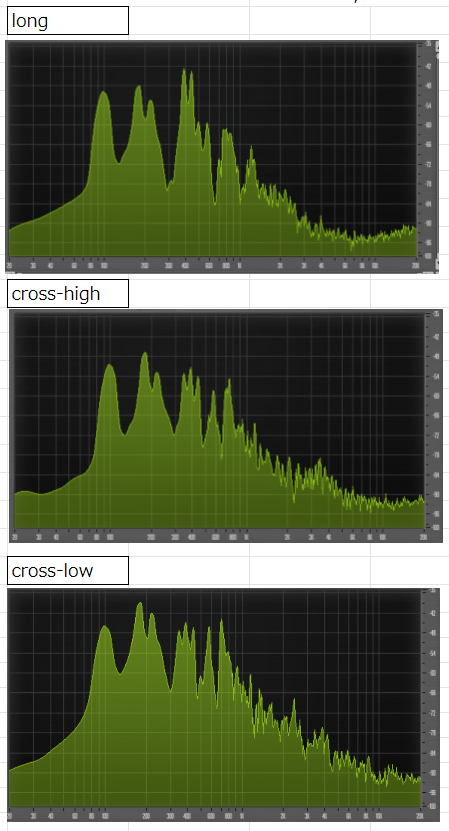
上の表は、ブリッジ接着(ネック有)を終え、 ブリッジピンをローズウッドに交換し、1弦から6弦まですべての弦を張った完成後の周波数特性です。波形はその時のモノです。各周波数については、ここを参照してください。下の表は今までの経過です。
弦による張力のせいか全体が10Hz前後上がっています。今までの経験上、ブリッジ接着をして弦を張ると数Hzは上がるようです。
これが最終結果ですが、ブリッジピンやサウンドホールを変更して微調して行きます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
オリジナルギター3 ボディ18:サドル製作とブリッジピン交換&最終調整 [original guitar3]

サドルは、前に購入してあったGRAPH TECH LC-9400-10 NuBone Acoustic Saddle Gibson Styleを使いました。
長さをブリッジ溝に合わせて、厚さも調整しました。
ブリッジピンも牛骨からローズウッドに交換しています。これは全体の色を合わせるためです。重さは3g程度変わります。
弦高調整も行っています。
ブリッジ表面を磨き(#600→#1000)、クルミ油で仕上げました。
オリジナルギター3 ボディ17:ナット製作 [original guitar3]
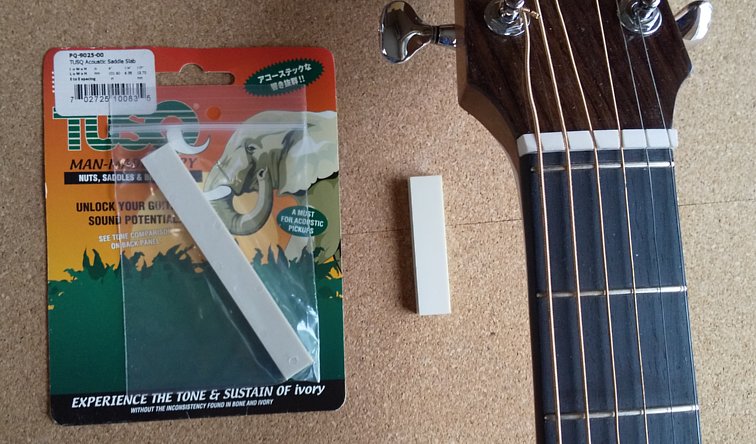
0フレット構造を採用しているため、溝の深さはシビアではありません。材質も特にこだわりはありませんが、10年以上前に購入してあったサドル用TUSQを半分にして使用しました。

