オリジナルギター4 ボディ16:ネックーボディーナットーブリッジ、サドル仮止め [original guitar4]

ボディ、ネックがそろったところで、ナット、ブリッジ、サドルを仮付けし、ネック左右取り付け角度、弦高を確認します。


次に弦高を確認します。
・サドルは1弦5.5mm、6弦5mm
・仮ナットの0フレット幅を38mm、サドル上の弦幅は56mm
にした状態で、12フレットで弦高は1,6弦とも2.2mmです。
バックが貼り付けていないので強度的に弱いため、12フレットで1mm分高くなっています。今はこのまま進め、バック貼り付け後、再度確認して設定します。
オリジナルギター4 ボディ15:ブリッジ穴開け [original guitar4]


ブリッジボルトで1,6ピンを留めて、残りの2~5ピンの穴を開けます。
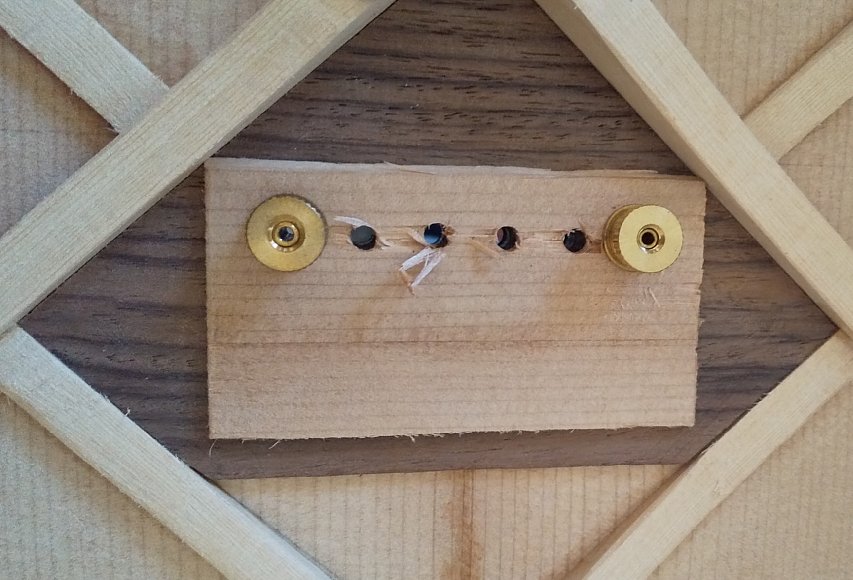
高さ調整と穴あけ時のバリ防止のため、ブリッジプレート押さえとブリッジプレートの間に2.5mm厚の板を挟みます。

バリを取って整えます。

ブリッジピン穴をΦ5の一番細いプラスティックピンが通るまでリーマーで広げました。
オリジナルギター4 ボディ14:ブリッジ位置決め [original guitar4]
ブリッジ位置決めをします。
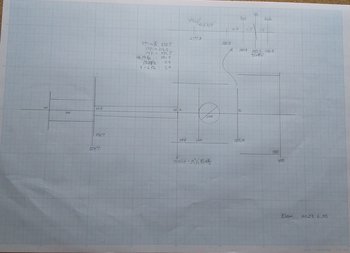
000タイプのスケール長は632.5mmで、これを2つに分け、
0フレットからボディ端(14フレット)まで350.7mm
ボディ端(14フレット)からサドル中心まで281.8mm
これに、補正を加えます。
・弦の振動補正を2mm
・1弦から6弦までの斜め補正の1/2で1.5mm
よって、ボディ端からサドル中心は285.3mm
ブリッジ端からサドル中心は7.5mmで、ボディ端からブリッジ端までは277.8mm。
(イントネーターを使うやり方もあります。)
ブリッジ端の位置に水平に線を引き、ここにブリッジを両面テープで固定します。
ブリッジ裏側にブリッジプレート押さえをおいて、Cクランプで固定します。
オリジナルギター4 ネック34:フレット溝の隙間埋め [original guitar4]


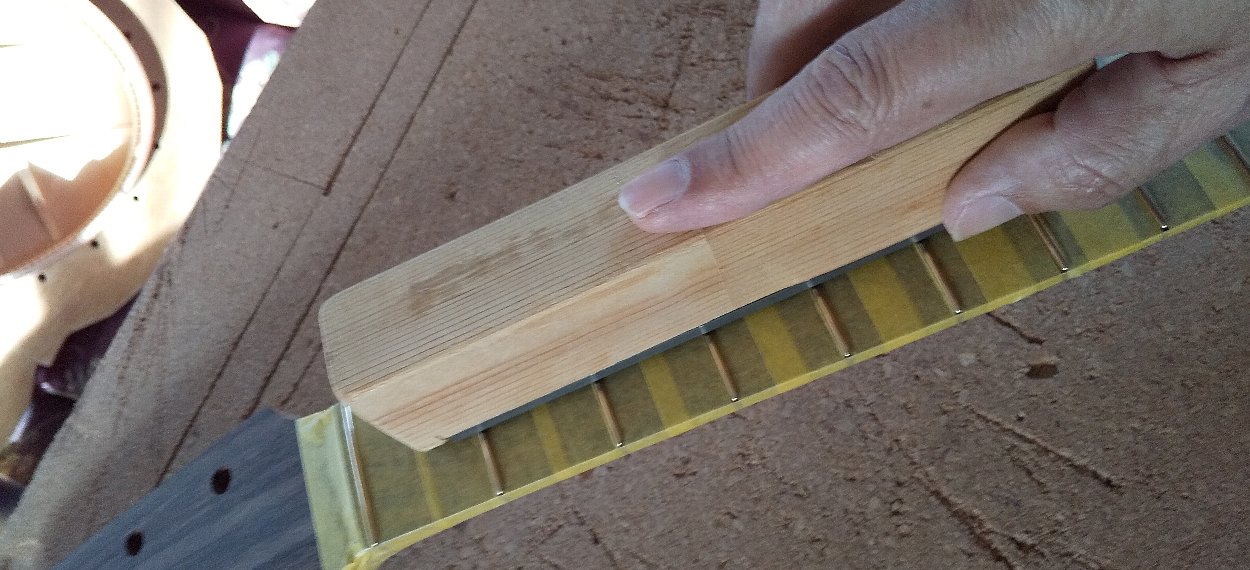
オリジナルギター4 ネック33:フレット平坦化 [original guitar4]








