オリジナルギター3:強制振動テスト4 トップ100時間後 [tests]
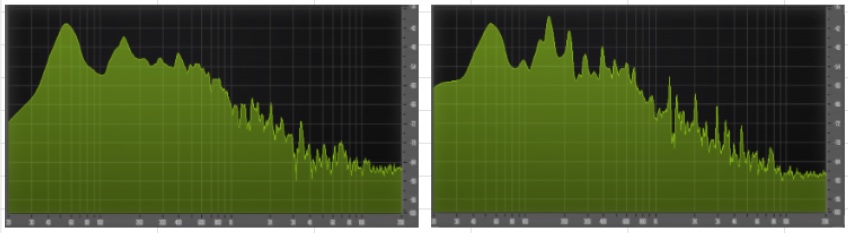
1日平均17時間合計103.6時間行ったところで、周波数特性を測定しました。周波数特性は変わりませんが、高域が出るようになりました。
17時間後、全域のサスティーンが伸びた感じがします。
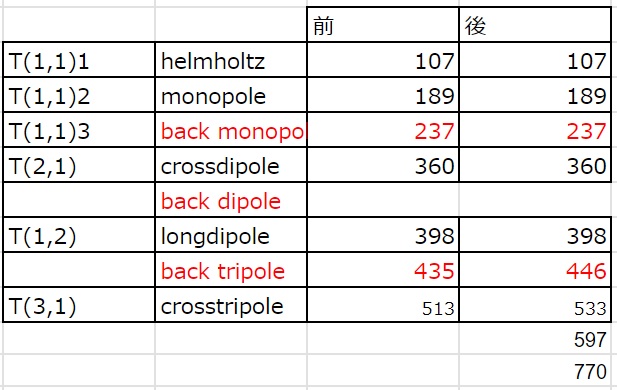
34時間後、さらに1~3弦のサスティーンが伸びました。一時的にモノポール周波数が少し下がる(T(1,1)1 107→104Hz、T(1,1)2 189→184Hz)。この理由は良く分かりません。最終的には戻っています。
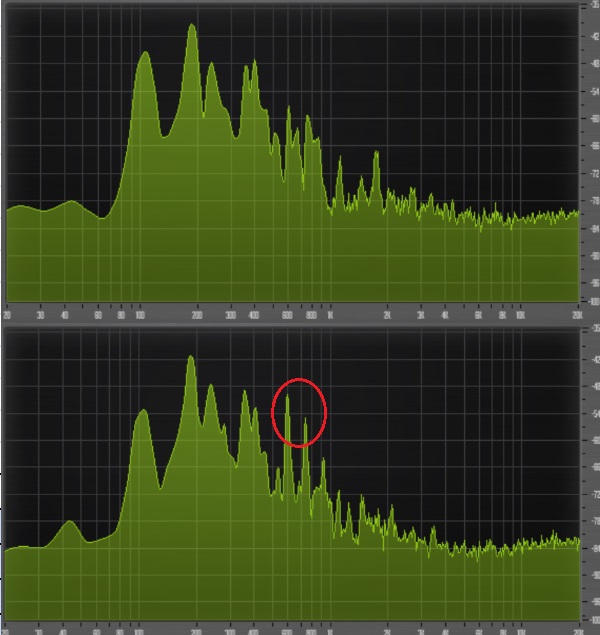
68時間後、同じボリューム設定でも音量が増えてい(音が大きくなってい)ます。また、音の詰まりがなくなっています。ギターの箱が良く鳴るようになっています。103.6時間後、上図(前後のcross-low比較)でも分かるように、高域の倍音成分が上がっている。
巷でいわれるように、音のバランスがとれて、高音のサスティーンが伸びました。
強制振動テストで気になった、
・ヘルムホルツ周波数が107Hzだが、G#(104Hz)が詰まり気味。
・トップモノポール周波数は189Hz。F-F#/Gb-G(175〜196Hz)、この辺りの共振が激しく、基音が直ぐに落ちる。
については、完全には無くなりませんが、少し緩和された感じがします。全域のサスティーンが伸びたので、
・G#(104Hz)が詰まり気味なのはほぼ無くなりました。
・G(196Hz)の共振(弦を弾いた反応(ボッという音))は無くなりました。F-F#(175-184Hz)についても、完全に無くなったわけではありませんが、直ぐに落ちてしまうことは無くなりました。これは、木材の特性tanδが小さくなり、サスティーンが伸びるのと同じようにtanδ(粘性を弾性で割ったもの)が振動時間の増加につれて、共振の幅が狭くなった(尖り具合増した)為と考えられます。
次に、バックについても強制振動テストを行います。
オリジナルギター3:強制振動テスト3 開始 [tests]

