オリジナルギター2:ボイシング2 [voicing]
・(板の段階)
***ボイシング1
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
ブレースを貼り付けたトップとバックで共振周波数を見ていきます。
ブレースをどういう形で接着するかというのも問題です。
1台目は、grellierを参考に、ある程度スキャロップしてから貼り付けました。
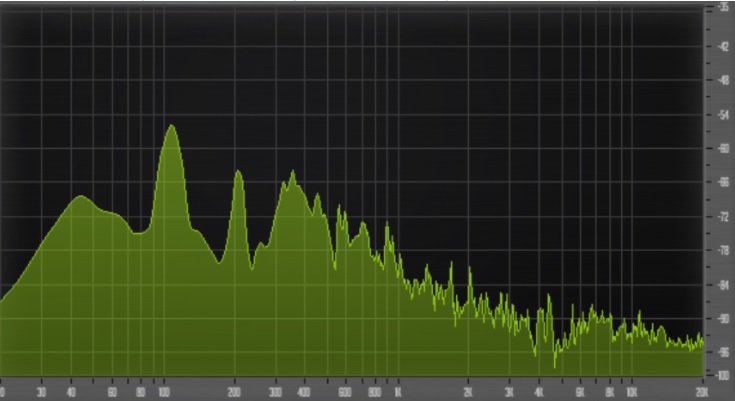
2台目は、1台目を元に横方向からみた投影図でラフカットしたものをトップに接着しました。まだ、ラフカットしただけですから、周波数的には高い(=剛性が強すぎる)はずです。
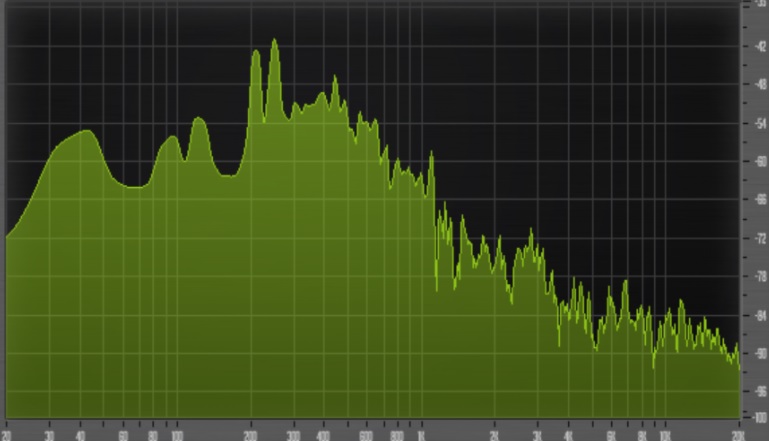
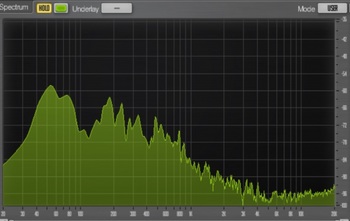
4.ブレース付きトップ(ブレースラフカット接着後)
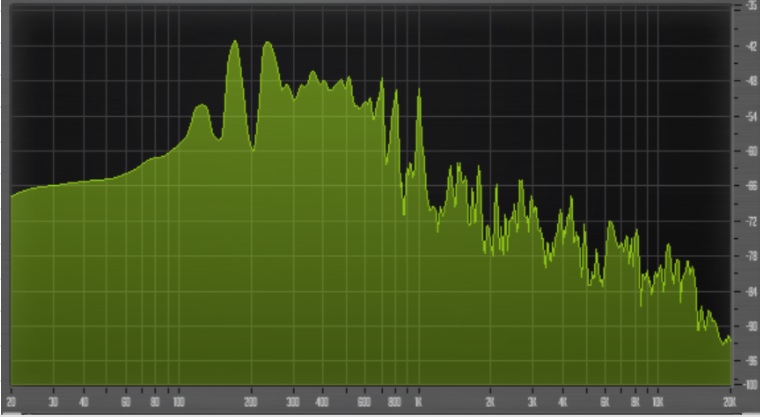
振動音は大きな音ではないので、マイクから25cm位に近づけないと一番強い共振点以外が拾えません。
Mark Blanchard は、この段階でも、クラドニパターンを使っています。タッピングで500Hzまでに10個のピークが測定でき、この10個の目標周波数の範囲を決めて厳しく管理しています。共振の一番強度のある目標周波数(240Hz)より少し高めでやめています。といっても、このピークが何番目なのかによっても目標が違うので難しいです。なので、全体の硬さをタッピング音を聞きながら、決めていきます。
ラフカットしたブレースを接着した次の日は、一番強度のある目標周波数が262Hzでした。まだ硬いので、タッピング音もボッボッとサスティーンがなく聞こえます。また、両手でトップを曲げてみて、同じような硬さになるようにロング方向とクロス方向の硬さも調べます。
まず手始めに
1.フィンガーブレースを左右4本ともスキャロップするが、変化なし
2.トーンブレース下の先端を削るが変化なし


次の日、ここから本格的にブレースを削るわけですが、
①フィンガーブレースを左右4本ともスキャロップする。
②トーンブレース下の先端を削る。
③トーンブレース上の先端を削る。
④Xブレース下部分
⑤Xブレース上部分
⑥X全体
⑦フィンガーブレース全体
⑧トーンブレース全体
と全体のバランスを取りながら順番に、山の断面が三角形になるように削っていきます。
一通り、削り終えたところで、タッピング音を聞いて、ロング方向とクロス方向の硬さを見て、一番強度のある目標周波数を測定します。
4サイクル、ブレースを削り終えたところで、一番強度のある目標周波数を234Hzまで落としましたが、タッピング音とロング方向とクロス方向の硬さから、まだまだ固いと感じられます。
ここでもう少し削るべきかどうかが分からなくなったため、一時中断。
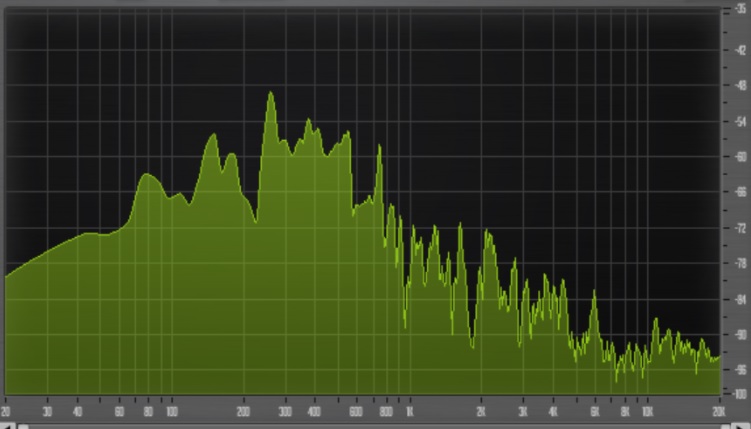
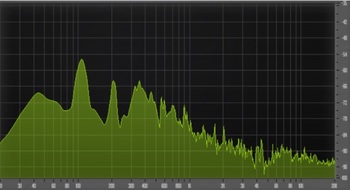
5.バック(ブレースラフカット接着後のブレース付き)
3ラダー+放射状ブレース(Gore&Gilet の本のやり方)の断面だけをラフカットしたブレースを接着してタッピングします。
バックは、ロング方向の強度は木目だけなので緩い。クロス方向はブレースをスキャロップ途中なので固い。ロング(縦)方向はバックプレート自体の剛性、木目にクロスした横方向の剛性はブレースの剛性を変更することで調整します。
ラフカットしたブレース接着後は、タッピング音もなかなか良く、サスティーンが出ていて、硬さもほぼ良好です。
Mark Blanchard のクラドニパターンの周波数と比べて、中心周波数は250Hz位で、もう少し削る必要があると感じられるので、
順番に
①放射状ブレースを削る。
②第二ブレースを削る。
③第三ブレースを削る。
を削っていきます。
2ラウンド削ったところで、やめておきます。
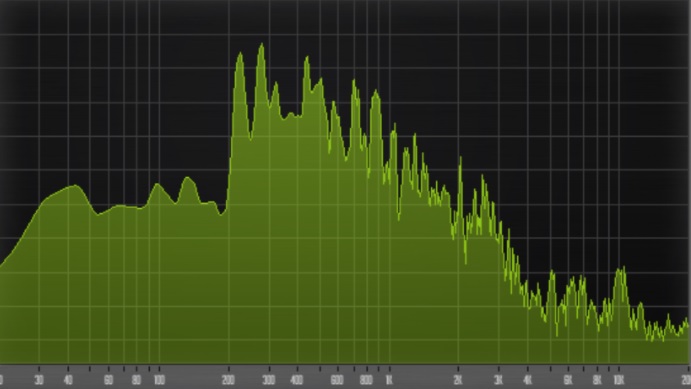
4’.ブレース付きトップ(ブレースラフカット接着後):追加
単板のデータどり。ボディへの貼り付けを考えて、余分なエッジを10mm程度落としたところ、一番強い共振周波数は259Hzになりました。
Mark Blanchard はこの周波数は239Hz。ここで、オリジナルギター1のボディに貼る前のトップ完成状態のデータを見返すと、231Hzでした。よって、さらに約20Hz下げる必要があるが、ここでやめておきます。
5’.バック(ブレースラフカット接着後のブレース付き):追加
外形整形(周辺を5mmまで落とす)して、ブレースは削らずにみましたが、中心周波数が276Hzにあがりました。但し、タッピング音も良いし、まだ攻める段階ではないので、このままとしました。
ここまでは、トーンウッドの板状態でのボイシングでした。トップ、バック共板状態での目標周波数を決めて、少しオーバービルド気味(まだ追い込まないで、削る余地を残しておく)で次に進みます。
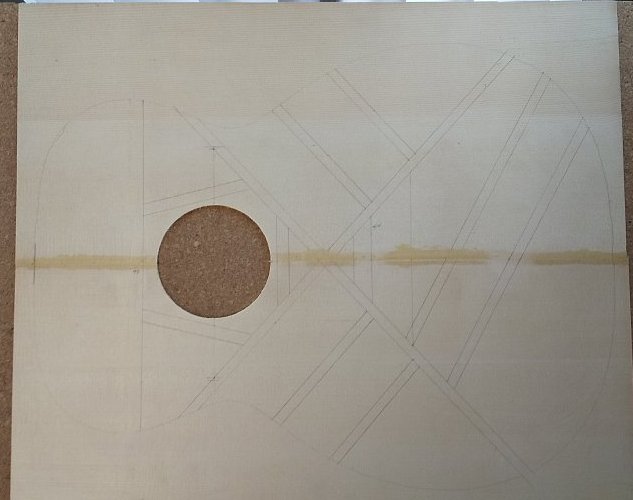
オリジナルギター2-A-17 トップ:ブレースレイアウト&接着 [original guitar2]