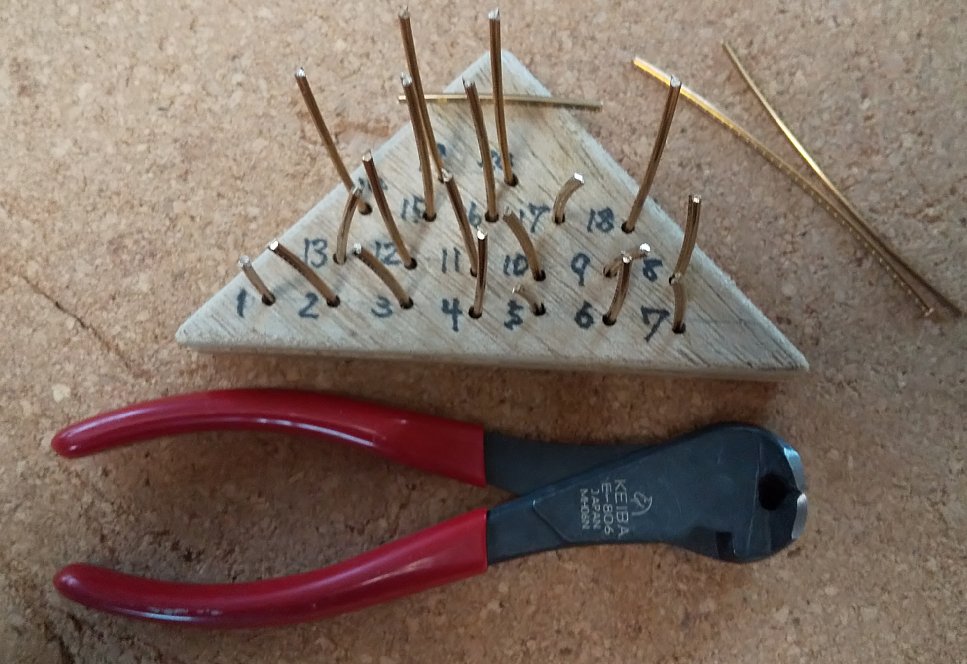
オリジナルギター4 ネック32:フレット打ち込み [original guitar4]


いよいよフレットを打ち込みますが、今までの経験で6弦側が弦が落ちることが多いのでそれを防ぐために、フレット端を6弦側をエッジに合わせて、1弦側にスペースができるように打ち込みます。
Jescar No.43080E(Gold)は、足の長さが1.27mm(通常使用のSBB-217)なので比較的簡単に打ち込むことができます。
長さの不揃い対策で打ち込む前に長さを揃えるために何度も合わせましたが、結果はまあまあです。打ち込む前に完全にそろえるのは難しいです。
オリジナルギター4 ネック31:フレットエッジ処理3 [original guitar4]

先端を球形にする工程で長さのばらつきが出てきます。また、長さがフレットボードの幅にぴったりになっているとエッジが引っかかるようになります。前回はこの微調を端折ったことで長さのばらつきが出ました。
・球形の質を上げるために、すべてのエッジを確認し、整形し直しました。
・全体を0.5mm程度短くする必要があったので、フレット全体を短い方向にずらしました。
・さらに隣のフレットとの長さを比べ入れ替えること、サンディングで長さを揃えることで幅方向に同じスペースが開くようにしました。
この微調で4時間かかりました。
オリジナルギター4 ネック30:フレットエッジ処理2 [original guitar4]
長さが揃ったら、先端を丸くしていきます。





オリジナルギター4 ネック29:フレットエッジ処理1 [original guitar4]

・Org.#3と同じように、弾きやすさを優先して、両端を球形にする。
・打ち込む前に、エッジを球形に整えるやり方。
・欠点は、長さが不揃いになり、見栄えが悪かった。これを改善する。





オリジナルギター4 ネック28:フレットマーク入れ [original guitar4]

フレットマークはサイドにΦ2、厚さは2mmの白蝶貝を入れます。3,5,7,9,12,15フレットに目打ちで中心に印をつけます。

Φ2の金属ビットで手動で開けます。木工用Φ2.0ビットも市販されていますが、刃先が弱すぎて欠けてしまいます。刃先が欠けるとネックの中に埋まるので取り出すのに苦労します。電動ドリルでも開けてもよいのですが、手で確実に開けています。