まず、
・ヘルムホルツ周波数を調整していたトルナボスを外す。
・トップモノポール周波数を調整していたブリッジピンを軽量(真鍮ピン2本をプラスティック)に戻します。
現状の周波数特性を取っておきます。特に気になるのは、
・ヘルムホルツ周波数が107Hzだが、G#(104Hz)が詰まり気味。
・トップモノポール周波数は189Hz。F-F#/Gb-G(175〜196Hz)、この辺りの共振が激しく、基音が直ぐに落ちてしまいます。
この2つの対策を行います。直接的には共振を抑える方向を考えたいのですが、それは出力を抑える方向になるので、その前に全体の出力を上げる(高域を上げ、全体のバランスをとる)対策をしたいと考えています。
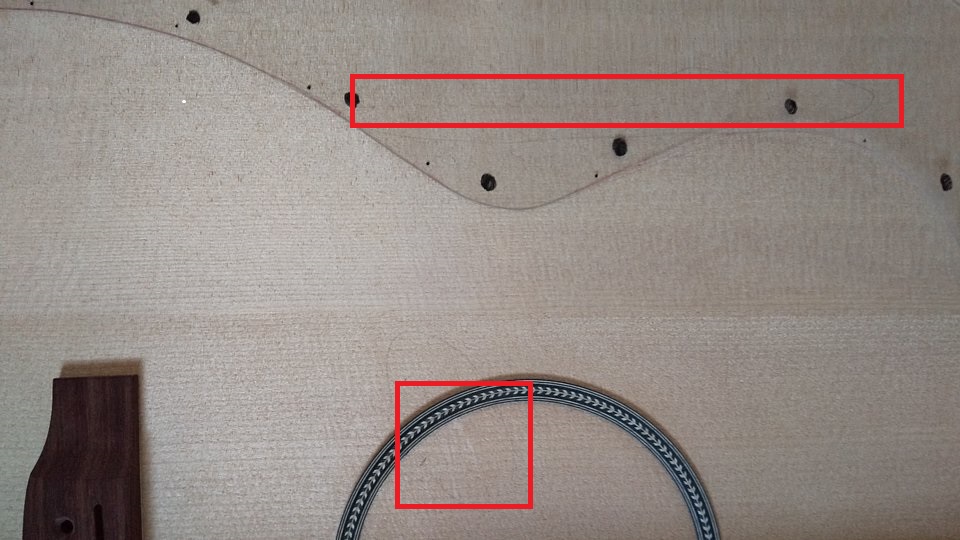
振動を与えるには、伝振動スピーカーピタっとスピーカーを使います。これ自体は電池駆動のものでしたが、長時間駆動させるためUSBから電源を取れるように改造しました。また、吸盤がついているのですが、これでは音が伝わりにくいため直接両面テープで貼り付けます。(後で剥がしやすくするため、マスキングテープを貼っておきます。)これに音源をつなげてギターの本体をスピーカーボックスとして鳴らします。音の大きさは近くで聞いていて少し大きい程度にします。
オリジナルギター3:強制振動テスト2 巷のうわさ [tests]
巷ではどのようなことが行われているか、ネット上でアコギの強制振動テストを調べてみると、
弾き込み加速装置 「ToneRite 」でギターの音が良くなるのか?
等がありました。
やり方としては、
1.ToneRite
初期の使用時には72時間から140時間で効果が現れ始めるそうです。
2.振動スピーカー
を使って振動を与えて効果を見ています。この下のものが私の使っているものと同じです(今は廃番になっています)。