1.半分にした鉛筆を0,1フレットにあて、ナットの高さを書き込みます。
2.幅調整をします。

3.高さ調整を行います。
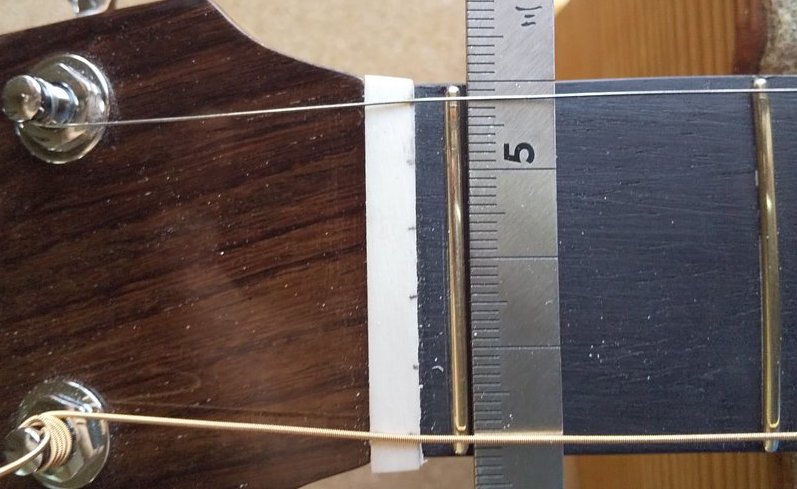
4.1弦と6弦の幅を38mmにします。

5.各弦間隔をストリングスペーシングルーラで決めます。
6.ヤスリで各弦の位置を入れ、弦を張って、溝の深さを調整します。

オリジナルギター3 ネック32:フレットボードエッジ処理 [original guitar3]

フレットボード横には塗装しないのが基本ですが、今回は、塗装前にフレットボード高さ方向半分にマスキング処理をして、後で磨いてネックとフレットボードの境をスムーズにつなげるようにしてみます。前回のオリジナルギター2ではフレットボード横全面をマスキング処理せずに塗装を進めたら、マスキングテープの隙間から塗料がフレットボード表面に染み込んで汚れ、後で苦労したためです。

下半分だけ塗装されていますが、これを#400でサンディングして取り除きます。その後、コンパウンドで境界を均していきます。
オリジナルギター3 ネック31:チューナー仮取り付け [original guitar3]

SGS510Z-Gold L5 L3+R3 を購入するつもりだったのですが、納期が6ヶ月かかるので、市場に出回っているSGL510Z-Chrome L5 L3+R3を購入しました。9,990円。18回転ではなく、21回転タイプです。
取付固定穴はまだ開けていません。L5ペグが大きいので取付ラインに対して直角になるようにした方が間隔が広くなり回しやすいです。
オリジナルギター3 voicing15:ブリッジ接着後 [voicing]
・ブリッジ接着(ネックなし)白ピン+サドル(右から2列目)
・ブリッジ接着(ネックあり)ナット付で1,6弦に仮に張った状態(右から1列目)
ブリッジをローズウッドに交換(重さで10g減少)したため、トップモノポールが予想以上に上がりました(181Hz)。予想では176Hz。ブリッジを接着して固定した効果もあると思います。
ブリッジ接着(ネックあり)ナット付で1,6弦に仮に張った状態 の周波数ピーク値と波形です。各周波数の意味はここを見てください。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
15.ネック有り無し、ブリッジ接着
オリジナルギター3 ボディ16:ブリッジ接着 [original guitar3]


ブリッジの重さを減らす(トップモノポール周波数を下げる)ため、材質をエボニーからローズウッドに変更しました。重さは10g減ります。
ボディ(トップ)のエボニーで型を取ったマスキングを剥がした部分と微妙に位置がずれるので、貼り付けで位置決めをする時にタイトボンドを塗り、1弦と6弦をブリッジボルトで固定します。しばらく置くとタイトボンドが少し硬化してきて、ブリッジがずれ難くなります。


ブリッジ接着を行うツールです。左下はボディの内側にいれて、ブレースを避けて押さえる治具です。左上はブリッジを上から押さえるための治具です。両側をコルクで高くしてブリッジ全体に均等に力がかかるようにしています。こうすることでクランプが1個で済みます。

接着しました。
オリジナルギター3 voicing14:塗装後 [voicing]

最終的な状態(ネックを接続し、ブリッジ:エボニー+牛骨白ピン+サドル(合計40g)を両面テープで接着した状態)で測定しました。
この状態でモノポールが170Hz以下になるので、ブリッジをローズウッドに交換します。
ローズウッドとエボニーでは、10g程度重さが変わるので、0.6Hz/gとするとモノポールが176Hz程度になると思います。

top+back+side out mold top-back-glued taped bridge+pin after 88mmsoundhole
の周波数特性です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 ネック30:塗装修正&コンパウンドポリッシング [original guitar3]

ネックも何ヶ所か木地が露出気味になっていて、タッチアップして修正します。エッジ部分の木地も露出しています。

オリジナルギター3 ボディ15:塗装修正&コンパウンドポリッシング [original guitar3]

何カ所か木地が露出気味なので、トップをタッチアップして修正します。エッジ部分も木地が露出しています。


バック、サイドも同じようにエッジ部分が露出しています。タッチアップ後、#1000,#2000で水研ぎして、コンパウンドで仕上げましたが、境目は完全には修正できません。再度、光陽社ヨゴレ落としコンパウンドとワシン研磨剤コンパウンド(白極細目)で磨いて完成です。
オリジナルギター3 ネック29:水研ぎ [original guitar3]
ネックは水研ぎを#800から始めましたが、その前の#600で削りすぎました。そのため、エッジ部分で木地が露出した場所が多数あります。水性ウレタンニスを水で薄め過ぎて、全体的に塗膜が薄すぎたためと思われます。写真はエッジを補修しているところです。