深さ1.5mm

タイトボンドで埋め込み、一昼夜置きます。

表面から出た部分を削ります。

完成です。
オリジナルギター4 ネック27:ネック仕上げ2 [original guitar4]
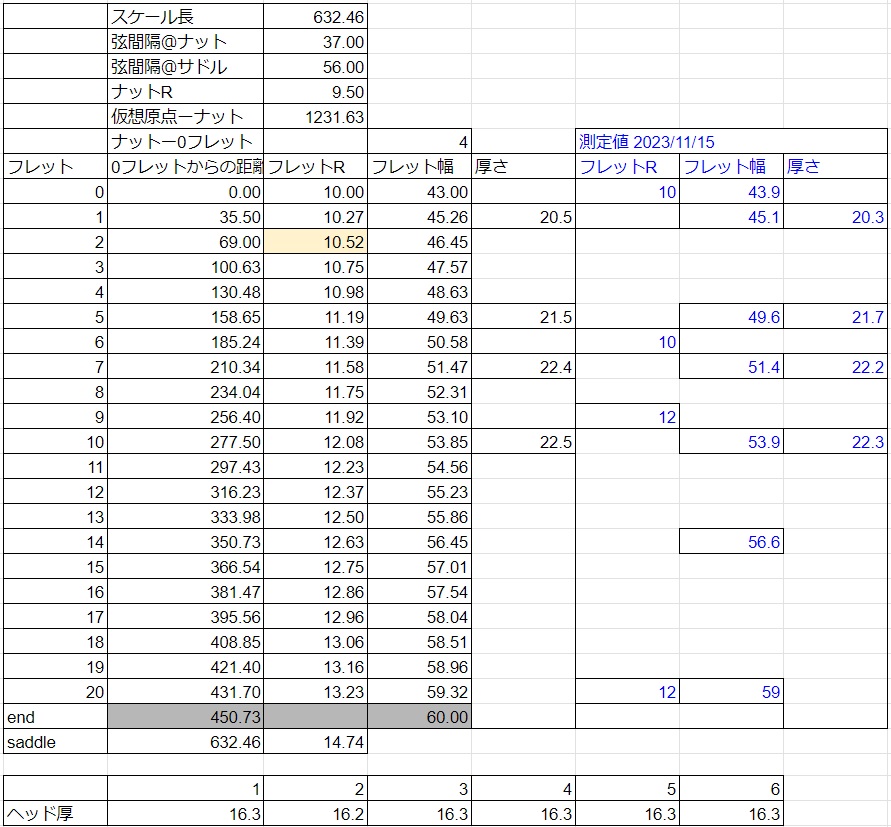
最後に各部の寸法(フレットの曲率、フレット幅、フレット厚、ヘッド厚)を確認します。塗装前にサンディングしてからもう一度最終確認を行う予定です。
オリジナルギター4 ネック26:ネック仕上げ1 [original guitar4]




ネック握り形状を整えます。Org.#2が握りやすいので、これを参照して、握りの感覚は繊細なので慎重に整えます。

ネック幅調整をします。ネック幅0フレットは44.5mmです。これを43.8mmまで落としました。
オリジナルギター4 ネック25:チューナー取り付け穴加工 [original guitar4]




オリジナルギター4 ボイシング16:top+back+side in mold after top-glued [original guitar4]

ボイシング15:top+side out mold after glued の調整 [original guitar4]

オリジナルギター4 ボディ13:ネック取り付け角度の調整 [original guitar4]


バレルナットでネックとボディを留めます。





オリジナルギター4 ボイシング14:top+side out mold after glued [original guitar4]

オリジナルギター4 ボディ12:ネック取付け部嵌合調整 [original guitar4]




オリジナルギター4 ボディ11:トップ端の処理とネック取付け部の開口 [original guitar4]





オリジナルギター4 ボディ10:トップ貼り付け2 [original guitar4]



オリジナルギター4 ボディ9:トップ貼り付け1 [original guitar4]

ボディ枠にトップを接着していきますが、その前に、微調整していきます。
トップの平面性を確認します。トップの中心、ブリッジを接着する位置で凹んでいます。ロワーボウト、サウンドホールの下側でも中心が凹んでいます。

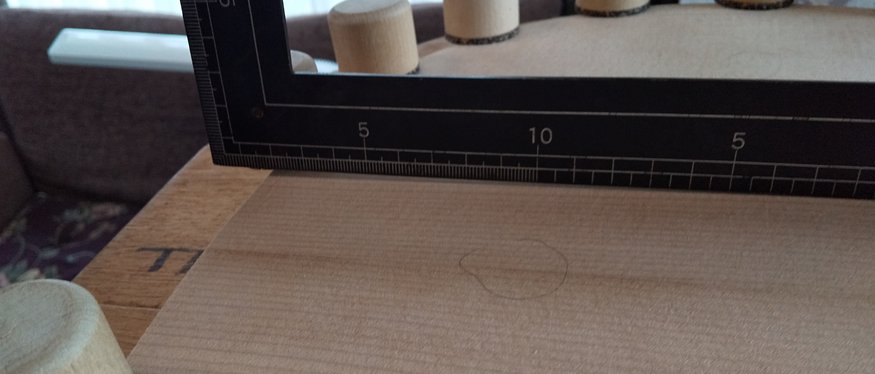

両端をサンディングバーで削っていきます。と同時に、Xブレーシングとサイドライニ
ングの切り欠きを調整してヒール側、テール側でサイド中心とトップ中心を合わせます。



オリジナルギター4 ボイシング13:top+back+side in mold その2 [original guitar4]