総じて「音のバランスが良くなった」ということが言われています。デッドポイントがなくなって音が良くなるという記事もありますが、高域のサスティーンが良くなり、倍音が出たおかげでそのように聞こえるのではないかと思います。ミッシングファンダメンタルの影響もあると思います。
オリジナルギター3:強制振動テスト1 今までのまとめ [tests]
完成後、一年近く経っているオリジナルギター3に強制振動テストを行います。
今までの振動テスト結果をまとめると、
・強制的に振動を与えることによって、木材の特性tanδが小さくなり、サスティーンが伸びるようになります。これは確実ですが、時間がたつとその影響が少し戻ることも分かっています。
・振動の与え方は、弦を張った状態で、トップ、バックは何も触れさせないで、伝振動スピーカー(ピタっとスピーカー(ブルー))を付けてギターがスピーカーとして機能するような大きな音で行います。曲はなんでも良いと思います。
・部屋で昼間活動している時間以外は鳴らし続けます。テスト時間の目安は、トップ、バックとも100時間です。YAMAHA FG-200Jでは400時間、オリジナルギター1,2では100時間行いました。
・ FG-200Jは合板なのか芳しい結果は得られませんでした。オリジナルギター1,2ではサスティーンが良くなりました。オリジナルギター2では、ヘルムホルツ周波数97.5Hzは変化しないが、G(98Hz)にサスティーンがあるように聞こえるようになりました。これは、3倍波である294Hzのサスティーンが良くなったためで、97.5Hzが変化したわけではありません。ミッシングファンダメンタルの影響でしょう。
*ピタっとスピーカーは、廃番になっています。同じようなものはネットでは見つかりませんでした。
オリジナルギター4 バック5:ブレースレイアウト作図 [original guitar4]

・中心線に垂直にネック・ボディ接続線(14フレット)を引く。
・その基準線から、トランスバースブレース端(82-90mm)、第2ブレース端(192-200mm)、第3ブレース中心(336±4mm)を引く。
・中心線の第3ブレース幅方向に100mm離れた位置から縦に77mmのポイントと中心とで斜め線を引く。
・これがラディウスブレースの中心線になる。角度にして50°。
・中心から50mm、長さ100mm 計4つ がラディウスブレースの位置になる。
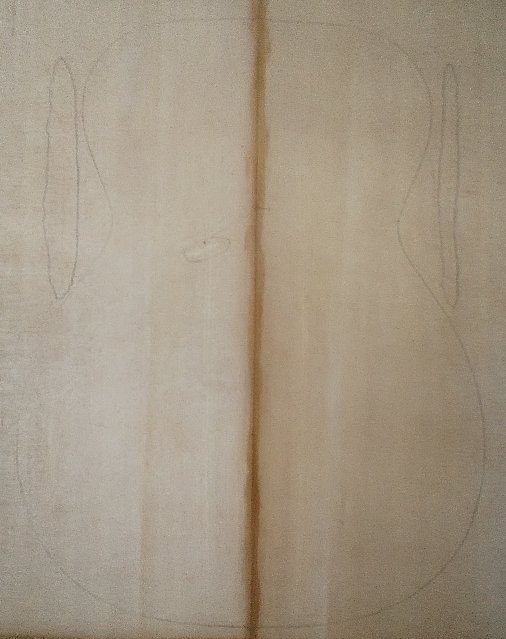
オリジナルギター4 トップ6:ブレースレイアウト作図 [original guitar4]

