オリジナルギター3 voicing20:サウンドホール径の調整 [voicing]

完成後、2ヶ月位経っています。高域の出音が広がらず、詰まるような感じがしています。
構想段階ではヘルムホルツ周波数を低く設定して、豊かな低音を目指してサウンドホールを少し小さくして、ヘルムホルツ周波数を調整しようとしましたが、うまくいかず、現在88mmです。ヘルムホルツ周波数を下げてみましたが、音圧も下がり、うまくいきませんでした。
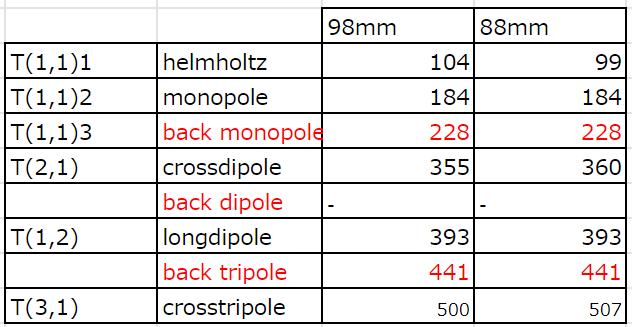
出音を増すために、サウンドホールをほぼすべてのアコギの標準である98mmにしてみます。
ヘルムホルツ周波数は99⇒104Hzになり、G#(103.8Hz)と被っていますが、全域で出音が増したように感じられます。
サウンドホールの径でヘルムホルツ周波数は調整できますが、豊かな低域を実現するのは難しく、ボディの大きさや剛性などにより決まってくるということが分かりました。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
20.サウンドホール径の調整
2023-01-23 08:43
nice!(0)
コメント(0)




コメント 0