オリジナルギター2-B-8 バック:ブレースレイアウト&接着 [original guitar2]

センターストリップを貼り付けていきます。センターストリップはバックの接着面の剥がれ防止が目的ですから、木目がバックと垂直になるように作っておきます。
センターストリップを含むブレース接着でポイントは、接着する前に使用するクランプと固定具で完全なシミュレーションを行っておくことです。これをやっておかないと、いざ接着というときにクランプが届かないとか数が足らないとか結構焦ることになります。

次のブレースを同時に貼り付けようとしていますが、放射状のサブブレース2個は後からになっています。ラディウスディッシュがあればいいのですが、ないので、端に端材を挟んで、すべて2〜3mm浮かせて貼り付けています。この時も、接着する前に使用するクランプと固定具で完全なシミュレーションを行ってから貼り付けます。
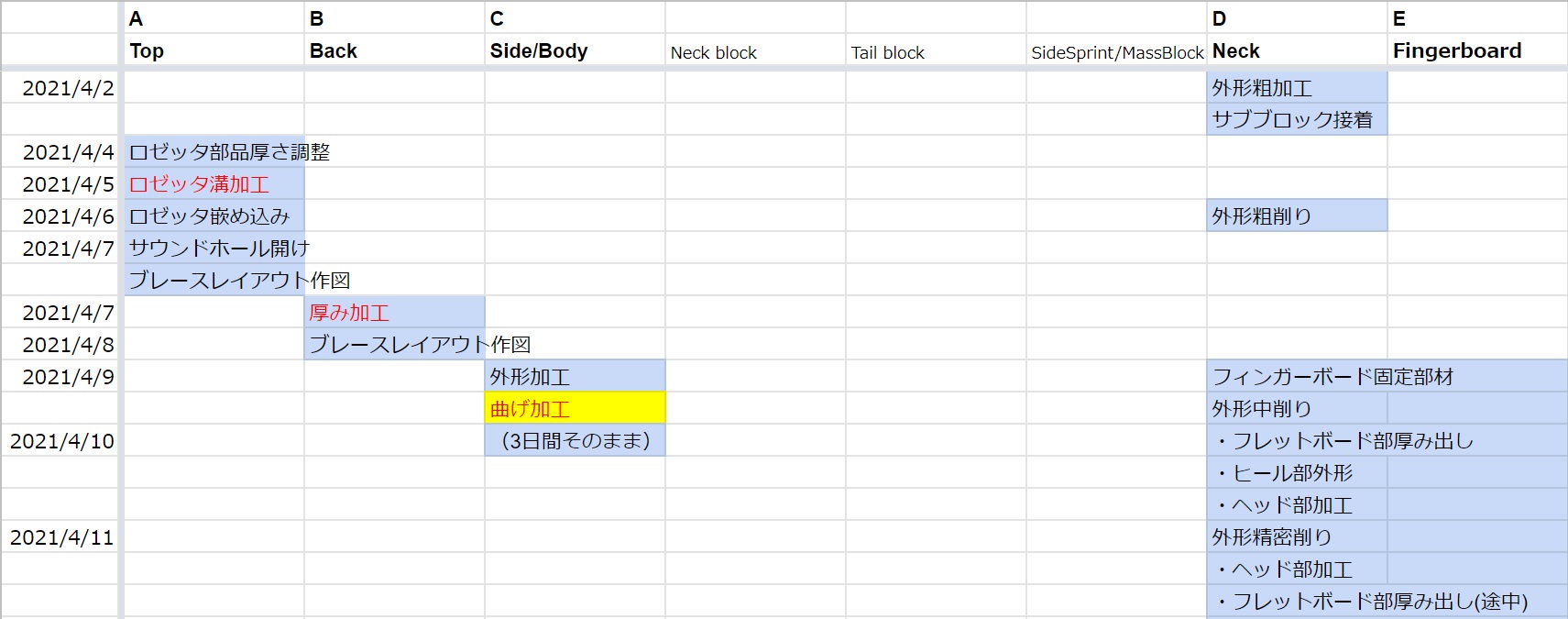
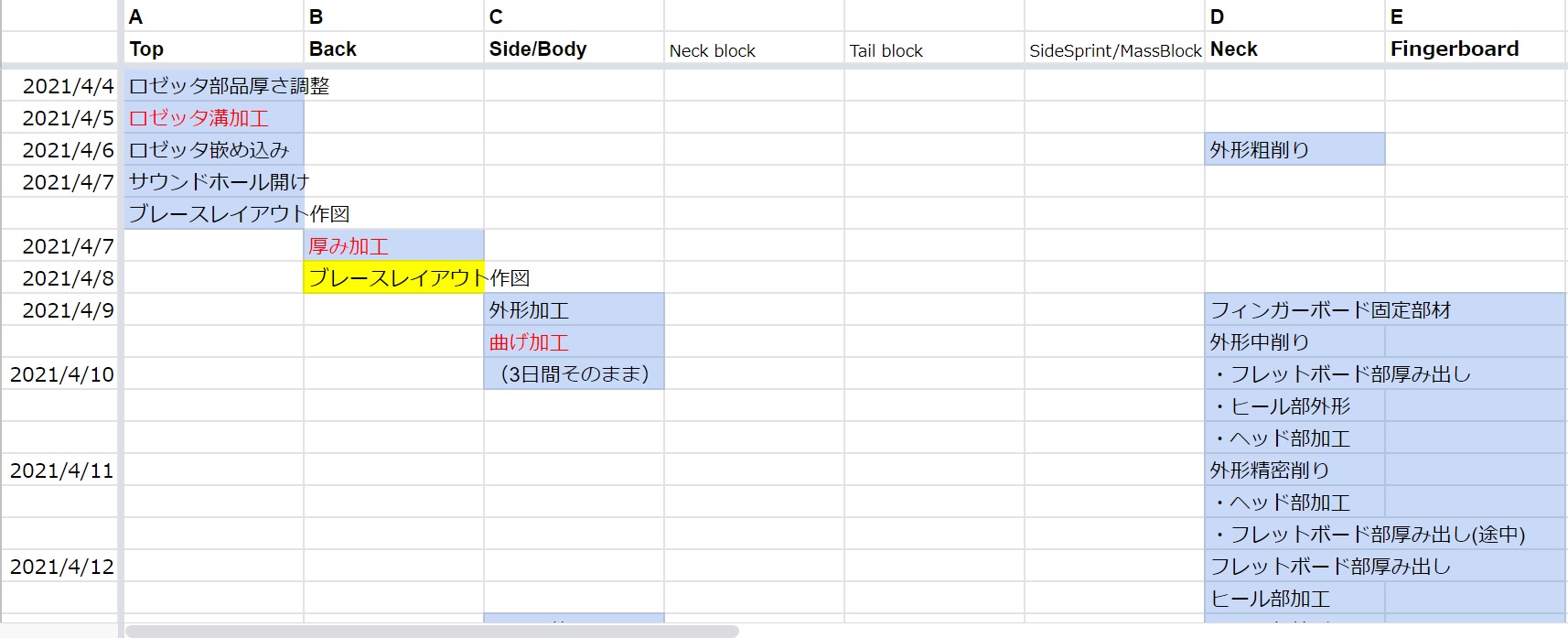
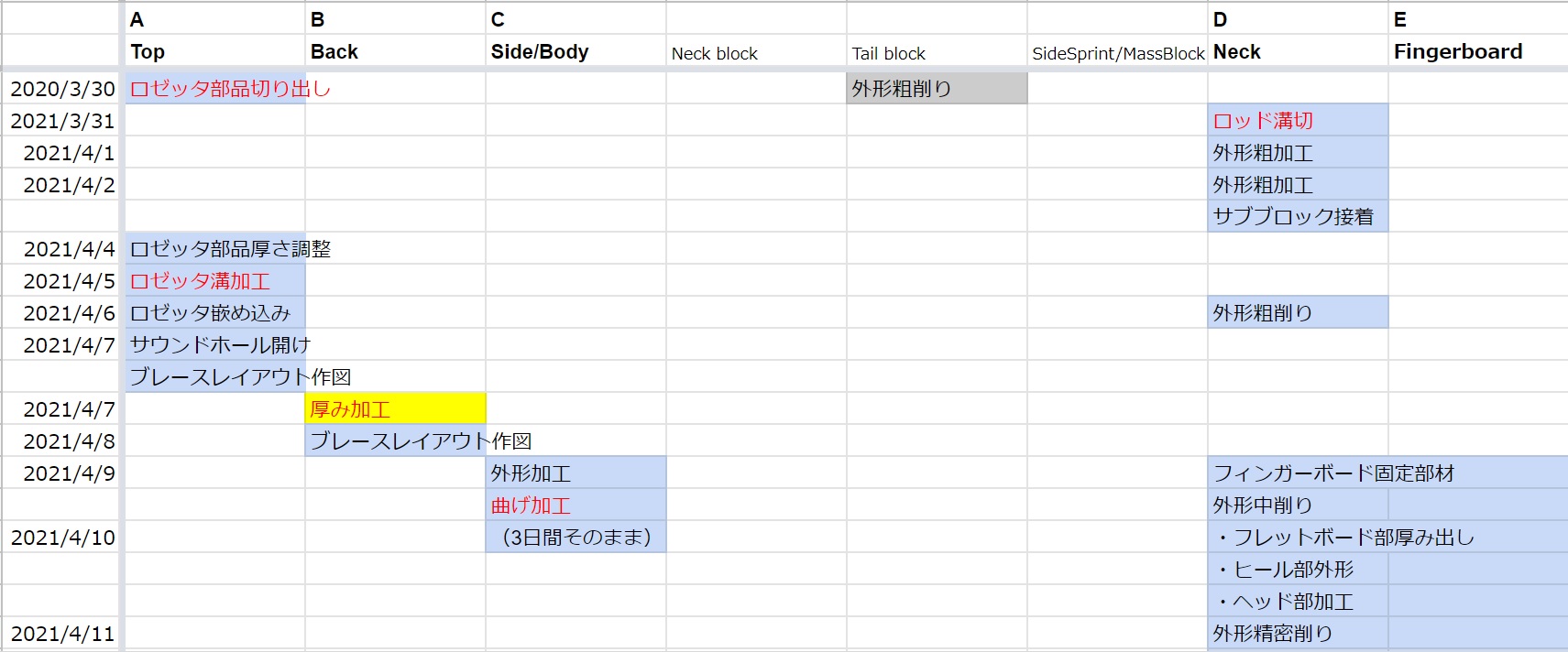
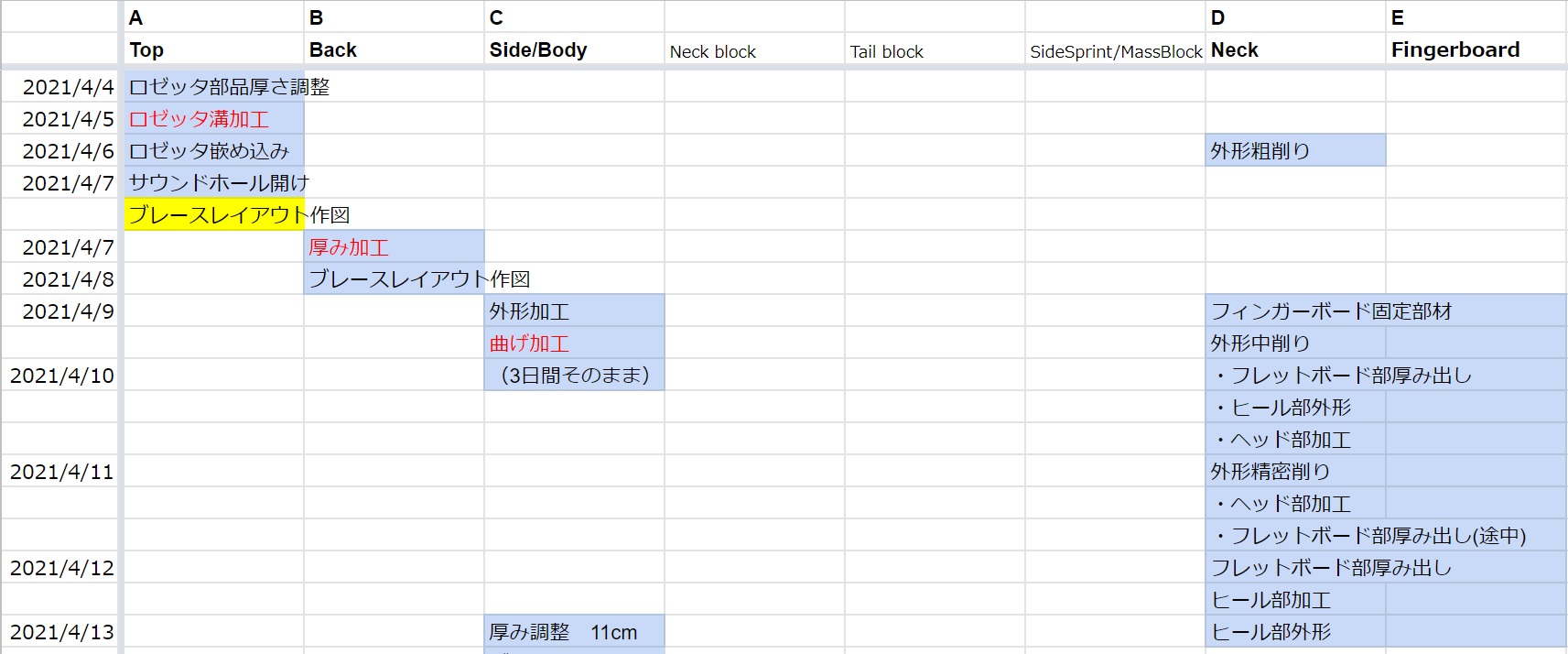
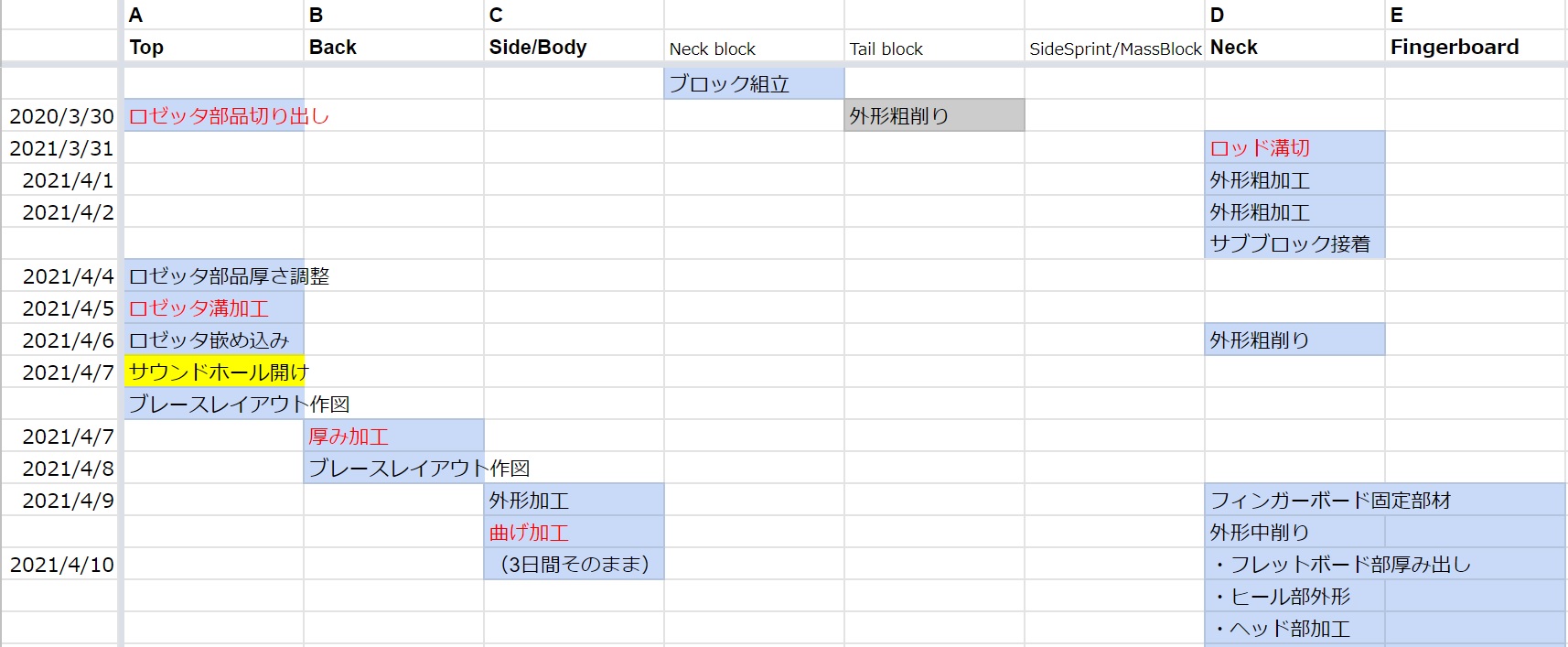
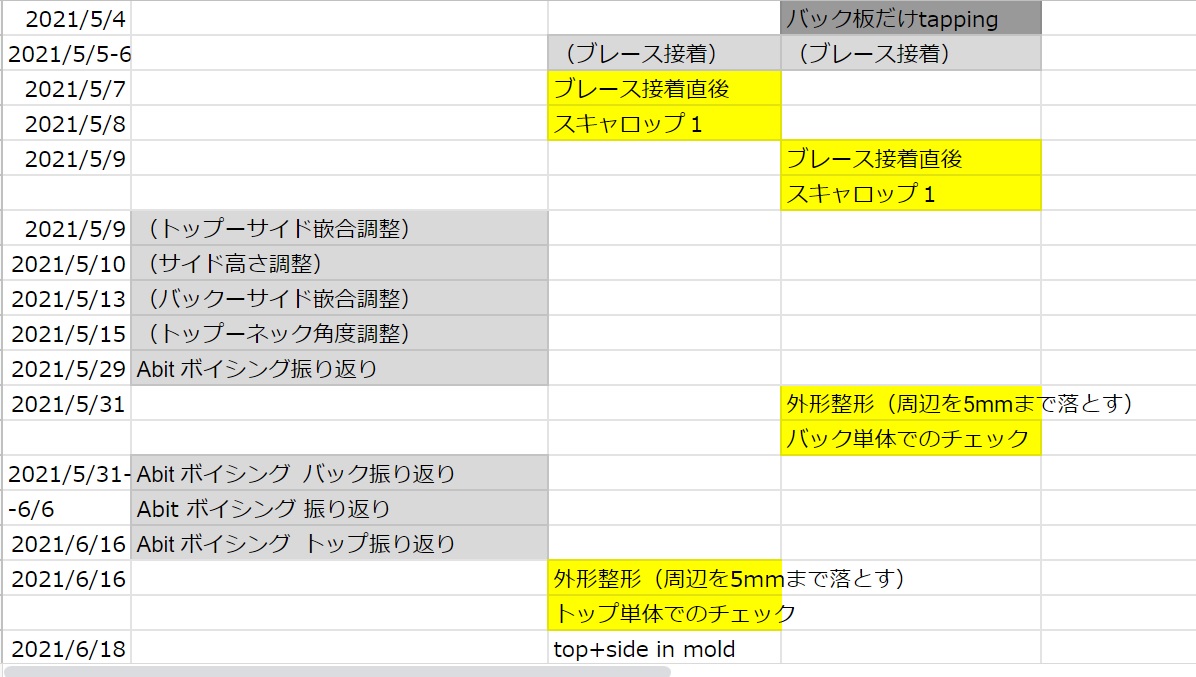
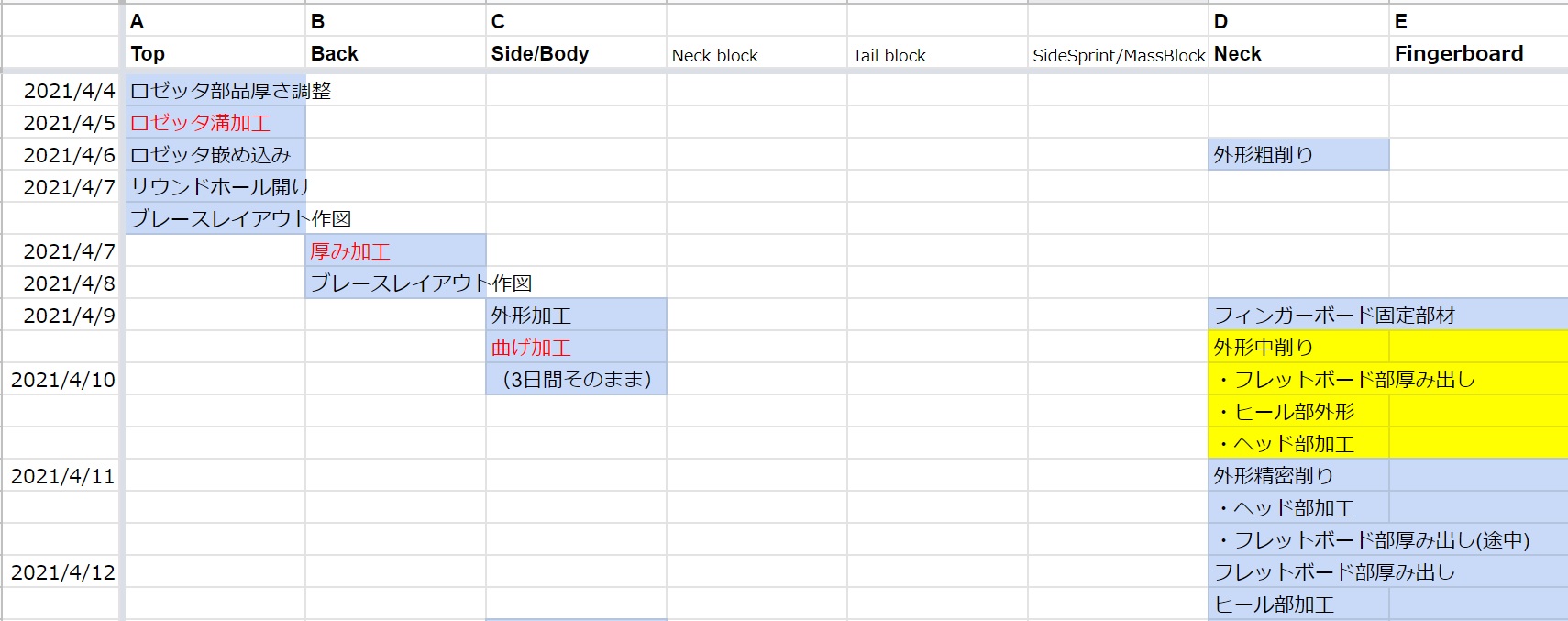
<進度>
オリジナルギター2:ボイシング1 [voicing]
ボイシングとは、ギターのトップやバックをタッピングして聞こえてくる音からその特性を判断して、より良い音に持っていく一連の工程をいいます。
ボイシングを「音作り」と考えれば、ギター製作のほぼすべての工程で行われます。
・(板の段階)
ボイシング1
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
の各段階に分けて説明していきます。
0.トップ材・バック材の選定
「音作り」という意味では、木材の購入段階から始まっています。
・軽い音を響かせたいならば、シトカスプルース+アフリカンマホガニー(オリジナルギター1)
・ハリのある伸びがある重厚な音ならば、エンゲルマンスプルース+インディアンローズウッド(オリジナルギター2)
の組み合わせを選んでいます。
購入するときには、厚み指定をトップは2.8mm バックのローズウッドも2.8mmに指定して注文しました。
1.トップ・バックの厚みを決定する。
トップ材とバック材が入手できたら、次は板の厚みをどうするかということです。
ブックマッチ前に、長方形にして「Gore&Giletの方法」により、厚みを決定します。