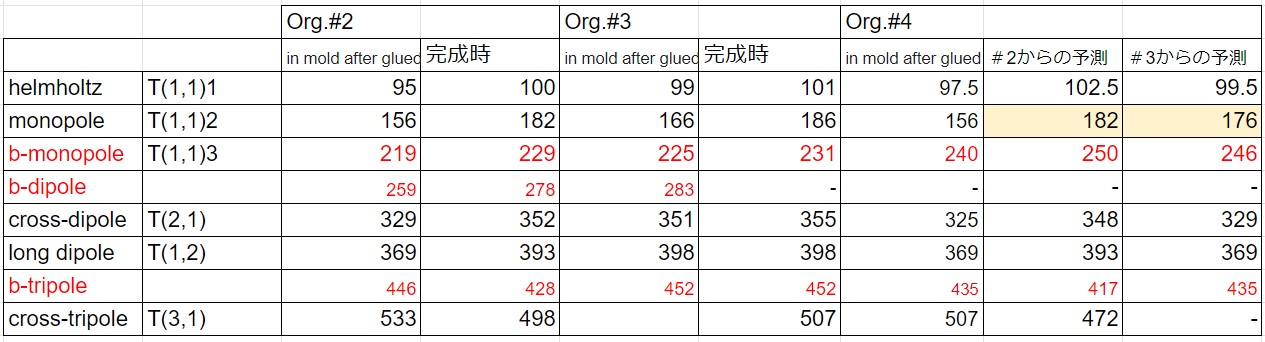
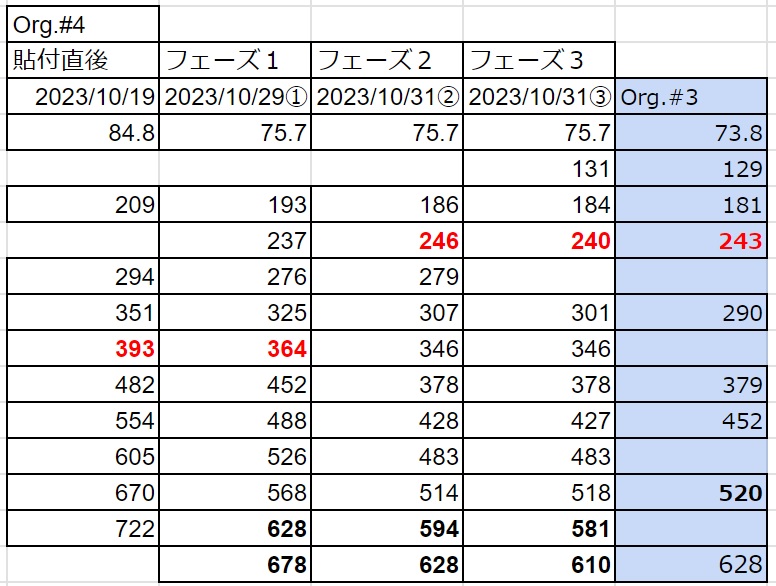
Org.#2, Org.#3の結果より、完成時のモノポール周波数を予測します。
ヘルムホルツ周波数は110Hz、トップモノポールは180〜193Hz、バックモノポールは252〜254Hzです。
top+side in mold の結果から、トップモノポール周波数は190Hz程度になると予想します。190Hzに対してバックは4半音上で240Hzが最適なので、バックは少し調整する必要がありそうです。この時点ではまだ削りません。
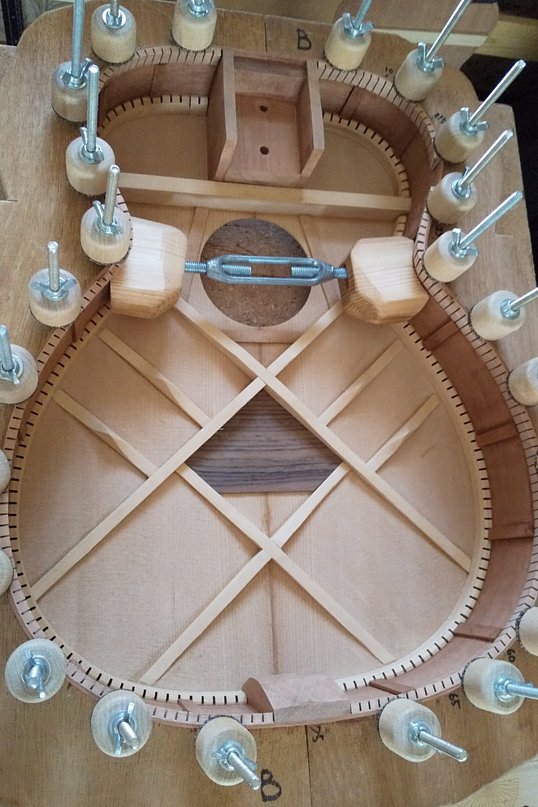
オリジナルギター4 ボイシング12:top+back+side in mold その1 [original guitar4]