・ブックマッチしたラインを中心線にして、垂直にネック・ボディ接続線(14フレット位置)を引く。
・その基準線から、トランスバースブレース位置(100mm)、サウンドホール中心(150mm)、サドル位置(285.3mm)を引く。
・Xブレース中心(240mm)、サウンドホール中心位置から幅方向に98mmのポイントを結んだ斜め線を引く。さらにこの線に平行に8mm幅の線を引く。Xブレースの角度は95°。
・Xブレースの取り付け位置が決まったら、その線を基準に、トーンブレース位置、フィンガーブレース位置を決める。
・Xブレース中心(240mm)から60mmにフィンガーブレース、117mmに第2フィンガーブレースに位置を決め、Xブレースに平行に線を引く。
・トーンブレースは、斜め2本のマーチンタイプからダイポールを上下左右均等に作るためにダブルXにする。
・Xブレースの中心から100mmに位置を決め、中心線のxxxmmにXブレースと平行に線を引く。
・サウンドホールの周り、4mm離れて補強材の位置の線を引く。
これでダブルXのブレース位置が決まりました。
オリジナルギター4 ボイシング2:バック板単体のボイシング [original guitar4]
バックプレートだけ、ブレースなし(外形加工後)でタッピング周波数を測定します。
アッパーボウト中心端を親指と人差し指で挟み、ローボウトの中心を叩きます。アッパーボウトを斜めに持ったり、ロワーボウトを持ったりすると特性が変わるので注意します。
縦方向の剛性を示すモードの一番低い周波数は、バックプレート自体の剛性によって決まります。
TomMillerはこの振動周波数は43 Hzにするといっています。Mark Blanchardは、バックの正しい厚さを決定するための周波数を110〜120Hzの範囲にするといっています。
結果、Mark Blanchardの基準と同じくらい、TomMillerの基準よりやや厚目にできています。
オリジナルギター4 バック4:厚さ調整 [original guitar4]

厚さ調整は埃がでるので、電動サンダーを使って外で行うのですが、ここ数日は猛暑のため、外での作業は無理です。よって、冷房の効いた部屋で、掃除機で粉塵を吸い取りながら、サンディングペーパー#80を使って行うことにします。
現在2.8mmを2.2mm(余裕を見て2.3~2.4mm)にします。0.5mmをサンディングペーパーで削るのはかなり大変です。3時間くらいかかりました。汗だくです。
この後、タッピング周波数を測定します。
オリジナルギター1:弦高の変化 [maintenance]

オリジナルギター1を日々弾いている中でどの程度弦高が動くかデータを取ってみました。
完成後、3年経っています。
普段はダッダリオカスタムライト(コーティング)を使っており、1:15のチューナーを1回転半緩めて保管して、使う前にチューニング、2時間後に引き始めます。
2時間後というのは、チューニング直後と2時間後では”鳴り”が違うからです。おそらく弦の張力でトップ(ロワーボウト)に張りができてサスティーンが良くなるのだと思います。
結論から言うと日々の中での弦高の動く範囲は0.1mm程度でした。
弦を緩めないで置くと、2日でチューニングがずれなくなるので、安定したと考えられます。
3、4日目もチューニングがずれなかったので、弦高測定をすると12フレットで6弦側2.0mm、1弦側で1.6mmでした。
この時点で、通常通り1回転半緩めて4日置きました。
チューニングして弦を張って2時間後1.95mm 1.5mmでした。
弦を4日間張りっぱなしにしてもこの程度なので、毎日緩めて置けばほぼ変化はないと思われます。
弦高測定には、「弦高診断」とダッダリオ製のルーラーを使いました。0.1mmを目視で測るわけですから、2つの方法を併用しました。
P.S.弦高診断は、ここから購入できるようです。
オリジナルギター4 ネック9:外形粗削り その2 [original guitar4]




オリジナルギター4 ネック8:外形粗削り その1 [original guitar4]