この方法を知りたい方はGore&Giletの本を買ってください。この方法でなければ、トップの厚み決定は次の段階です。
トップの目標は、2.8mmでそのままでした。購入時に薄くし過ぎました。バックの目標は2.3mmでした。トップは3.0mm バックは2.5mmくらいが後工程が楽です。
ブックマッチした後は、タッピング周波数が低くなり過ぎて、判断できないので、何もしません(マイクでも音がうまく拾えません)。
2.トップ(ギター外形加工、ロゼッタ、サウンドホール加工後)
ギターの形に外形加工するとタッピング周波数も50Hz程度に戻ってくるので、この段階でサウンドホールの上を指で挟んで吊り、ブリッジがつく部分をタッピングします。
Tom Millerは、ロング(木目:縦)方向の振動周波数が52 Hzになるまで薄くするといっています。
Mark Blanchardは、クラドニパターンで評価しています。ロング(木目:縦)方向とクロス(木目に垂直:横)方向の剛性、すなわち周波数を比較しています。クラドニパターンに興味のある人は、Mark BlanchardのChladni Presentationを購入してください。クラドニパターンは、スピーカーで一定周波数を平板に与えて振動させ、粉を撒いて静止部(節)に粉を集め、共振を可視化する方法です。
今回、クラドニは断念しました。(オリジナルギター1のボイシング参照)
但し、トップをタッピングすることにより、いくつかの周波数が測定できるので、参考レベルですが、Mark Blanchardの周波数との比較をしてみました。結果だけ言いますと、Mark Blanchardの方が、板単体では少し硬くできているようです。
さて、タッピングの一番低い、ロング(木目:縦)方向の振動周波数を測定すると、54.4Hzでした。これは、52Hzとほぼ一致しています。Tom Millerは、Gore&Giletの信奉者のようですから、結果が似たようになるのは当たり前かもしれません。
ここではトップの厚さはそのままにしました。
3.バック(ギター外形加工後)
TomMillerは、バックのロング(木目:縦)方向の振動周波数が43Hzになるまで薄くすると言っています。
Mark Blanchard は、クラドニパターンで評価しています。ロング(木目:縦)方向と木目に垂直方向(クロス方向)の剛性、すなわち周波数を比較しています。また、バックの正しい厚さを決定するために使用するモード周波数の範囲を決めています。
さて、測定値ですが、アッパーボウトの中心と端の間を持つと45Hzでした。バックもTomMillerと同じような結果になりました。また、バックの一番強い強度の周波数は、Mark Blanchardより低く、やや薄くできていることもわかりました。
ボイシングを「音作り」と考えれば、ギター製作のほぼすべての工程で行われます。
・(板の段階)
ボイシング1