オリジナルギター3 ボディ14:水研ぎ [original guitar3]

#800 → #1000 →#2000と番手を上げて水研ぎをしていきます。
トップは、塗布膜が薄すぎると思い、最後の#600で空研ぎせずに、#800で水研ぎをしました。しかし、縦方向の塗りムラが取り切れないので、#600に戻り、空研ぎを行いましたが、磨きすぎて、何カ所か木地が露出気味になってしまいました。
バック、サイドも同じように#600での空研ぎで磨きすぎました。特に縁が木地が露出気味になってしまいました。#800で水研ぎを行い、先に進むべきでした。
水性ウレタンニスを水で薄め過ぎて、全体的に塗膜が薄すぎたためと思われます。
オリジナルギター3 ネック28:水性ウレタンニス塗布 [original guitar3]
サンディングシーラーの下塗りが済んだところで、水性ウレタンニスを塗っていきます。水性ウレタンニスを1(水):2で塗りやすいように薄めて使います。「30分間隔で5回塗って、一昼夜乾かして、#600でサンディング」を3回繰り返します。マホガニーは水性ウレタンニスで木管が埋まります。ヘッドのローズウッドもほぼ埋まりました。
ギターランキング
オリジナルギター3 ボディ13:水性ウレタンニス塗布 [original guitar3]

サンディングシーラーの下塗りの後、水性ウレタンニスを塗っていきます。水性ウレタンニスを1(水):2で塗りやすいように薄めて使います。「30分間隔で5回塗って、一昼夜乾かして、#600でサンディング」を3回繰り返します。

バック&サイドにはZ-poxy(1回塗り)を使ったのですが、バックは完全に木管が埋まっていなく、3割くらいは残っている感じです。ウレタンニス1回目でもまだ埋まっていません。ウレタンニス2回目で9割くらいが埋まりました。ウレタンニス3回目で95%位が埋まりました。サイドはほぼ埋まりました。

トップ:ロゼッタ周りの境の溝の修復も併せて行います。
オリジナルギター3 ネック27:サンディングシーラー塗布 [original guitar3]

1回目の塗布後です。3回塗布した後、一昼夜置いて完全に乾かした後、#400でサンディングします。

サンディング後です。水性サンディングシーラーとニスでマホガニーネックの木管は埋まります。ヘッドはローズウッドですが、サンディングを丁寧にやることにより、目止め材Z-POXYを使わずに済ませます。
オリジナルギター3 ボディ12:トップ、サイド、バック、サンディングシーラー塗布 [original guitar3]

下塗りには、水性ウレタンサンディングシーラーを使います。成分としては、水性ウレタンニスに研磨剤が入っていて、無垢の木地と塗料との染み込みを良くすると同時に表面を均す効果があります。しかし、バックとサイドにはZ-poxyを塗ったので必要ないかもしれませんが、トップと同じように処理しました。


10分程度で乾くので、3回塗ります。一昼夜置き、完全に乾いたらスポンジブロックを使い、#400で表面を整えます。サンディングシーラーには研磨剤が入っているのでサンディング後、水拭きが必要です。
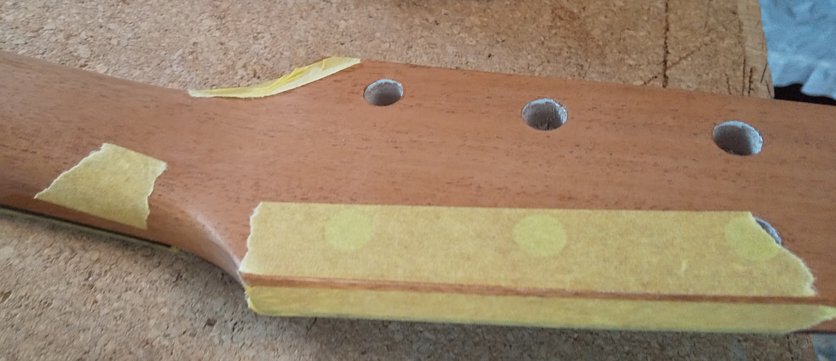
オリジナルギター3 ネック26:マスキング処理 [original guitar3]

フィンガーボードをマスキング処理します。前回、オリジナルギター2では、このマスキングをしっかりとしなかったため、フレット端から塗装液が染み込んでフレットが汚れてしまいました。フィンガーボード表面は塗装しないのですが、フィンガーボードの側面は塗装するというのが一般的です。今回はフィンガーボード側面の半分までマスキングして、塗装後にサンディングして境界を仕上げるように考えています。
ギターランキング