オリジナルギター4 サイド2:テールブロック切り出し [original guitar4]

サイド(ボディ)のテール部分の厚さは96mmなので余裕を見て100mm、幅50mm、厚さ20mmのマホガニー角材からテールブロックを切り出します。
ライニングとの厚さ(7mm)の連続性を考えて、上下の厚さは10mmにしておきます。
サイドとの貼り付け面は接着前にRをつけますが、厚さを含む微調整はサイドブックマッチ後に行います。
オリジナルギター4 ボイシング1:トップ板単体のボイシング [original guitar4]
トッププレートだけ(ブレースなし(外形加工後、ロゼッタ、サウンドホール加工前))でタッピング周波数を測定します。

タッピングポイントは左のように中心を持ちますが、右のような位置で持つと、共振周波数が少し低くなり、節となる位置が違うので、共振周波数の数が多くなります。
厚さ調整する前(2.7mm)に測定してみました。
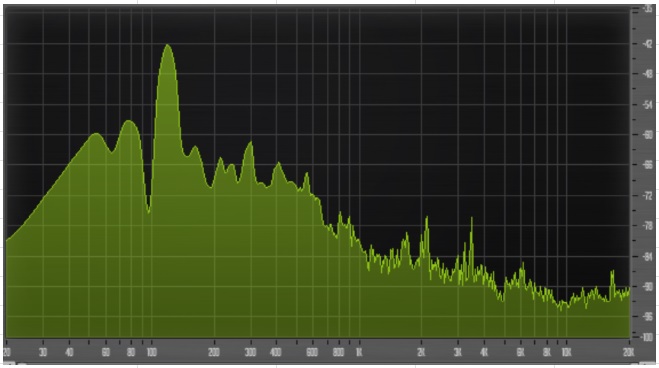
最も低いロング周波数で厚さを調整します。今回、オリジナルギター4は60Hzで、右のように持つと55Hzでした。
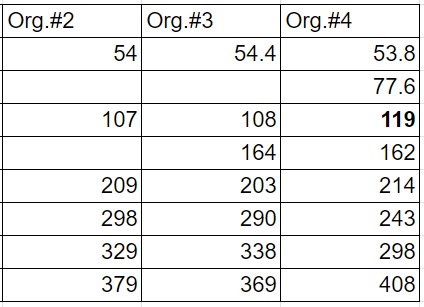
Mark Blanchardは71Hz、Tom Millerはロング振動周波数を52 Hzまで薄くするといっています。オリジナルギター2は54Hz、オリジナルギター3は65Hzでした。
厚さを調整後(2.5mm)は、左のように中心を持つと55Hz、右では54Hzでした。
オリジナルギター4 トップ5:厚さ調整 [original guitar4]

2.7mmで購入したトップを2.5mmに#120でサンディングします 。その前後で、タッピング周波数を測定しました。木材が購入後15年経っているので、古くなっているせいかタイトボンドの染み込みが強く、痕が残り易くなっています。
オリジナルギター4 ネック7:カーボンロッド溝追加工&カット [original guitar4]

カーボンファイバーロッドは480mmあるので、ネック全体に通すようにヘッド部分にも食い込ませるように溝を追加工しました。
480X9.5X3.2mmのカーボンファイバーロッドを長さを450mmに切断します。
ペグ・チューナーの穴がナットから40mmの位置にあるので、30mmまでで止めます。右側は削り過ぎました。ヘッドは14°の角度が付いているので、ロッドも斜めにカットします。カーボンファイバーロッドは硬いので金属鋸で切ります。

オリジナルギター4 フィンガーボード3:外形粗削り [original guitar4]

フレット溝の深さを確認して、3mmに満たない部分を追加工します。

次に周囲2mmの余裕を見て、外形加工します。鋸の最後の端はチッピングしやすいので、逆方向から少し切れ目を入れておくと裂けません。
このホンジュラスローズウッドは硬いです。いつものエボニーも硬いのですが、脆いので加工がしやすいですが、脆くないので加工には苦労します。
オリジナルギター4 フィンガーボード2:フレット溝切り [original guitar4]