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
の各段階に分けて説明していきます。
0.トップ材・バック材の選定
「音作り」という意味では、木材の購入段階から始まっています。
・軽い音を響かせたいならば、シトカスプルース+アフリカンマホガニー(オリジナルギター1)
・ハリのある伸びがある重厚な音ならば、エンゲルマンスプルース+インディアンローズウッド(オリジナルギター2)
の組み合わせを選んでいます。
購入するときには、厚み指定をトップは2.8mm バックのローズウッドも2.8mmに指定して注文しました。
1.トップ・バックの厚みを決定する。
トップ材とバック材が入手できたら、次は板の厚みをどうするかということです。
ブックマッチ前に、長方形にして「Gore&Giletの方法」により、厚みを決定します。
この方法を知りたい方はGore&Giletの本を買ってください。この方法でなければ、トップの厚み決定は次の段階です。
トップの目標は、2.8mmでそのままでした。購入時に薄くし過ぎました。バックの目標は2.3mmでした。トップは3.0mm バックは2.5mmくらいが後工程が楽です。
ブックマッチした後は、タッピング周波数が低くなり過ぎて、判断できないので、何もしません(マイクでも音がうまく拾えません)。
2.トップ(ギター外形加工、ロゼッタ、サウンドホール加工後)
ギターの形に外形加工するとタッピング周波数も50Hz程度に戻ってくるので、この段階でサウンドホールの上を指で挟んで吊り、ブリッジがつく部分をタッピングします。
Tom Millerは、ロング(木目:縦)方向の振動周波数が52 Hzになるまで薄くするといっています。
Mark Blanchardは、クラドニパターンで評価しています。ロング(木目:縦)方向とクロス(木目に垂直:横)方向の剛性、すなわち周波数を比較しています。クラドニパターンに興味のある人は、Mark BlanchardのChladni Presentationを購入してください。クラドニパターンは、スピーカーで一定周波数を平板に与えて振動させ、粉を撒いて静止部(節)に粉を集め、共振を可視化する方法です。
今回、クラドニは断念しました。(オリジナルギター1のボイシング参照)
但し、トップをタッピングすることにより、いくつかの周波数が測定できるので、参考レベルですが、Mark Blanchardの周波数との比較をしてみました。結果だけ言いますと、Mark Blanchardの方が、板単体では少し硬くできているようです。
さて、タッピングの一番低い、ロング(木目:縦)方向の振動周波数を測定すると、54.4Hzでした。これは、52Hzとほぼ一致しています。Tom Millerは、Gore&Giletの信奉者のようですから、結果が似たようになるのは当たり前かもしれません。