小型ワークベンチを2つ並べて、トップ下側に物がないようにします。下にものがあるとその振動特性も合わせて測定してしまうことになるので注意します。
→ 明日へ続く
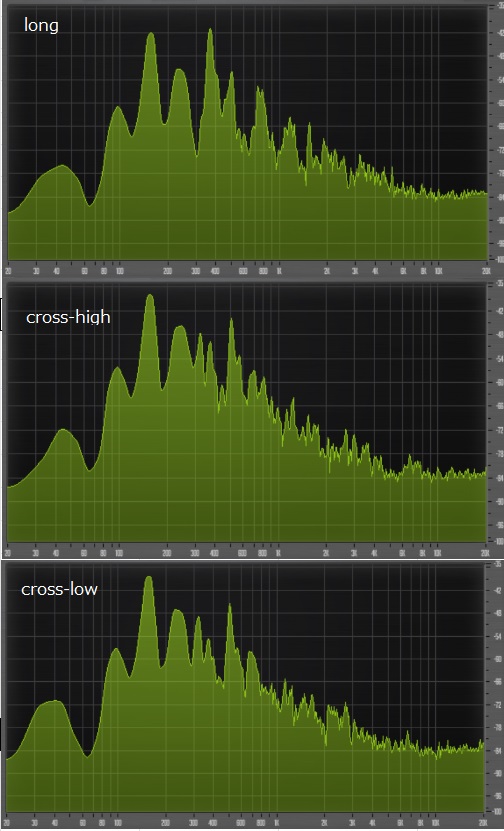
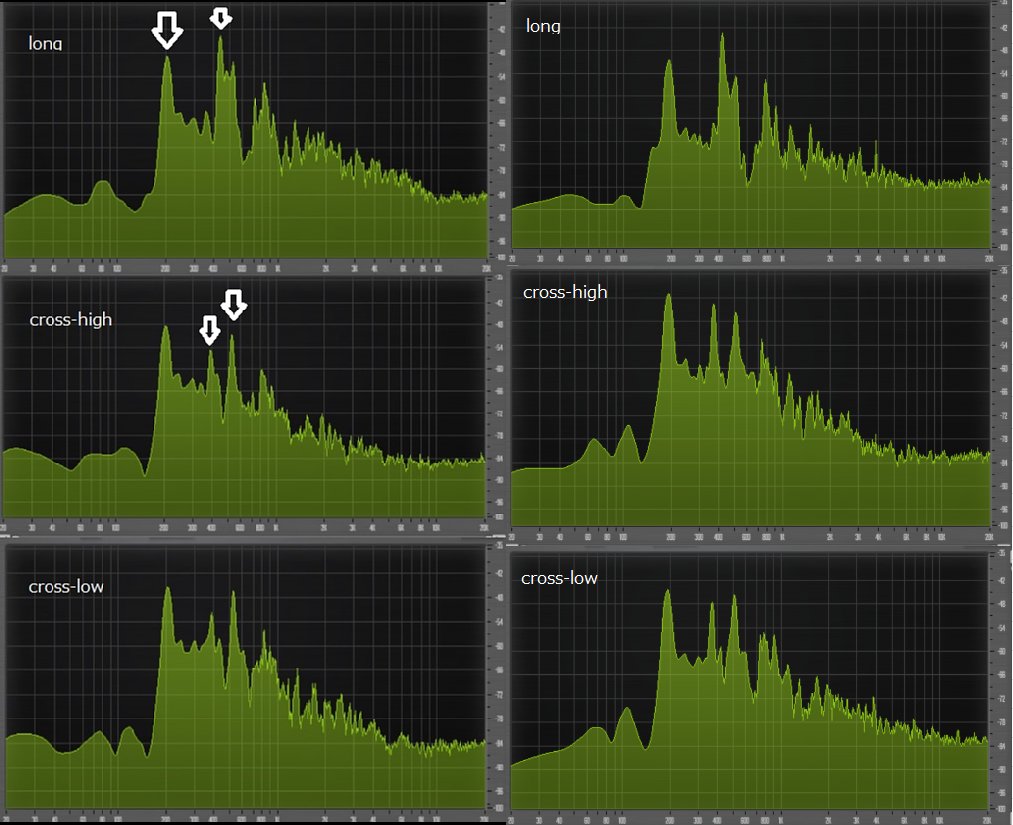
オリジナルギター4 ボイシング11:top+side in mold その2 [original guitar4]
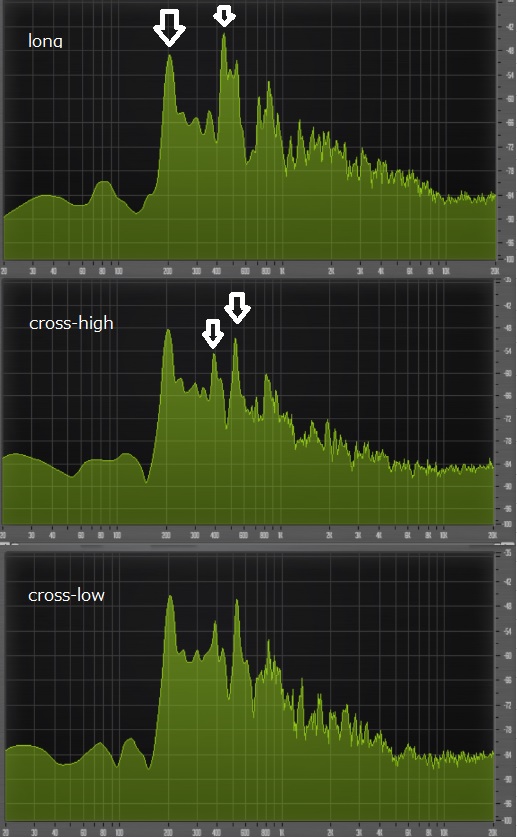
モールドを付けてtop とsideを合わせて、疑似的にtopとsideを貼り合わせた状態にしました。トップ周辺をサイドで閉じることにより周波数特性がまったく違ってきます。トップを終端することで、モノポール、ダイポール、トリポールなどギター本来の周波数特性が出てきます。
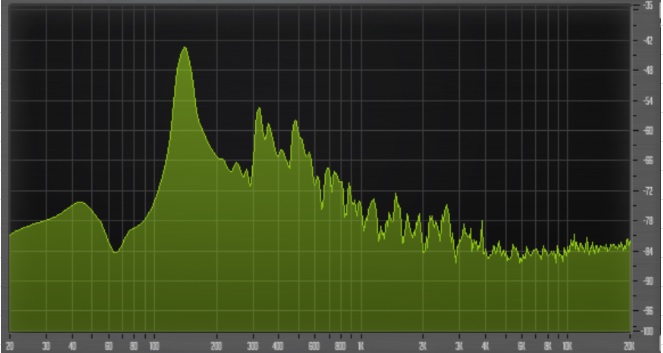
この波形は、タッピングポイントがcross-highのものです。
トップモノポール:141Hz
クロスダイポール:321Hz
ロングダイポール:357Hz
クロストリポール:481Hz