フレットボードとの間にマスキングテープを貼ってから両面テープを貼ります。そうしないとmiterboxから溝を切った後フィンガーボードを剥がすときに苦労します。
フィンガーボードの厚みは5.5mm(実測5.7mm)。これは購入時に厚さを指定しています。フィンガーボード表面の曲率で1mm程度はなくなるので、フレット溝の深さは3mm確保します。miterboxにセットした後の鋸は、溝を切るというより、前後に鋸の歯を動かしてフィンガーボード表面に刃で線を引くようにして切っていくとスムーズに切れます。フレット数は20。これに0フレットを追加します。
完成!
実はこの作業は結構力がいります。しっかりと台に固定する必要があります。特にフィンガーボードに使う板は硬いので、それを深さ3mm以上平行に20フレット分切るのは大変です。間違いなく汗だくになります。
P.S.Fret Slotting Miter Box、今調べたら¥45,638(日本製鋸付き)もしています。
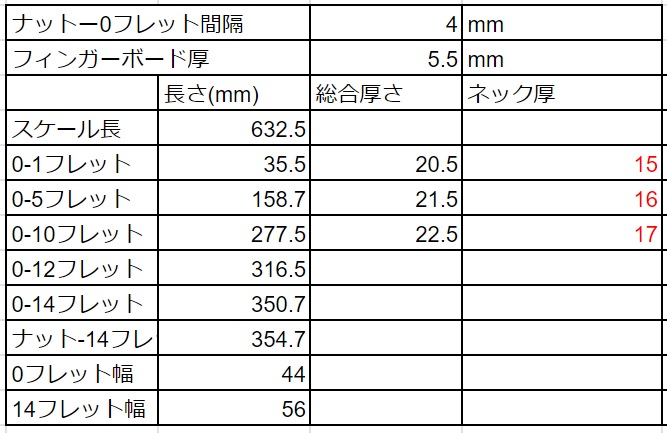
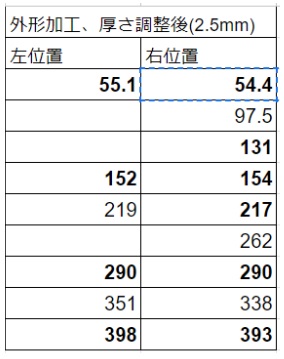
オリジナルギター4 フィンガーボード1:寸法書き [original guitar4]

フィンガーボードは全体の色バランスを考えて、エボニーからホンジュラスローズウッドに替えました。厚さは5.5mmにカット済みです。フレット溝を切る基準面もしっかりと直角が出ているので、そのまま使用します。
その基準面を使って、スコヤでナット位置、フレットボード端、0フレット位置、14フレット位置(=ボディ端)、フレットボードエンドに線を入れます。
幅60mmに縦線を入れます。さらに中心線を入れます。
0フレットは44mmで中心線から左右22mm、14フレット位置は56mmで中心線から左右28mmを結びます。これが外形線になります。余裕を2mmみてカット線を入れます。長さ方向は5mm余裕を見てカットします。
フレット溝を削るには基準線が必要なので、フレット溝入り後に外形カットします。
miterboxにセットするために幅70mm以下にしておきます。
オリジナルギター4 サイド1:外形粗切り出し [original guitar4]

厚さ調整をする前に、木取りを行います。木目が同じように流れるように上下左右を決めます。決めたら後で迷わないように矢印を付けておきます。
テールエンドにはパッチを付けないので、木目がそのまま出ますが、マホガニーは木目がはっきりとはないので、ローズウッドほど慎重に合わせる必要はありません。
外形に余裕をもって、幅方向96mmに対して110mm、長さ方向750mmに対して780mmを切り出します。線は白鉛筆の方が見やすいです。
オリジナルギター4 バック3:外形加工 [original guitar4]