ここではトップの厚さはそのままにしました。
3.バック(ギター外形加工後)
TomMillerは、バックのロング(木目:縦)方向の振動周波数が43Hzになるまで薄くすると言っています。
Mark Blanchard は、クラドニパターンで評価しています。ロング(木目:縦)方向と木目に垂直方向(クロス方向)の剛性、すなわち周波数を比較しています。また、バックの正しい厚さを決定するために使用するモード周波数の範囲を決めています。
さて、測定値ですが、アッパーボウトの中心と端の間を持つと45Hzでした。バックもTomMillerと同じような結果になりました。また、バックの一番強い強度の周波数は、Mark Blanchardより低く、やや薄くできていることもわかりました。
オリジナルギター2-B-7 バック:接着前スキャロップ加工 [original guitar2]

さらに、ノミと紙やすりを使って、高さ方向を完成させます。横からの投影図は完成に近い状態にします。
今回のバックブレースは、Gore&Giletの本に載っている物を真似しています。3本のトランスバースバーに放射状のパーツ4つを組み合わせたものです。3本のバーだけのパターンもありますが、放射状のパターンを加えることにより、バックのモノポールを出やすくします。
第三ブレースの高さを16mmで作ってしまいましたが、正解は20mmだったので作り直しました。
ここで梁の剛性に関する理論を紹介します。
幅を2倍にすると剛性が2倍に、高さを2倍にすると剛性は8倍つまり3乗倍になります。
なので、16mmと20mmの剛性の違いは、20^3 / 16^3 =1.25^3=1.95 よって2倍位違うことになります。高さを4mm(25%)間違えただけで剛性は倍違うことになります。
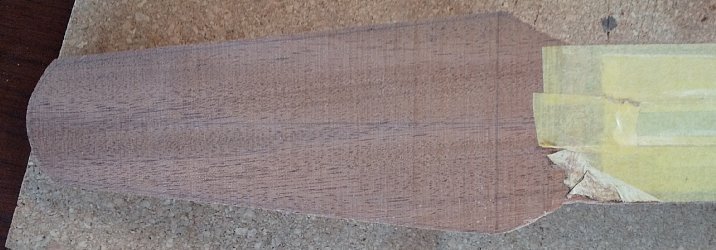
加工後の外形を写しました。できる限り、接着前にいらない部分は除いておく方針です。これができるのは、完成時のブレースの形がある程度分かっているときです。
オリジナルギター2-A-16 トップ:接着前準備とスキャロップ加工2 [original guitar2]

接着前準備とスキャロップ加工はまだあります。写真は昨日と同じです。
ブレースの横からの投影した基本形は、接着前に完成させますが、接着のために、クランプ押さえ部として、平らな部分を残します。接着後にタッピングして、ブレース上部を三角にしていきます。
ブレースのライニングとの交点または外周に接する部分は、2mmの高さに削ります。
・ライニングと交差させるのは、Xブレースの両端とトランスバースブレースだけ。
・トーンブレース2本とフィンガーブレース4本はライニングと交差させない。
ブリッジプレートを貼り付ける前に、ブリッジピン穴位置、サドル位置を確定させます。
トップの表側に、ブリッジ・サドル位置を記入します。スケール長は632.5mm、0-14Fの長さ350.7mm、ボディ端(14F)から1弦サドル位置(補正なし)は、281.8 mm、補正(鉄弦は振動しない部分がこの長さを余分に取ります)2.0mmをとるので、ボディ端(14F)から1弦サドル位置(補正あり)は283.8mm、6弦サドル位置は286.8mmになります。
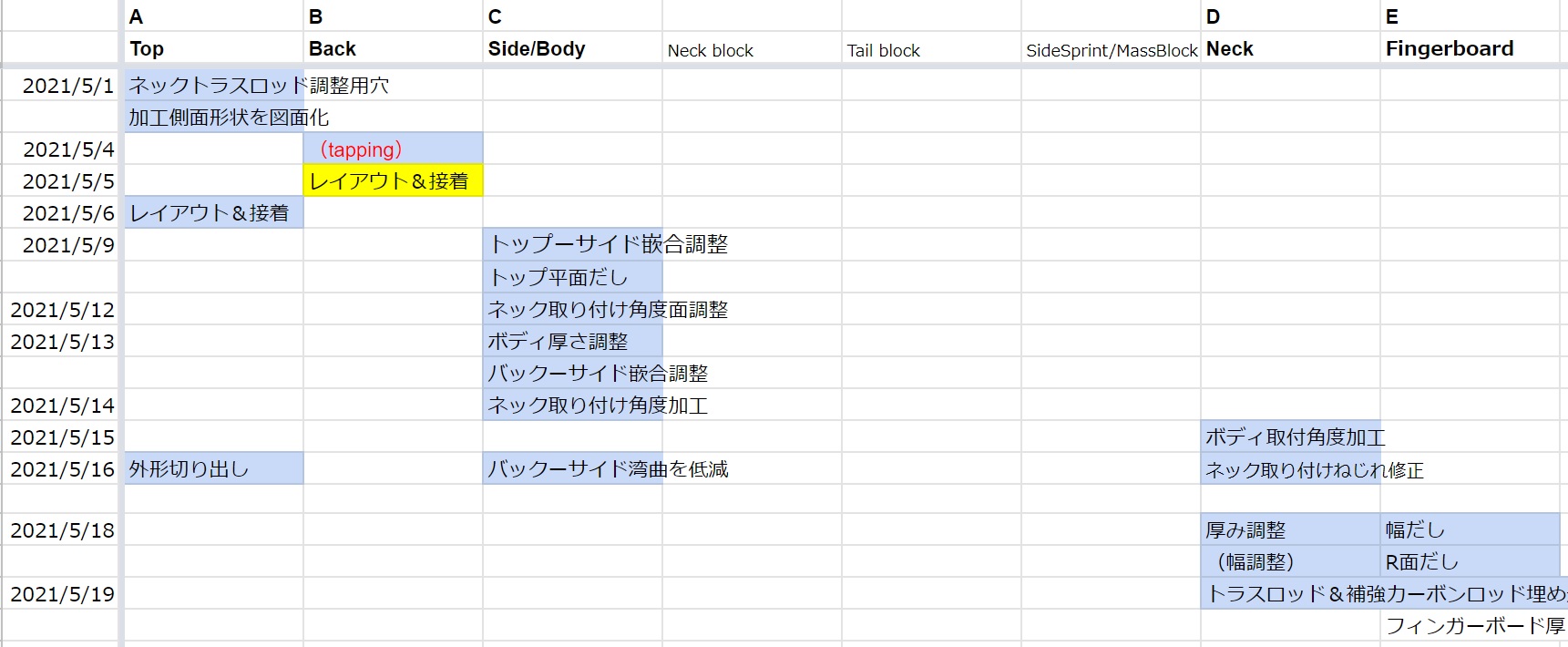
ブレース形状を確認して、この断面形状を図面に残します。それがこの図面です。
オリジナルギター2-A-15 トップ:接着前スキャロップ加工 [original guitar2]

20220221 オリジナルギター2-B-6 バック:ブレース材加工 [original guitar2]

オリジナルギター2-A-14 トップ:ブレース材加工 [original guitar2]

オリジナルギター2-C-15 ボディ:ボディ完成とネック取り付け部補強計画 [original guitar2]


ボディの形が整いました。
まだ、トップ及びバックのブレースとライニングが合わさる部分が未加工です。
今後、トップとバックを貼り付ける時にネック取り付け部補強として
①トップのトランスバースブレースにネックブロックを貼り付ける。
②サイドにトップとバックのトランスバースブレースを繋ぐ補強用スプリントを貼り付ける。
③バックのトランスバースブレースにネックブロックを貼り付ける。
を行います。
オリジナルギター2-C-14 ボディ:サイドスプリット製作&貼り付け [original guitar2]

オリジナルギター2-C-13 ボディ:マスサポートブロック製作 [original guitar2]
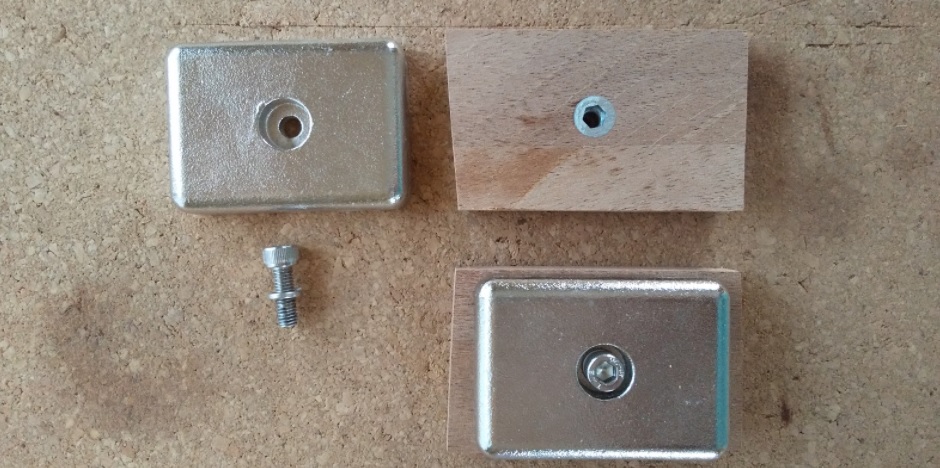
ボディにマスウェイト400gを追加するためのサポートブロックを貼り付けます。これにより、トップモノポール共振モードのノードラインは外側に移動し、共振周波数はより低くなります。
何を言っているかわからない場合は、voyagerguitarsのページを参照してください。
これは、Gore&Giletの受け売りです。音響的な効果としては、「ノートの最初の低周波の部分音のレベルを上げ、全体的な放射量も増加します。耳障りな音を増さずに高周波に輝きときらめきが追加され」るということです。
サイドの剛性をあげるのと同じ効果があるのでしょうか。
完成したらその効果を試してみます。
サイド左右2か所のマスブロック取り付け位置を確認して、サイドのカーブに沿ったサポートブロックを作ります。
オリジナルギター2-B-5 バック外形カットライン作図&カット [original guitar2]

トップと同じように、ボディをモールドに固定して、バックの上に置き、ライニング内側を鉛筆でトレースします。
そのラインから外側20㎜がカッティングラインとなります。
ウエストは、カットしにくいため、事前にドリルで10mmの穴をあけておきます。
オリジナルギター2-A-13 トップ外形カットライン作図&カット [original guitar2]

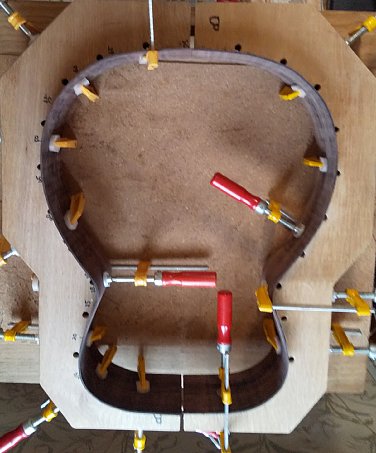
オリジナルギター2-C-12 ボディ:ライニング貼り付け [original guitar2]
オリジナルギター2-C-11 サイド:ブックマッチ終了 [original guitar2]

サイドブックマッチが終了しました。
確認事項を整理しておきます。
①ネック取り付けブロックとテールブロックの中心があっているか。 ②モールドのFront側、Back側とボディを入れ替えてみて、バランス(中心線がでているか、モールドとの隙間がないか)のいい組み合わせを決めます。今回は、FとBを入れ替えました。
③トップ面(モールドでF側)の平面性の確認をします。トップ面を下(基準)にして、バックの高さ調整を行う。
④ネック取り付け高さを9mm、 テールの高さを10.5mmとして、のこぎりでカットします。ロワーボウトの最大幅のところで、10.5mmになるようにテーパーをつけます。
⑤バック面の平面性を確認します。
⑥サイドトップ面の平面性を確認します
前回報告したように、ネックブロックとボディの中心軸がずれています。モールドの出来が悪いのが原因だと思いますが、隙間を埋めて、ネック取り付け角度で対応します。
次に、サイドの端材でサイドスプリント(サイドの割れ止め補強材)を22枚製作します。
サイドスプリントはライニングの後に貼り付けます。
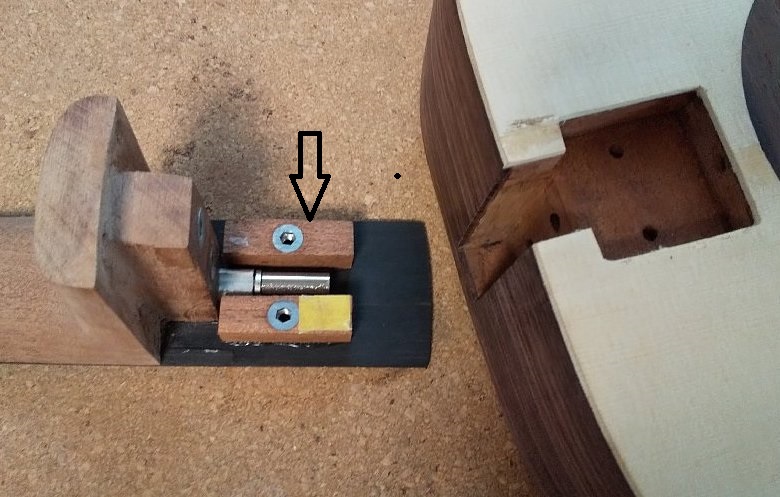
オリジナルギター2-C-10 サイド:ネックブロック貼り付け [original guitar2]

ネックブロックをサイドに貼り付けています。
この時点では、ボルトオンのネック取り付け穴は開いていません。ネックとの調整ができた時点で開けます。
この時にミスをしたことを載せておきます。
このブロックは、ボディ(サイド)の前面基準で取り付けていますが、このボディの中心(ネックブロックとテールブロックをつなぐ)軸との垂直度が出ていませんでした。要はボディ(サイドベンディング)がうまくできていないということです。何が起きるかというと、トップを貼り付ける時にトランスバースブレースはトップ基準で取り付けていますから、ネックブロックと斜めに取りついてしまうことになりました。

オリジナルギター2-C-9 サイド:ネックブロック貼り付け前嵌合整形 [original guitar2]

オリジナルギター2-C-8 サイド:テールブロック接着 [original guitar2]


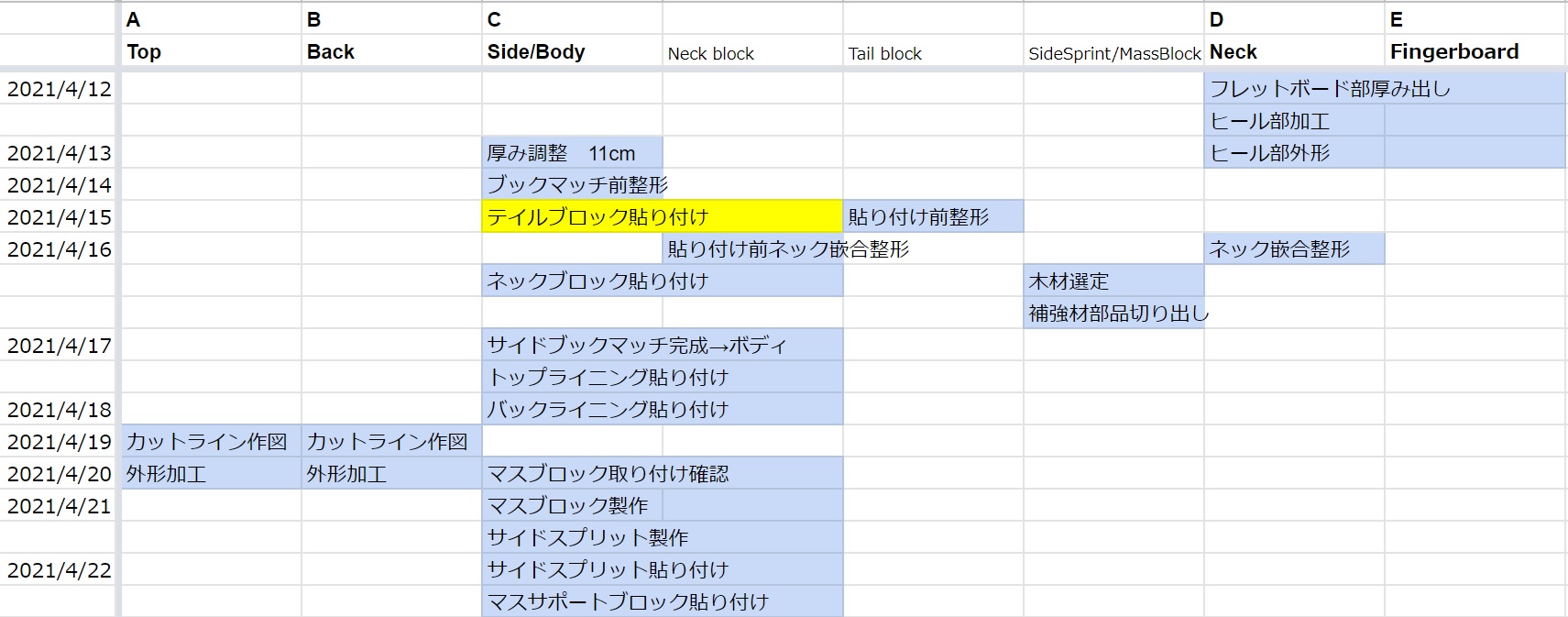
オリジナルギター2-C-7 サイド:ブックマッチ前整形 [original guitar2]
ブックマッチする前に厚さを110mmに調整します。
モールドに入れて、2枚の中心がモールドの中心に合うようにサンディングします。

テールのブックマッチする部分の左右の模様を合わせます。テール側にパッチをつけることはしないため、2枚のつなぎ目がそのまま見えるので、木目がつながるように上下を合わせます。ネックブロック側は中心が合わさることはなく、隠れてしまうので、特に気を使う必要はありません。
さらに、トップ側の平面をサンディングして合わせて、ねじれが無いようにバック側の平面度も確認します。
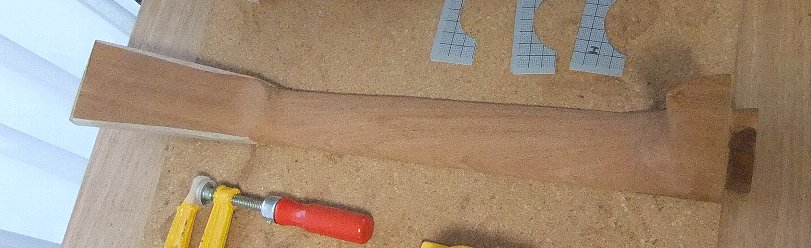
オリジナルギター2-D-10 ネック:精密削り [original guitar2]
ネック加工の方針に沿って<精密仕上げ>(仕上がりから1mmの余裕をもって外形を決める)をしていきます。
ネック側面に厚み+ 1mmの線を引き、これに合わせて厚さ調整を行う。 1,5,10フレットの厚さを仕上がり+1mmにする。さらにネックテンプレートを用いて、R化していきます。
ヘッド部厚み13+1mmにする。ヘッドとフレットボードの境は、ヘッドの最大幅70mmの位置までを14mm、フレットボードは16.5mmになるようにする。0フレット幅は44+1mmにします。
ヒール部形状の最終調整を行います。
ヒール部の形状は図面化が難しいです。また、したとしてもCNCルーターでもあればよいのですが、その通りにできるとは限りません。

既に紹介しましたが、加工ツールを載せてきます。
・凹部を削る丸型ヤスリ
・1,5,10フレットの断面のテンプレート
・タジマサンダーSA-50型 中目 SA-50C
・タジマサンダーSA-20型 中目 SA-20C
・丸棒+紙やすり ヘッド根元の凹部に使用
・切出彫刻刀
勿論、これら以外にのこぎりや紙やすりも使います。
一緒に写っているネックは、この段階での完成状態を載せています。精密削りといっても、完成までにはまだまだ形を整えなければなりません。とりあえず、設計目標+1mmまで削ったという段階です。
ネック側面に厚み+ 1mmの線を引き、これに合わせて厚さ調整を行う。 1,5,10フレットの厚さを仕上がり+1mmにする。さらにネックテンプレートを用いて、R化していきます。
ヘッド部厚み13+1mmにする。ヘッドとフレットボードの境は、ヘッドの最大幅70mmの位置までを14mm、フレットボードは16.5mmになるようにする。0フレット幅は44+1mmにします。
ヒール部形状の最終調整を行います。
ヒール部の形状は図面化が難しいです。また、したとしてもCNCルーターでもあればよいのですが、その通りにできるとは限りません。

既に紹介しましたが、加工ツールを載せてきます。
・凹部を削る丸型ヤスリ
・1,5,10フレットの断面のテンプレート
・タジマサンダーSA-50型 中目 SA-50C
・タジマサンダーSA-20型 中目 SA-20C
・丸棒+紙やすり ヘッド根元の凹部に使用
・切出彫刻刀
勿論、これら以外にのこぎりや紙やすりも使います。
一緒に写っているネックは、この段階での完成状態を載せています。精密削りといっても、完成までにはまだまだ形を整えなければなりません。とりあえず、設計目標+1mmまで削ったという段階です。
オリジナルギター2-D-9 ネック:中削り [original guitar2]

オリジナルギター2-D-8 フィンガーボード固定部材 [original guitar2]
オリジナルギター2-C-6 サイド曲げ加工 [original guitar2]

サイドの厚みは音には直接関係ないので、バックと同じ厚さにしますが、すでに購入時に曲げやすい厚さ2.3mmに厚み指定してあります。
サイドの厚みをどうするかは、ビルダーによっていろいろ考え方があります。
簡単に言えば、重く作るか、軽く作るかだと思います。
軽く作る=マホガニー材=薄い
重く作る=ローズウッド系の材料=ダブルサイド、補強強化
ということでしょうか。
いずれにしろ曲げやすいように、2.0mm程度にするのがいいと思います。
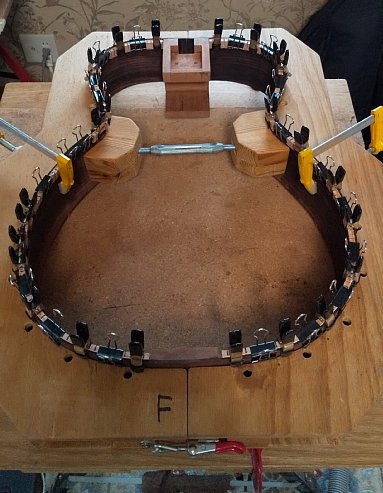
幅を115mmに揃えたインディアンローズウッド材を曲げていきます。
ベンディングアイロンをFクランプでワークベンチに固定して、温度設定はHiでは温度が高すぎて焦げるので、6くらいが良いです。先端の温度が高くなるので焦げやすいので注意が必要です。
霧吹きで充分に水を含ませて、waist から曲げていきます。1点の角度を出すように曲げます。その後、ロワーボウトは、ずらしながら大きく円を描くように、アッパーボウトは、中心を軽く曲げ、ヘッド側に円を描くように曲げていきます。こまめにモールドに合わせながら曲げていきます。
2枚目、一気に曲げすぎてアッパーボウトの頂点が割れそうになりました。
写真で縦に黒いラインが入っているのは、表面が焦げています。ヤスリがけするので、完成時にはなくなりますが。
個人的な感想ですが、マホガニーよりローズウッドが曲げやすく感じます。マホガニーは脆い感じがします。
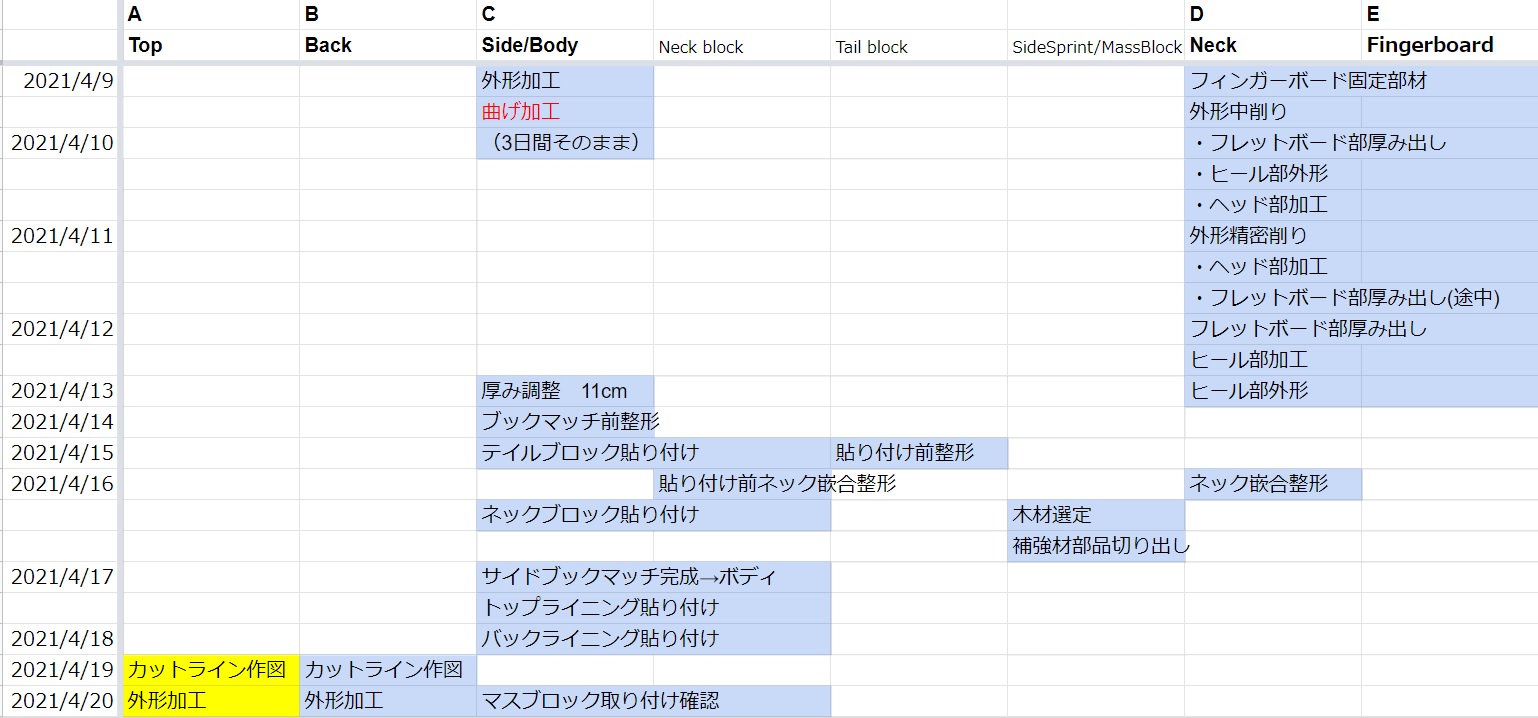
3日間そのままにしました。
<進度>