Org.#2、Org.#3の結果から、完成時のトップモノポール周波数を予測します。
1:top+side in moldは、モールドにトップとサイドを合わせた今の状態。
2:top+side out moldは、トップとサイドを接着後、モールドから出した状態。
モールドから出すとトップモノポール周波数は、55 or 52Hz 増えます。
2:の状態はほぼ完成時のトップモノポール周波数を示しています。
Org.#3は、トップとサイドを接着後、ブレースを削っているので、周波数が少し下がっています。
これらの結果から、トップモノポール周波数は141+52=193Hzと予測されます。
トップモノポール周波数は190Hzを目標としているので、少し高いです。
ダイポール周波数は、Org.#3に比べてかなり低くなっています(cross 342→321Hz、long 393→357Hz)。これはXブレーシングの形状を変えたためと考えられます。ダイポール周波数を低めに設定できるのではないかと思います。
この時点では確認するだけで、次の工程にこのまま進みます。
オリジナルギター4 ボイシング10:top+side in mold その1 [original guitar4]
top+side in mold というのは、モールドを付けてtop とsideを合わせて、疑似的にtopとsideを貼り合わせた状態にします。トップ周辺をサイドで閉じることにより周波数特性がまったく違ってきます。終端するか開放端にするかの違いです。
モールドとサイドが一体化していますから、サイドの重さが極端に増えることになります。サイドの重量が増えると、終端の境界がサイド側に寄ってくるので、トップの振動領域が増え、トップモノポール周波数は下がります。
トップを終端することで、モノポール、ダイポール、トリポールなどギター本来の周波数特性が出てきます。
モールドに入れなくてもトップとサイドを接着しても良いのですが、少しずつ工程を進めることでその結果を確認しながら進めています。もう4台目で想定通り、問題なく進められてきているので、いきなりトップとサイドを接着しても良いかと考えています。


オリジナルギター4 ボディ8:ボディ、ネック、トップ、バック完成! [original guitar4]

オリジナルギター4 ネック24:ボディ嵌合調整 [original guitar4]
ネック残務
・フレット打ち込み
・チューナー穴開け
・ネック取り付け角度調整
・フレットマーク入れ
の前に、ヒール形状をボディに嵌合させることを行います。

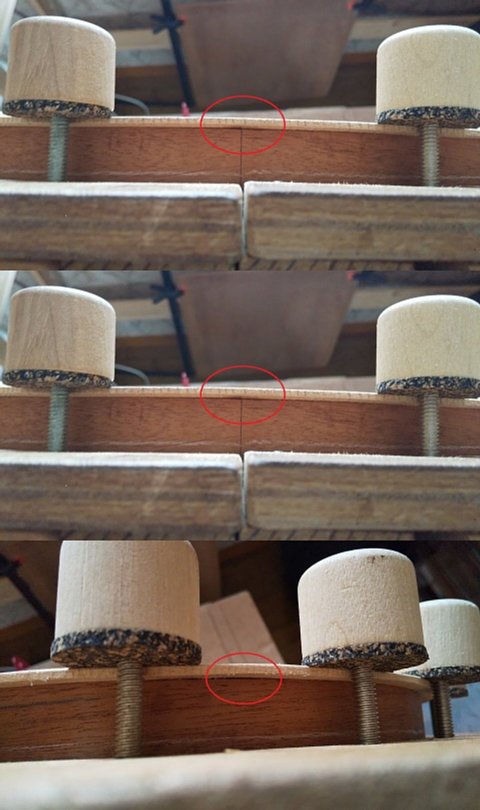
今回はヒールレスネックのため、ヒールがなくサイドの繋ぎ目がヒール部分に見えるようになるので、ネックとの境界をいかにきれいに見せるために、円形状のネックと平面をいかにうまく繋げるかがポイントになります。








オリジナルギター3:強制振動テスト10 < 1000時間終了!> [original guitar4]