端材はヘッドの板が取れますが、マホガニーは色が薄いのでネックベースと同じでコントラストが付きにくいので、デザイン的にはイマイチです。
オリジナルギター4 バック2:ブックマッチ [original guitar4]

オリジナルギター4 トップ4:外形加工 [original guitar4]

オリジナルギター4 トップ3:ブックマッチ [original guitar4]



オリジナルギター4 トップ2:木材選定 [original guitar4]
トップ材の木取り(木のどの部分を使うかを決める)と共に各木材の色バランスを確認しました。

オリジナルギター4 ネック6:外形粗加工 [original guitar4]



オリジナルギター4 ネック5:カーボンファイバーロッド溝切 [original guitar4]

ネック補強用にカーボンファイバーロッド(480X9.5X3.2mm)を埋め込むため、Dreamel 650(Φ3.2のビット)を使用して、トラスロッドの両脇に溝切りを行います。深さ9.5mmの溝を深さ3.2mmx3回に分けて行います。

トラスロッドの時と同じように、まず、ルーター治具を一番締めた状態でビットの長さを9.5mmになるように合わせます。最後に9.5mmの深さを掘るのはこの状態です。1回目は、このビットを3.2mmにして、両方のネジを締めます。ネジは手で締めただけでは、削る時の振動で緩むのでペンチで固く締めることが重要です。2回目は、6.4mm、3回目は9.5mmにして、削ります。
オリジナルギター4 ネック4:トラスロッド溝切 [original guitar4]


Dreamel 654(Φ6.4のビット)を使って、溝切を行います。ドレメルルーターはパワーがないので幅12mmx深さ10mmの溝を深さ3.3mmx3回、幅方向に2回、合計6回に分けて行います。
まず、ルーター治具を一番締まった状態でビットの長さを10mmになるように合わせます。最後に10mmの深さを掘るにはこの状態です。
1回目は、このビットの高さを3.3mmにして、両方のネジを締めます。ネジは手で締めただけでは、削る時の振動で緩むのでペンチで固く締めることが重要です。2回目は、6.6mm、3回目は10mmにして、削ります。まず、右側を6.4mm幅の溝を削り、左側5.6mm残った幅を順に削っていきます。
オリジナルギター4 不足部品の購入 [original guitar4]


ライニングは、Solid Liningsを考えましたが、良い木材が見つからなかったのと作り込みが大変そうなので、今回はトップ側だけブレース接続の割れをなくすためにリバース品を購入します。
・カーボンファイバーロッド CF-10
オリジナルギター4 バック1:使用する木材と厚さ決定 [original guitar4]

ホンジュラスマホガニーBM ランクAで、2021/2に16,500円で購入しました。ホンジュラスマホガニーも手に入り難くなりました。ランクAといってもまあまあの木目だと思います。
今回は、collings 00-1 14Fのような軽い音を目指します。
Gore&Giletの本に載っていたトーンウッド(板)の共振周波数から剛性を判断する方法で厚さを決めます。このように合理的に板厚を決める方法は、他にないと思います。
ブックマッチされたフルサイズのトップパネルまたはバックパネルによって生成される周波数は低すぎて測定しにくいため、ブックマッチ前のハーフサイズのトーンウッドの振動周波数を測定して、ヤング率(弾性率:応力とひずみ)を出し、ひずみの運動方程式より、エッジがクランプされた長方形プレート(ギターボディを近似)の振動周波数を導きます。その式には、厚さの項が入っているので、逆に解いて、目標の厚さを求めます。
両ハーフ材とも目標厚は、2.2mm という結果が出ました。
厚さはアイチ木材加工で購入時に2.8mmにしました。厚さ指定した方が後で削る工数が少なくできます。
この方法では、板のサイズ、重さ、3つの振動周波数から板厚を決めます。興味のある方は、Gore &Gilet の本を購入してください。