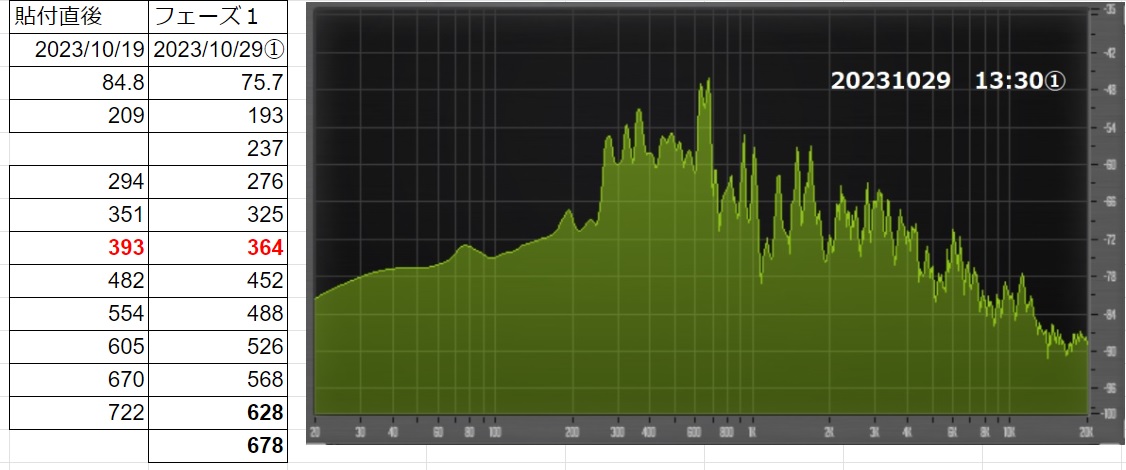
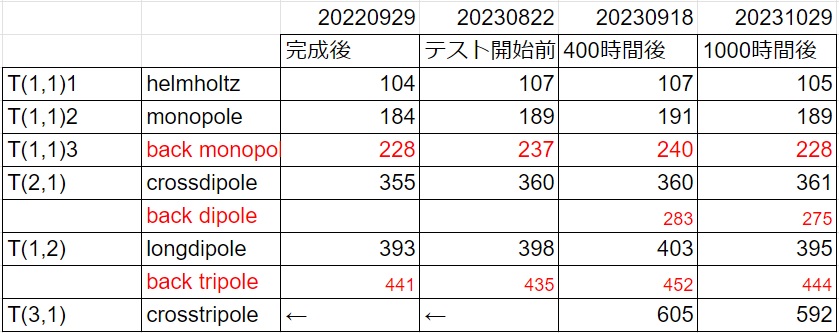
400時間後も強制振動テストを続けていました。1000時間を超えたところで終了します(2023/8/22〜202310/29まで1日平均15時間程度実施)。
強制振動テストとは、伝振動スピーカー(ピタッとスピーカーplus)を主にトップのロワーボウト中心に貼り付けて、スピーカーとしてギターボディ全体を鳴らします。音の大きさは、聴いていて少し大きい程度にします。
元々の目的は、
・ヘルムホルツ周波数が107Hzだが、G#(104Hz)が詰まり気味。
・トップモノポール周波数は189Hz。F-F#/Gb-G(175〜196Hz)、この辺りの共振が激しく、基音が直ぐに落ちてしまう。
この2つの対策を行います。
直接的には共振を抑える方向を考えたいのですが、それは出力を抑える方向になるので、その前に出力を上げる(高域を上げ、全体のバランスをとる)対策をとることです。
強制振動テストの結果は、
明らかにギターを弾き込んだような効果がある。具体的には、
1.ウルフトーンが解消される。
2.サスティーンが伸びる。
3.音量が上がり、全体のバランスが取れる。
ような効果があります。その理由は、ここで述べています。木の特性変化があるためで、経年変化で木が枯れていくのと同じような効果があると考えています。
100時間くらいで効果が出ますが、その効果が短期的には少し戻ります。よって、なるべく長い時間行ってその効果を定着させるのが効果的だと思います。
オリジナルギター3の具体的な効果は、
1.ヘルムホルツ周波数のウルフトーンの低減
400時間経過後のコメントは、
・6弦4F(G#)にまだ残っている。
・6弦3F(G)や5F(A)の基音が6秒程度サスティーンがあるのに対して3秒でなくなる。
ということでしたが、
1000時間経過後は、
ヘルムホルツ周波数(105Hz)とG#(104Hz)、両隣のGとAとの基音のサスティーンは良く伸びて差はありますが、ほとんど気にならなくなりました。その原因は、基音が4秒でなくなっても、3倍音(312Hz)のサスティーンが残っているためだと思います。
2.トップモノポール周波数のウルフトーンの低減
400時間経過後のコメントは、
・4弦4F(F#)にわずかに残っている。
・4弦3F(F)が4秒、5F(G)の基音が3秒程度サスティーンがあるのに対して2秒でなくなる。
1000時間経過後は、
トップモノポール(189Hz)とF#(185Hz)のウルフトーンはほぼ気にならなくなっている。基音よりも、2倍音、3倍音が残っているためだと考えられます。
3.サスティーンの効果
これは明らかに特に高域が良くなりました。波形からは700~1000Hz以上が良くなっています。この部分の音量も上がった気がします。定量的に測定できていません。
共振周波数の変化は少ないです。むしろ温湿度による影響が大きいのではないかと思います。
P.S. アルフィーの坂崎幸之助さんが、「泉谷弾き」といっているのも同じような効果があると思います。
オリジナルギター4 ボイシング9:ブレース付きトップ2(ブレースラフカット接着後、スキャロップする。) [original guitar4]



<完成時の目標>
・最も振幅の大きいピークの目標周波数は240Hz
・谷とピークの差が20dB以上ある(1目盛りは6dB)。
・タッピング音にサスティーンが出てくる。
オリジナルギター4 ボイシング8:ブレース付きトップ1(ブレースラフカット接着後、スキャロップする。) [original guitar4]
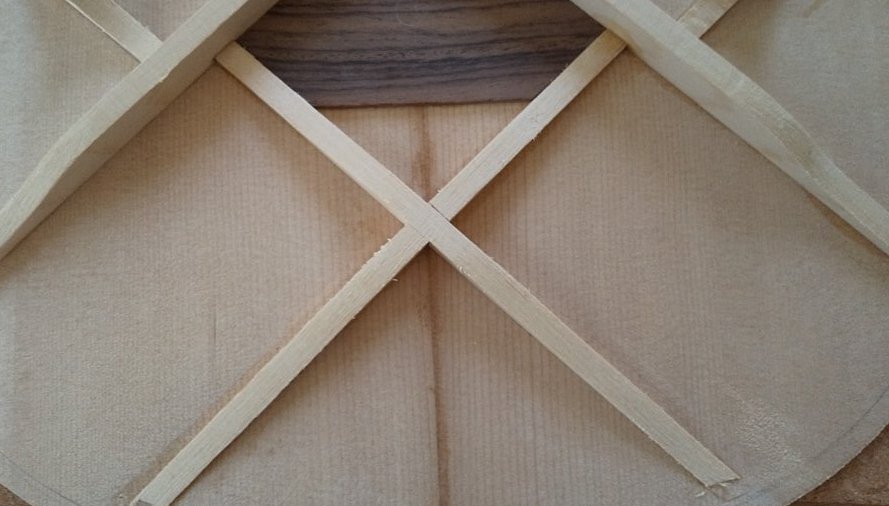
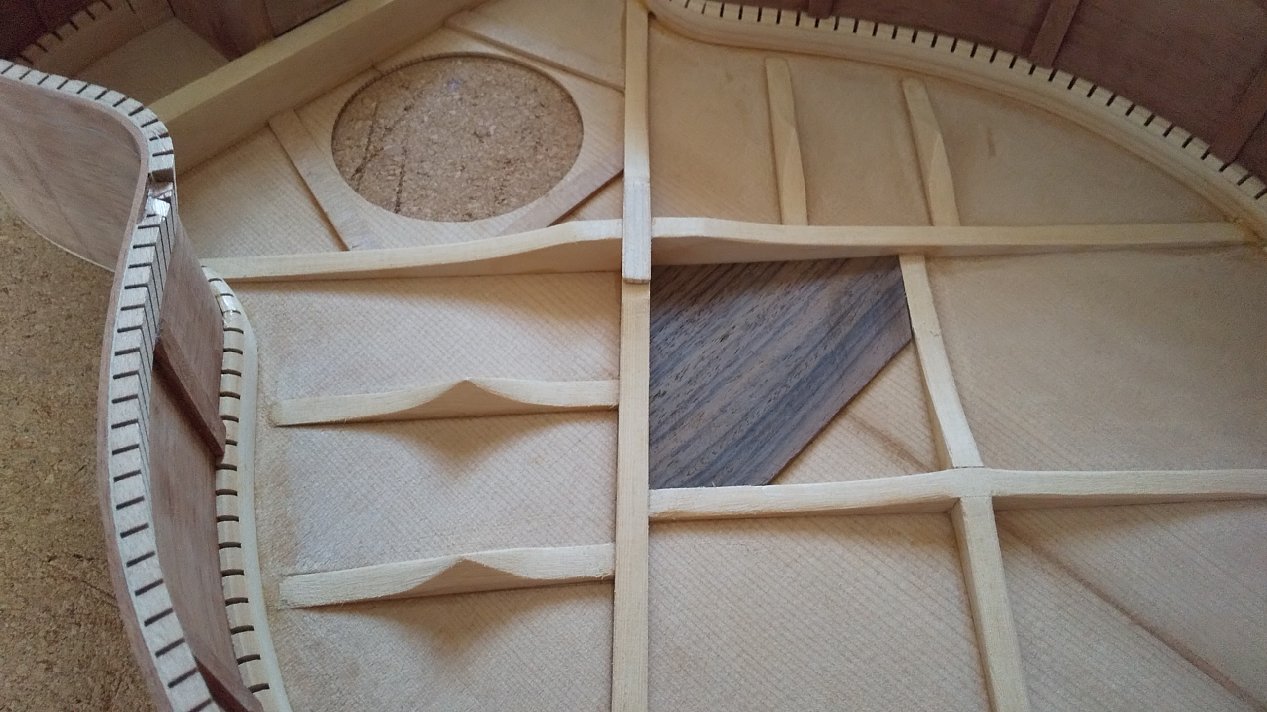
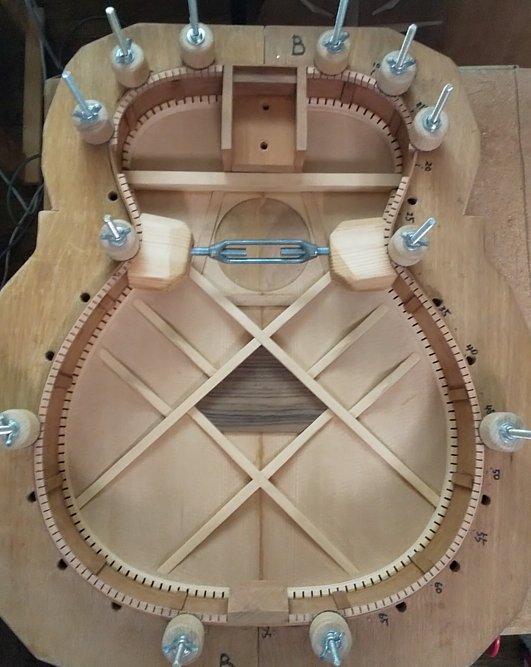
ラフカットしたトップブレースを接着後、スキャロップしていきます。ここが音を決める重要な工程です。トップブレース構成は、ダブルXブレースです。トーンブレースを平行型からX構造にしています。
ブレーシングは影響の少ないブレースから順に削っていきます。トランスバースブレースは補強材としての意味しかありませんから、削りません。
削る順番は、
1.フィンガーブレースは、周波数特性的には比較的関係ありません。しかしこの作り方でクロストリポールの良し悪しが決まると言われています。
2.Xトーンブレースを削ります。最終的に全体の高さを9mmにして、全体をなだらかに削ります。サイド端はサイドには嵌合させないで高さは0mmにします。
3.最後にXブレースを削ります。今回はシンプルに全体をなだらかな山になるようにします。サイドとは両端をライニングに嵌合させます。
で、この順で各ブレースを少しづつ均等に3~4回繰り返して仕上げていきます。
1ラウンド: