オリジナルギター3ー4:構想;ダブルXブレース [original guitar3]
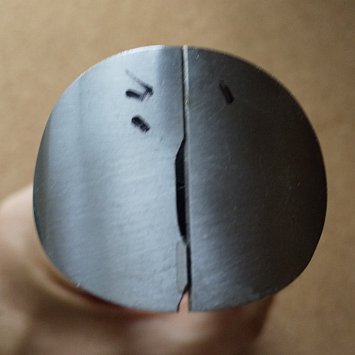
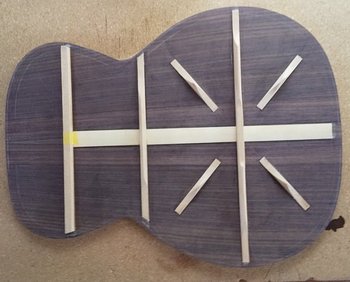
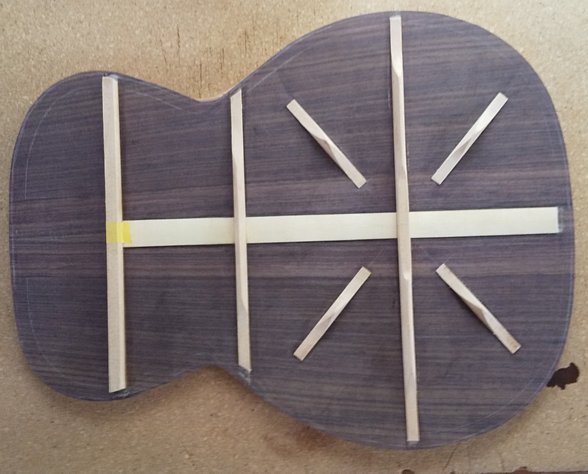
トップブレースの構造です。
オリジナルギター1と2のいずれもXブレースのマーチンタイプで製作しました。
基本的に問題なく完成したのですが、2つのモヤモヤとした点がありました。

1.トーンブレースが左右非対称なので、クロスダイポールやロングダイポールが左右非対称になる。(トーンブレースを左右非対称とすることで、前面への放射特性を上げる意味があるといわれます。)
(写真のブレースは振動域と対応させるため、左右入れ替えてあります。)
2.クロスダイポールとロングダイポールの周波数差が狭い。(共振周波数を等間隔にしたい。)
ギターの形(Xブレース)でブレースの外側を固定すれば(終端する)、均一な強度を持ったどのようなブレースパターンでも、トップの共鳴周波数モードは変わらないといわれています。
Xブレース自体は構造体として残し、トーンブレースを左右対称パターンにして、ダイポール共振を左右対称にします。
左右対称のトーンブレースとしては
①ダブルX
②ラティス
③ラリビーの平行2本
がありますが、
ダブルXをネットで検索してみると
Headway Customshop HC-SAKURA ARASHI
アコースティック工房 隼
Jakewildwood country guitar doctor
リペアでダブルXに変更したらしい。出音がマイルドで、サスティーンも良い。
Carolan Guitar
サウンドホールが特殊なせいか、出音が薄い。
等の色々なビルダーも採用していて、かなりポピュラーなブレース構造です。
このダブルXブレースを細かくしていくとラティスになるので、音量よりも全体のバランスを重視して、尚且つ今までのブレースから変更の少ないダブルXにしてみようと考えています。
P.S. ここに色々なトップブレースパターンが載っています。参考まで。
オリジナルギター1と2のいずれもXブレースのマーチンタイプで製作しました。
基本的に問題なく完成したのですが、2つのモヤモヤとした点がありました。

1.トーンブレースが左右非対称なので、クロスダイポールやロングダイポールが左右非対称になる。(トーンブレースを左右非対称とすることで、前面への放射特性を上げる意味があるといわれます。)
(写真のブレースは振動域と対応させるため、左右入れ替えてあります。)
2.クロスダイポールとロングダイポールの周波数差が狭い。(共振周波数を等間隔にしたい。)
ギターの形(Xブレース)でブレースの外側を固定すれば(終端する)、均一な強度を持ったどのようなブレースパターンでも、トップの共鳴周波数モードは変わらないといわれています。
Xブレース自体は構造体として残し、トーンブレースを左右対称パターンにして、ダイポール共振を左右対称にします。
左右対称のトーンブレースとしては
①ダブルX
②ラティス
③ラリビーの平行2本
がありますが、
ダブルXをネットで検索してみると
Headway Customshop HC-SAKURA ARASHI
アコースティック工房 隼
Jakewildwood country guitar doctor
リペアでダブルXに変更したらしい。出音がマイルドで、サスティーンも良い。
Carolan Guitar
サウンドホールが特殊なせいか、出音が薄い。
等の色々なビルダーも採用していて、かなりポピュラーなブレース構造です。
このダブルXブレースを細かくしていくとラティスになるので、音量よりも全体のバランスを重視して、尚且つ今までのブレースから変更の少ないダブルXにしてみようと考えています。
P.S. ここに色々なトップブレースパターンが載っています。参考まで。
オリジナルギター3ー3:構想;シンプルネック構造 [original guitar3]
ネック自体の構造を含めたネックの取り付け構造をどうするかは、最も重要な課題の1つです。
フレットボード上の弦高を一定にして操作しやすくするためには、ネックや取り付け部、トッププレートが弦の張力の影響を受けるために、ある程度の強度が必要です。
別の解決法として、ただ強度アップするだけではなく、チルトネック構造の検討もしました。しかし、ネックが可動するということは、動きやすくなるということで、常に調整が必要ということになりはしないかと思い、やめました。
構造的には、あまりにも有名なフェンダーのネック取り付けはシンプルで惹かれるところがあります。
ヒールレスネック構造を考えてみました。これはGore&Gilletの本にも載っていますが、結局のところ、「視覚的には、物足りないヒールはデザインのアキレス腱」で、市場に受け入れられなかったと言っています。
最近になって、少しコンセプトは違いますが、Martin SC-13Eに採用されています。
また、一部のビルダーにも採用されています。有名なところでは、内田ギターです。ホームページには写真がないので、写真のページを載せました。
ヒラミツギターもヒールレスネックを採用しています。
ボルトオンーオフ、チルトネック、ヒールレスネック等の今までのネック構造の検討結果を、簡単で強度的にも強く、調整のしやすい構造にまとめて、シンプルネック構造として考えてみます。
方針は、
ネックとボディ接続全体に剛性の連続性を持たせる。
設計・加工・調整・取り外しが簡単にできる。
ハイフレットへアクセスしやすくする。
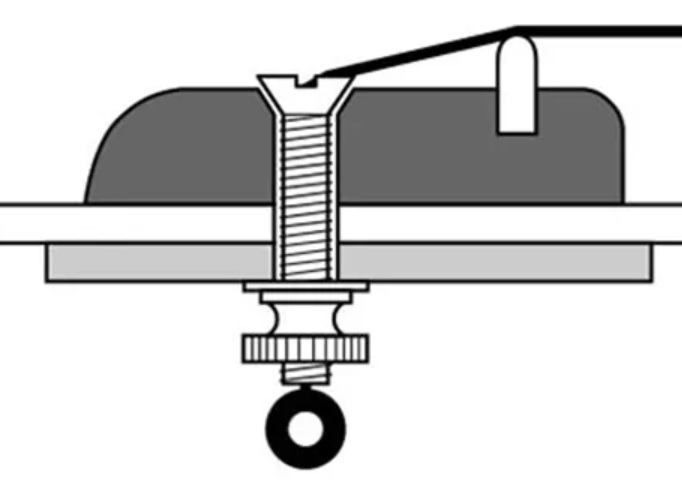
ボルト等の留め具を表面に出さない。
です。
フレットボード上の弦高を一定にして操作しやすくするためには、ネックや取り付け部、トッププレートが弦の張力の影響を受けるために、ある程度の強度が必要です。
別の解決法として、ただ強度アップするだけではなく、チルトネック構造の検討もしました。しかし、ネックが可動するということは、動きやすくなるということで、常に調整が必要ということになりはしないかと思い、やめました。
構造的には、あまりにも有名なフェンダーのネック取り付けはシンプルで惹かれるところがあります。
ヒールレスネック構造を考えてみました。これはGore&Gilletの本にも載っていますが、結局のところ、「視覚的には、物足りないヒールはデザインのアキレス腱」で、市場に受け入れられなかったと言っています。
最近になって、少しコンセプトは違いますが、Martin SC-13Eに採用されています。
また、一部のビルダーにも採用されています。有名なところでは、内田ギターです。ホームページには写真がないので、写真のページを載せました。
ヒラミツギターもヒールレスネックを採用しています。
ボルトオンーオフ、チルトネック、ヒールレスネック等の今までのネック構造の検討結果を、簡単で強度的にも強く、調整のしやすい構造にまとめて、シンプルネック構造として考えてみます。
方針は、
ネックとボディ接続全体に剛性の連続性を持たせる。
設計・加工・調整・取り外しが簡単にできる。
ハイフレットへアクセスしやすくする。
ボルト等の留め具を表面に出さない。
です。
オリジナルギター3ー2:構想;ダブルレイヤーサイド [original guitar3]
オリジナルギター2の時に挙げたJeff Traugott, Bourgeois, Somogyi は素晴らしいので、やはり、その音質を目指します。
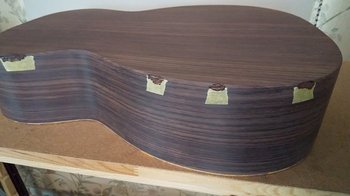
そこで、「ピアノトーン」といわれる低音の落ち着いた響きのある音を再現させるために、ダブルレイヤーサイド構造を導入することを考えています。元々はクラシックギターで使われていた技術で、音量を稼ぐための技術だと思います。例えば、このブログにもダブルサイドのギターの特長が紹介されています。
トップからバックへの音の伝わり方は、ボディの中の空気によるものとサイドから伝わるものがあります。このサイドの振動を少なくして、トップとバックによる振動を空気による伝達だけにして、太鼓のようにするということだと思います。
サイドが固定される(重くなる)わけですから、トップの振動する面積が増えて、モノポールが低くなり、音量がアップするといわれています。
Somogyiの著書の中でダブルレイヤーサイドは、
・内側はイーストインディアンローズウッドまたはライトウッドのメープル
・剛性が高い
・サイドの亀裂が起きにくくなる
・局所的な凹凸がなくなる
・作業に時間がかかるためエポキシ系接着剤を使用している
と言っています。
フルヤギター工房でも製作しています。
「音を力強く前へ押し出してくれて、一音一音が明瞭ではっきりと聞き取れ、レスポンスに優れる」ということです。
アストリアスギターもダブルサイドのクラシックギターを出しています。
TFG-CRAFTもダブルサイドのギターを製作しています。
実際には、2枚のサイドの間に、接着ズレを補償するために、薄いべニアや和紙などの基材を挟んで接着するので、3層構造になります。
これらを参考にして、
・外側は、インディアンローズウッド(既に購入済み)
・内側は、メイプル(構造的に柔らかく加工しやすい)
・内側と外側の間の基材は和紙
・エポキシ系接着剤
で組み立てることにします。
そこで、「ピアノトーン」といわれる低音の落ち着いた響きのある音を再現させるために、ダブルレイヤーサイド構造を導入することを考えています。元々はクラシックギターで使われていた技術で、音量を稼ぐための技術だと思います。例えば、このブログにもダブルサイドのギターの特長が紹介されています。
トップからバックへの音の伝わり方は、ボディの中の空気によるものとサイドから伝わるものがあります。このサイドの振動を少なくして、トップとバックによる振動を空気による伝達だけにして、太鼓のようにするということだと思います。
サイドが固定される(重くなる)わけですから、トップの振動する面積が増えて、モノポールが低くなり、音量がアップするといわれています。
Somogyiの著書の中でダブルレイヤーサイドは、
・内側はイーストインディアンローズウッドまたはライトウッドのメープル
・剛性が高い
・サイドの亀裂が起きにくくなる
・局所的な凹凸がなくなる
・作業に時間がかかるためエポキシ系接着剤を使用している
と言っています。
フルヤギター工房でも製作しています。
「音を力強く前へ押し出してくれて、一音一音が明瞭ではっきりと聞き取れ、レスポンスに優れる」ということです。
アストリアスギターもダブルサイドのクラシックギターを出しています。
TFG-CRAFTもダブルサイドのギターを製作しています。
実際には、2枚のサイドの間に、接着ズレを補償するために、薄いべニアや和紙などの基材を挟んで接着するので、3層構造になります。
これらを参考にして、
・外側は、インディアンローズウッド(既に購入済み)
・内側は、メイプル(構造的に柔らかく加工しやすい)
・内側と外側の間の基材は和紙
・エポキシ系接着剤
で組み立てることにします。
オリジナルギター3ー1:構想開始 [original guitar3]
オリジナルギター3の構想をしています。
音を良くして、演奏しやすくする、装飾は最小限にということは今までとかわりません。
構想といっても、この日が開始で、終わりといったものではなく、今まで作った経験や調べた知識を基に、次はどうしようかという考えをまとめていくといった感じです。
トップとバック&サイドの材料は、2台目と3台目用に2セット同じものを買っていたので、エンゲルマンスプルースとインディアンローズウッドにします。

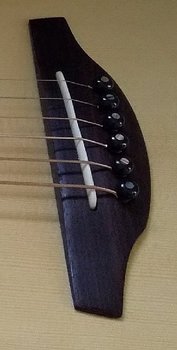
ビルダーのIDであるヘッドとブリッジはオリジナルギター2と同じデザインを踏襲します。
ボディの外形は、オリジナルギター1,2と同じ000タイプで、音質的には、低音を重視するのでディープボディ(ロワーボウト120mm程度)は変わりませんが、ヘルムホルツ周波数の調整方法を考えています。
スケールも、24.9inch(=632.46mm)で変えません。
オリジナルギター2の時に目標にしたJeff Traugott, Somogyi はやはり素晴らしいので、目標は変えずに、その音質を狙おうと考えていますが、ピアノトーンをさらに進めるために、ダブルサイドを考えています。
操作性は、ハイフレットを多用するわけではありませんが、ネックの付け根をすっきりさせたい、カッタウエイではなくアクセスできるヒールレス構造を取り入れてみたいと考えています。
弦高を決めるネックの取り付け方法には最も興味があります。チルトネックについての調査をしてみました。結論としては、そこまでは必要なし、そのシンプルな構造はヒールレス構造と合わせて実現したいと考えています。
フレット端を丸く処理して、より演奏しやすくしたいと考えています。
等、日々いろいろなアイデアが浮かんでいます。これらをまとめながら進めたいと思います。
音を良くして、演奏しやすくする、装飾は最小限にということは今までとかわりません。
構想といっても、この日が開始で、終わりといったものではなく、今まで作った経験や調べた知識を基に、次はどうしようかという考えをまとめていくといった感じです。
トップとバック&サイドの材料は、2台目と3台目用に2セット同じものを買っていたので、エンゲルマンスプルースとインディアンローズウッドにします。

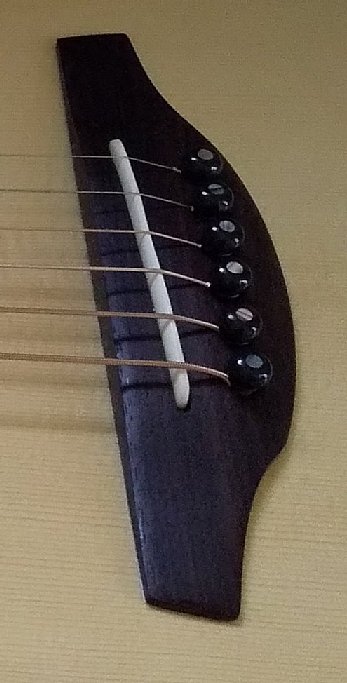
ビルダーのIDであるヘッドとブリッジはオリジナルギター2と同じデザインを踏襲します。
ボディの外形は、オリジナルギター1,2と同じ000タイプで、音質的には、低音を重視するのでディープボディ(ロワーボウト120mm程度)は変わりませんが、ヘルムホルツ周波数の調整方法を考えています。
スケールも、24.9inch(=632.46mm)で変えません。
オリジナルギター2の時に目標にしたJeff Traugott, Somogyi はやはり素晴らしいので、目標は変えずに、その音質を狙おうと考えていますが、ピアノトーンをさらに進めるために、ダブルサイドを考えています。
操作性は、ハイフレットを多用するわけではありませんが、ネックの付け根をすっきりさせたい、カッタウエイではなくアクセスできるヒールレス構造を取り入れてみたいと考えています。
弦高を決めるネックの取り付け方法には最も興味があります。チルトネックについての調査をしてみました。結論としては、そこまでは必要なし、そのシンプルな構造はヒールレス構造と合わせて実現したいと考えています。
フレット端を丸く処理して、より演奏しやすくしたいと考えています。
等、日々いろいろなアイデアが浮かんでいます。これらをまとめながら進めたいと思います。
バックとサイドの機能は何ですか? [papers]
オリジナルギター3の構想を開始しています。そのために色々な情報を調べていますが、バック・サイドの機能に関する記事がありましたので、紹介します。
以下、和訳&要約してあります。全文を見たい方はリンクよりご覧ください。
--------
What is the Function of the Back & Sides?
by Trevor Gore & Alan Carruth
(これらは、この質問に対するアコースティックギターフォーラム からの引用です。 バックとサイドは実際に何をしているのですか? 動いているのですか? サイドは動くのですか? バックだけですか? サウンドボードは?)
Trevor Gore:
ギターの動きはとても複雑です。
まず、弦が振動すると、ブリッジに力が加わり、水たまりを横切る波のように、トップに伝わり、エッジに当たると、トップとサイドの間のインピーダンス不整合に応じて、ほとんどが反射して、一部はサイドに伝わります。特定の周波数で、トップに定在波を生成します。
トップはこれらの周波数で上下しているように見え、これらの異なる形態は振動モードと呼ばれます(これらはクラドニパターンで視覚化できます)。その結果、周波数応答曲線にピーク(共振周波数)と谷が生じます 。
トップのさまざまな部分が、ギター内部の空気を刺激します。モノポールモードの振動では、閉じ込められた空気は、トップの動きに伴って圧力が増減し、特定の周波数で空気の空洞が共鳴します (空気がサウンド ホールから出入りします)。
これは、サウンド ホールから実質的に放射される唯一の低域の周波数です。他の周波数では、ギターの内部で音波が発生する必要があります。その最低周波数は1.5kHzで、ギターの深さと同じ半波長を持ちます。それ以上でサウンドホールから放射し、それ以下は放射しません。
比較的柔軟なバック(ライブバック)を備えたギターの場合、トップの圧力変化によりバックが振動します。これはギターの音に色を付けますが、トップからのエネルギーでバックが動くため、ギターは少しラウドネスを失います。
トップとバックをフレキシブルにすると「ボックス」が大きく見えるため、空気モードの共振周波数は低下します 。トップとバックの振動は加算されますが、250Hz を超える周波数はトップと位相がずれているため、音の放射が減少します。
ライブバックは「トーン」を与え、硬いバックは振動せず 「ボリューム」を与えます。
サイドは、その固さではなく、重いほどラウドネスと放射が大きくなり、トップのモノポール共振周波数は低くなります。
これらの説明の背後には多くの物理学があります。詳細が知りたい場合は、私の名前を検索して参考文献をみてください。
-----------
さらに詳しく知りたい人は、Gore&giletの本を購入してください。
Alan Carruth:
「優れた」バスレフスピーカーとギターの違いは、
1) スピーカー キャビネットは重くて硬いが、ギターはそうではない。
2) スピーカー キャビネットはできるだけ少ない共振で作られている。
ということです。
理由は、スピーカーは「フラットな」周波数応答を持っていますが、ギターはそうではないからです。
スピーカーのようなサウンドのギターはつまらないでしょう。 本当に「クリーンな」フラットアンプとスピーカーを通して低レベルでレス ポールを演奏するようなものです。聞こえるのは弦の音だけです。
エンクロージャーにいくつかの共鳴を組み込む方法の 1 つは、たくさんの曲線を使って奇妙な形を作ることです。
ギターの形状がギターのように聞こえる理由です。そのためには、内部の共鳴が非常に明確で維持しやすいように、適度に硬くする必要がありますが、少し柔軟なほうが「興味深い」音になります。
ウエストのすぐ下のサイドのほぼ平らな部分は、通常はかなり高い周波数で振動し、音に色を付けることができます。ギターをバスレフスピーカーエンクロージャーと比較すると、トップが「スピーカー」で残りが「囲い」です。
トップはギターの中で唯一、弦によって直接駆動される部分です。
バックがトップからエネルギーを取得する方法は 2 つあります。
1) ボックス内の圧力変化によるもの
2) サイドから伝達によるもの
です。
トップはスピーカーコーンのように内外に動きます。この空気圧によってバックにかかる力は変化し、サイドからの力は位相がずれていることに注意してください。
空気はバックの中央を押し、サイドは端を押します。両方が同じ方向に押している場合、バックは空気を送り込むのではなく、平行移動するだけです。
空気共鳴の近くでは、サウンドホールを通る空気の動きはトップの動きと位相がずれています。空気は「アウト」に移動し、トップは「イン」に移動します。空気の一部はトップがあった場所に滑り込み、これによりギターが発する音の量が減少します。
バックがこの範囲で「アクティブ」であり、ボックス内の気圧の変化によって主に駆動される場合、サウンドホールから空気を移動させ、ギターの出力を向上させることができます。
これは通常、ほとんどのギターに当てはまります。オベーションのバックは、この範囲では十分に動きません。
低域周波数範囲を超えると(たとえば3弦(G ))、バックは「敗者(音量を押さえる側)」になる傾向があります。つまり、バックレゾナンスは通常、応答曲線の「ディップ」として現れます。
これはすべて悪いわけではありません。内部の空気共鳴 と同様に、高域の共振は「音色」に寄与します。これらのディップは、弦の一部の倍音を他のものより弱くし、各音に独自のサウンドを与えます。
ここでの秘訣は、くぼみを狭くする必要があり、それはバックの損失が少ないことと相関しています。深くなりすぎないようにします。
ダンピングは動きの関数であるため、バックはある程度動きますが、動きすぎないようにする必要があります。ローズウッドは密度が高く、硬く、損失が少ない素材であり、これが優れたギターバックを作る理由の 1 つです。
ギターはかなり複雑な楽器であり、適切なバランスを取るのは難しいものです。その多くは、考えられる限りのことを試みた人々によって、長い時間をかけて経験的に解決されてきました。時々、何かがうまくいくと、他のみんながそれを採用し、それが「標準」の一部になりました。このようなものを見るためのより良いツールを手に入れたので、標準的な設計がなぜそのように機能するのかを理解し始めています。
以下、和訳&要約してあります。全文を見たい方はリンクよりご覧ください。
--------
What is the Function of the Back & Sides?
by Trevor Gore & Alan Carruth
(これらは、この質問に対するアコースティックギターフォーラム からの引用です。 バックとサイドは実際に何をしているのですか? 動いているのですか? サイドは動くのですか? バックだけですか? サウンドボードは?)
Trevor Gore:
ギターの動きはとても複雑です。
まず、弦が振動すると、ブリッジに力が加わり、水たまりを横切る波のように、トップに伝わり、エッジに当たると、トップとサイドの間のインピーダンス不整合に応じて、ほとんどが反射して、一部はサイドに伝わります。特定の周波数で、トップに定在波を生成します。
トップはこれらの周波数で上下しているように見え、これらの異なる形態は振動モードと呼ばれます(これらはクラドニパターンで視覚化できます)。その結果、周波数応答曲線にピーク(共振周波数)と谷が生じます 。
トップのさまざまな部分が、ギター内部の空気を刺激します。モノポールモードの振動では、閉じ込められた空気は、トップの動きに伴って圧力が増減し、特定の周波数で空気の空洞が共鳴します (空気がサウンド ホールから出入りします)。
これは、サウンド ホールから実質的に放射される唯一の低域の周波数です。他の周波数では、ギターの内部で音波が発生する必要があります。その最低周波数は1.5kHzで、ギターの深さと同じ半波長を持ちます。それ以上でサウンドホールから放射し、それ以下は放射しません。
比較的柔軟なバック(ライブバック)を備えたギターの場合、トップの圧力変化によりバックが振動します。これはギターの音に色を付けますが、トップからのエネルギーでバックが動くため、ギターは少しラウドネスを失います。
トップとバックをフレキシブルにすると「ボックス」が大きく見えるため、空気モードの共振周波数は低下します 。トップとバックの振動は加算されますが、250Hz を超える周波数はトップと位相がずれているため、音の放射が減少します。
ライブバックは「トーン」を与え、硬いバックは振動せず 「ボリューム」を与えます。
サイドは、その固さではなく、重いほどラウドネスと放射が大きくなり、トップのモノポール共振周波数は低くなります。
これらの説明の背後には多くの物理学があります。詳細が知りたい場合は、私の名前を検索して参考文献をみてください。
-----------
さらに詳しく知りたい人は、Gore&giletの本を購入してください。
Alan Carruth:
「優れた」バスレフスピーカーとギターの違いは、
1) スピーカー キャビネットは重くて硬いが、ギターはそうではない。
2) スピーカー キャビネットはできるだけ少ない共振で作られている。
ということです。
理由は、スピーカーは「フラットな」周波数応答を持っていますが、ギターはそうではないからです。
スピーカーのようなサウンドのギターはつまらないでしょう。 本当に「クリーンな」フラットアンプとスピーカーを通して低レベルでレス ポールを演奏するようなものです。聞こえるのは弦の音だけです。
エンクロージャーにいくつかの共鳴を組み込む方法の 1 つは、たくさんの曲線を使って奇妙な形を作ることです。
ギターの形状がギターのように聞こえる理由です。そのためには、内部の共鳴が非常に明確で維持しやすいように、適度に硬くする必要がありますが、少し柔軟なほうが「興味深い」音になります。
ウエストのすぐ下のサイドのほぼ平らな部分は、通常はかなり高い周波数で振動し、音に色を付けることができます。ギターをバスレフスピーカーエンクロージャーと比較すると、トップが「スピーカー」で残りが「囲い」です。
トップはギターの中で唯一、弦によって直接駆動される部分です。
バックがトップからエネルギーを取得する方法は 2 つあります。
1) ボックス内の圧力変化によるもの
2) サイドから伝達によるもの
です。
トップはスピーカーコーンのように内外に動きます。この空気圧によってバックにかかる力は変化し、サイドからの力は位相がずれていることに注意してください。
空気はバックの中央を押し、サイドは端を押します。両方が同じ方向に押している場合、バックは空気を送り込むのではなく、平行移動するだけです。
空気共鳴の近くでは、サウンドホールを通る空気の動きはトップの動きと位相がずれています。空気は「アウト」に移動し、トップは「イン」に移動します。空気の一部はトップがあった場所に滑り込み、これによりギターが発する音の量が減少します。
バックがこの範囲で「アクティブ」であり、ボックス内の気圧の変化によって主に駆動される場合、サウンドホールから空気を移動させ、ギターの出力を向上させることができます。
これは通常、ほとんどのギターに当てはまります。オベーションのバックは、この範囲では十分に動きません。
低域周波数範囲を超えると(たとえば3弦(G ))、バックは「敗者(音量を押さえる側)」になる傾向があります。つまり、バックレゾナンスは通常、応答曲線の「ディップ」として現れます。
これはすべて悪いわけではありません。内部の空気共鳴 と同様に、高域の共振は「音色」に寄与します。これらのディップは、弦の一部の倍音を他のものより弱くし、各音に独自のサウンドを与えます。
ここでの秘訣は、くぼみを狭くする必要があり、それはバックの損失が少ないことと相関しています。深くなりすぎないようにします。
ダンピングは動きの関数であるため、バックはある程度動きますが、動きすぎないようにする必要があります。ローズウッドは密度が高く、硬く、損失が少ない素材であり、これが優れたギターバックを作る理由の 1 つです。
ギターはかなり複雑な楽器であり、適切なバランスを取るのは難しいものです。その多くは、考えられる限りのことを試みた人々によって、長い時間をかけて経験的に解決されてきました。時々、何かがうまくいくと、他のみんながそれを採用し、それが「標準」の一部になりました。このようなものを見るためのより良いツールを手に入れたので、標準的な設計がなぜそのように機能するのかを理解し始めています。
スチール弦アコースティックギターの知覚品質に対するバックウッドの選択の影響 [papers]
Effect of back wood choice on the perceived quality of steel-string acoustic guitars
Samuele Carcagno,1,a) Roger Bucknall,2 Jim Woodhouse,3 Claudia Fritz,4
and Christopher J. Plack1,b)
1 Department of Psychology, Lancaster University, Lancaster, LA1 4YF, United Kingdom
2 Fylde Guitars, Penrith, CA11 9BD, United Kingdom
3 Engineering Department, Cambridge University, Cambridge, CB2 1PZ, United Kingdom
4 Sorbonne Universite, Centre National de la Recherche Scientifique, Institut Jean Le Rond d’Alembert, 75005,
Paris, France
(Received 1 October 2018; revised 2 December 2018; accepted 6 December 2018; published online 27 December 2018)
アコースティックギターの高価で希少なバックウッドが、サウンドと演奏性の品質にどの程度貢献しているかをブラインドテストで調査した結果です。興味のある方は、全文を読んでください。
結論:「私たちの研究の結果は、伝統的に賞賛され、高価で、希少な木材を使用して構築されたバックとサイドを備えたスチール弦アコースティックギターは、安価で入手しやすい木材を使用して構築されたバックとサイドを備えたギターよりもギタリストによって実質的に高く評価されていないことを示しています。ギタリストがブラインド状態でバックとサイドが異なるウッドで作られたギターを区別する能力が低いことは、バックウッドがアコースティックギターのサウンドに与える影響はごくわずかであることを示唆しています。」
6本のギターを異なるバックウッド(ブラジリアンローズウッド、インディアンローズウッド、マホガニー、メイプル、サペリ、ウォールナット)で、Fylde Guitarsによって作られました。バックとサイド以外の部分は、「Falstaff」という同じデザインと素材の仕様で作り、比較しています。
1.ブラインドテスト
視覚的な識別を防ぐために溶接機のゴーグルを着用して、薄暗い部屋で52人のギタリスト(プロ18人、セミプロ21人、アマチュア13人)によって与えられた全体的な音質評価(1つのギターでの2分間のフリープレイのあと、全体的なサウンド、演奏性、14の知覚的な質問に答え、5分で評価フェーズを完了)は、6本のギター間で非常に類似していました。ギターを2回評価したギタリストは、セッションごとの評価に一貫性がありませんでした。
2.ABXテスト
31人のギタリストによって実行された2つのギターの比較テスト(ブラインド状態で最初に1つのギター(ギターA)を1分間演奏し、次に別のギター(ギターB)をさらに1分間演奏、その後、2本のギターのうちの1本(ギターX)が再び与えられ、それがギターAかギターBかを決定する)も行われた。その結果、ギタリストがギターを区別できなかった。
3.合成されたギターサウンドのABXテスト
上記の中の7人のギタリストによって、6本のギターのブリッジアドミタンス(インピーダンスの逆数、数値が高いと反応が良くなる)から合成されたギターサウンドのABXテストは、テストされたほとんどのギターペアで識別できていない。
3つのテストから、スチール弦アコースティックギターのバックとサイドに使用されている木材の種類が、そのボディのプロパティといわれる音にほとんど影響を与えないとしています。
このことは、「バックウッドの特性を補って、さまざまなウッドを使用して非常に似たサウンドの楽器を実現できる可能性がある」ことを示唆しています。
「バックウッドのみが異なる2本のギターを区別することは非常に難しい。」という結果ですが、ローズウッドとマホガニーでは音が違うといった私(たち)の一般的な感覚とはズレた結果になっています。
ギター間の差が十分に大きく、バックウッドに限定されない場合(この中でYAMAHAの汎用ギターとのABXテストも行われた)、リスナーはそれらを識別できていますから、「6つのギター間の知覚された違いが非常に小さかったため、プレーヤーがそれをランク付けできなかった」ということです。
音響心理学の背景として、「何々の木がどういう音がするといった情報がある。ギターマガジンやオンラインフォーラムには、プレーヤーの認識や好みに基づいたさまざまな木材の特徴や比較がたくさんあり」、それが私たちの頭に刷り込まれているということがあります。
「ギタリストが数時間、数日、またはおそらく数年のオーダーでより長い期間ギターを演奏できたとしたら、ギターを区別する能力、およびセッション全体での評価の一貫性がより高かった可能性があります。」とも言っています。
まったく外見が同じ(ブラインドテストなので手触りが同じ)で数分間で違いを判断することは無理ということでしょう。
P.S. この内容とはまったく関係ありませんが、Fylde Guitarsは、私と同じ0フレットを採用しています。
Samuele Carcagno,1,a) Roger Bucknall,2 Jim Woodhouse,3 Claudia Fritz,4
and Christopher J. Plack1,b)
1 Department of Psychology, Lancaster University, Lancaster, LA1 4YF, United Kingdom
2 Fylde Guitars, Penrith, CA11 9BD, United Kingdom
3 Engineering Department, Cambridge University, Cambridge, CB2 1PZ, United Kingdom
4 Sorbonne Universite, Centre National de la Recherche Scientifique, Institut Jean Le Rond d’Alembert, 75005,
Paris, France
(Received 1 October 2018; revised 2 December 2018; accepted 6 December 2018; published online 27 December 2018)
アコースティックギターの高価で希少なバックウッドが、サウンドと演奏性の品質にどの程度貢献しているかをブラインドテストで調査した結果です。興味のある方は、全文を読んでください。
結論:「私たちの研究の結果は、伝統的に賞賛され、高価で、希少な木材を使用して構築されたバックとサイドを備えたスチール弦アコースティックギターは、安価で入手しやすい木材を使用して構築されたバックとサイドを備えたギターよりもギタリストによって実質的に高く評価されていないことを示しています。ギタリストがブラインド状態でバックとサイドが異なるウッドで作られたギターを区別する能力が低いことは、バックウッドがアコースティックギターのサウンドに与える影響はごくわずかであることを示唆しています。」
6本のギターを異なるバックウッド(ブラジリアンローズウッド、インディアンローズウッド、マホガニー、メイプル、サペリ、ウォールナット)で、Fylde Guitarsによって作られました。バックとサイド以外の部分は、「Falstaff」という同じデザインと素材の仕様で作り、比較しています。
1.ブラインドテスト
視覚的な識別を防ぐために溶接機のゴーグルを着用して、薄暗い部屋で52人のギタリスト(プロ18人、セミプロ21人、アマチュア13人)によって与えられた全体的な音質評価(1つのギターでの2分間のフリープレイのあと、全体的なサウンド、演奏性、14の知覚的な質問に答え、5分で評価フェーズを完了)は、6本のギター間で非常に類似していました。ギターを2回評価したギタリストは、セッションごとの評価に一貫性がありませんでした。
2.ABXテスト
31人のギタリストによって実行された2つのギターの比較テスト(ブラインド状態で最初に1つのギター(ギターA)を1分間演奏し、次に別のギター(ギターB)をさらに1分間演奏、その後、2本のギターのうちの1本(ギターX)が再び与えられ、それがギターAかギターBかを決定する)も行われた。その結果、ギタリストがギターを区別できなかった。
3.合成されたギターサウンドのABXテスト
上記の中の7人のギタリストによって、6本のギターのブリッジアドミタンス(インピーダンスの逆数、数値が高いと反応が良くなる)から合成されたギターサウンドのABXテストは、テストされたほとんどのギターペアで識別できていない。
3つのテストから、スチール弦アコースティックギターのバックとサイドに使用されている木材の種類が、そのボディのプロパティといわれる音にほとんど影響を与えないとしています。
このことは、「バックウッドの特性を補って、さまざまなウッドを使用して非常に似たサウンドの楽器を実現できる可能性がある」ことを示唆しています。
「バックウッドのみが異なる2本のギターを区別することは非常に難しい。」という結果ですが、ローズウッドとマホガニーでは音が違うといった私(たち)の一般的な感覚とはズレた結果になっています。
ギター間の差が十分に大きく、バックウッドに限定されない場合(この中でYAMAHAの汎用ギターとのABXテストも行われた)、リスナーはそれらを識別できていますから、「6つのギター間の知覚された違いが非常に小さかったため、プレーヤーがそれをランク付けできなかった」ということです。
音響心理学の背景として、「何々の木がどういう音がするといった情報がある。ギターマガジンやオンラインフォーラムには、プレーヤーの認識や好みに基づいたさまざまな木材の特徴や比較がたくさんあり」、それが私たちの頭に刷り込まれているということがあります。
「ギタリストが数時間、数日、またはおそらく数年のオーダーでより長い期間ギターを演奏できたとしたら、ギターを区別する能力、およびセッション全体での評価の一貫性がより高かった可能性があります。」とも言っています。
まったく外見が同じ(ブラインドテストなので手触りが同じ)で数分間で違いを判断することは無理ということでしょう。
P.S. この内容とはまったく関係ありませんが、Fylde Guitarsは、私と同じ0フレットを採用しています。
組立後の音の変化 [voicing]
ギターの組み立てが終わり、最初に弦を張って、10分くらいまでの間にみるみるボディが鳴ってきます。
さらに3時間くらいするとボディ全体が共鳴するように鳴ってきます。いわゆる鈴なりの音が出るようになります。
この変化は、ギターを作った人でなければ味わうことができません。
想像ですが、弦の張力により、木のいろいろな部分、主にトップが締まってきて全体が一体化してくるのでしょう。
Somogyiは、著書の中で「最初の週だけで、驚くほど変化が激しく、ギターが鳴る」と言っています。また、ある程度、時間が経過する(数か月)と
「20分から30分の間に十分に「ゆるむ」または「引き締める」ことができ、それらが音に大きな影響を及ぼします。これはギターの「ウォーミングアップ」です」とも言っています。
この「30分の変化」は、弦を張った時には常に起こります。つまり、弦を緩めて保管した状態からチューニングした直後と30分たった後では、鳴り方が違ってきます。おそらく、ブリッジ後ろのトップが弦の張力により張ってくる為ではないかと思っています。
さらに3時間くらいするとボディ全体が共鳴するように鳴ってきます。いわゆる鈴なりの音が出るようになります。
この変化は、ギターを作った人でなければ味わうことができません。
想像ですが、弦の張力により、木のいろいろな部分、主にトップが締まってきて全体が一体化してくるのでしょう。
Somogyiは、著書の中で「最初の週だけで、驚くほど変化が激しく、ギターが鳴る」と言っています。また、ある程度、時間が経過する(数か月)と
「20分から30分の間に十分に「ゆるむ」または「引き締める」ことができ、それらが音に大きな影響を及ぼします。これはギターの「ウォーミングアップ」です」とも言っています。
この「30分の変化」は、弦を張った時には常に起こります。つまり、弦を緩めて保管した状態からチューニングした直後と30分たった後では、鳴り方が違ってきます。おそらく、ブリッジ後ろのトップが弦の張力により張ってくる為ではないかと思っています。
ネックジョイント方法3:ボルトオンーオフ構造 [structure]

・ネックジョイント方法1で全体像を整理しました。
・ネックジョイント方法2ではネック取り付け周辺の強度アップを整理しました。
改めて整理すると、この構造をとる理由は、ネックリセットのやり易さから始まったと思いますが、徐々にネック接続構造に対する考え方がクリアになってきて、最終的な目的はフレットボード上の弦高を一定にして使い易くするということです。
そのためには、
・ネック自体の強度を上げる。
・ネックブロック部の強度を上げる
・ネック取り付け部周辺のボディ構造の強化
が必要です。
ネックジョイント方法1で、gore guitars のやり方は、ネックがボディに入ってサウンドホールに向かう100mmがrigid(厚い部材のネックがさらに補強されている)になっており、元起きが発生してもネック(フィンガーボード)が曲がりにくい構造になっています。
ネックが曲がらないとしたら、その力はどこで吸収されるのでしょうか? どこか別の弱い部分、
・ボディのアッパーボウトの変形
・ブリッジとテール間のトップの浮き上がり
にいくはずです。
「ボディのアッパーボウトの変形」の対策として、ボディのアッパーボウトの補強は、
・ネックブロック自体を大きくして補強する。
・ネックブロックをトップトランスバースブレースに繋げて補強する。
・ネックブロックをバックトランスバースブレースに繋げて補強する。
という手段を取ります。
さらに、トップを補強して、ネックも補強する手段として、このような方法もあります。アッパーボウトのトップを厚くして補強し、クラシックギターでしているように、ネックの接続部をなくしスルーネック構造にします。
これ以上に補強するなら、チルトネックでも紹介しましたが、RickTurnerGuitarsの6/16ページに出てくるような、ネックブロックをサイドと接続する構造をとっているビルダーもいます。
私は、今はここまでやらずにどの程度の弦高補正をすればよいかを試しています。
ブリッジとテール間のトップの浮き上がりについては、ブリッジプレートのロング方向の長さを長くします。これをやりすぎると音に影響するのでほどほどに。
強度アップとはまったく違う解決方法として、「ネック取り付け角度を調整できるような構造」ということで、チルトネックを調べてみました。ユーザーがネック取り付け角度を調整できる構造をとることもできます。
ローズウッドの補修材 [woodwork]
サイドとバックの接着後の隙間をローズウッドの補修材で埋めます。

サイドを#120 でサンディングするときにでる粉を取っておきます。これにタイトボンドを混ぜてパテを作ります。粉感がなくなるギリギリで作ります。タイトボンドが多すぎると仕上がりの色が薄くなるので。

マスキングして、パテは乾いてヒケが出る(乾燥して体積が減る)ので多めに塗ります。気になる隙間にはこまめに塗ります。

これをしないと塗装後研磨時に隙間が残り、コンパウンド材が隙間に入り込む破目になります。

サイドを#120 でサンディングするときにでる粉を取っておきます。これにタイトボンドを混ぜてパテを作ります。粉感がなくなるギリギリで作ります。タイトボンドが多すぎると仕上がりの色が薄くなるので。

マスキングして、パテは乾いてヒケが出る(乾燥して体積が減る)ので多めに塗ります。気になる隙間にはこまめに塗ります。

これをしないと塗装後研磨時に隙間が残り、コンパウンド材が隙間に入り込む破目になります。
サウンドホールカバー [parts]
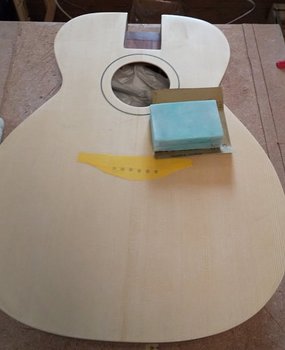
サウンドホールカバーは、一般には消音器として使用されているようですが、これを利用してヘルムホルツ周波数を変化させます。ヘルムホルツ周波数は、サウンドホールの直径に比例し、ボディ容積に反比例します。
よって、サウンドホールにカバーをすると等価的にサウンドホールの面積が減る(直径が減る)ので、ヘルムホルツ周波数が下がり、低音の音質が改善されます。
低音の音質改善は方法があまりありません。本質的には、ボディを大きくするしかありません。
アマゾンで売っているサウンドホールカバーの効果をオリジナルギター2で確認しました。
サウンドホールにカバーをするとヘルムホルツ周波数が9Hz下がりました。
100Hzから91Hzまで下がります。
6弦の3フレット(G:98Hz)が詰まり気味だったものなくなり、低音の音質とサスティーンが改善されます。
いいことばかりではありません。消音器として使われているのですから、音量は下がります。
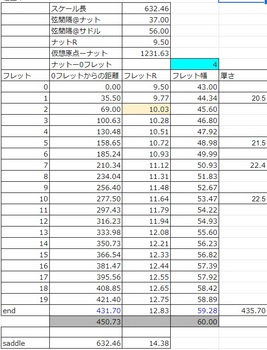
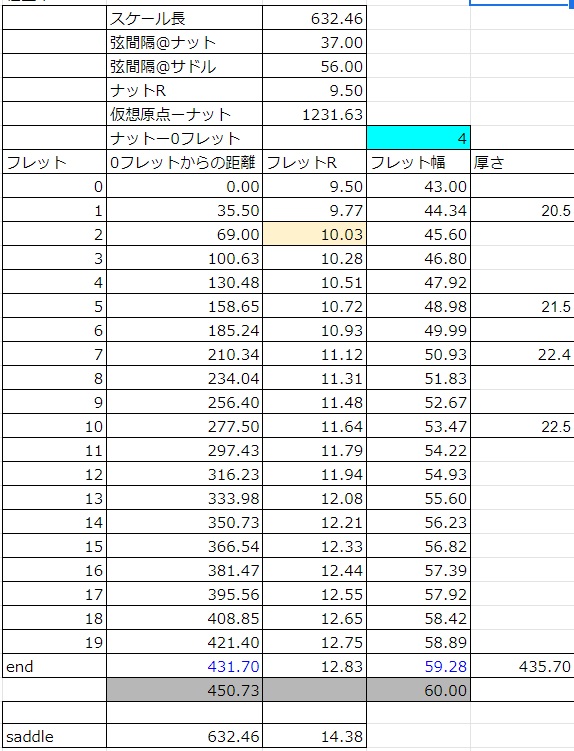
String Spacing Rule [tools/jigs]

ブリッジ接着 [woodwork]

ブリッジを接着するのは、組み立ての最後の工程です。
この後、ナット、サドルの高さ調整を行い、弦を張り、最終的に弦高調整をします。
ブリッジ接着には、ブリッジプレート押さえ治具とブリッジ押さえ治具を使います。

ブリッジの凹凸を2mmのコルクを左右5枚、真ん中1枚重ねて貼ることで吸収します。これはサウンドホールからのCクランプを1個で済むようにする治具です。これがないとCクランプを3つ使用しなければなりません。真ん中と左右の高さ微調整は、ギター(ブリッジ)毎コルク材で行います。

Xブレースやフィンガーブレースを避けてブリッジプレートにあたるようにします。
サウンドホールからの出し入れを可能にするため、サウンドホールより小さくします。
ブリッジ接着位置は塗装マスキングしてあるので、マスキングテープを剥がし、接着面をサンディングします。この時に周辺に傷がつきやすいので注意します。タイトボンドを塗って、2つの治具とCクランプを使って貼り付けます。コルクとタイトボンドが接着しないように、間にマスキングテープを挟んだ方が良いかもしれません。
フレットセッター [tools/jigs]


ブリッジボルト [tools/jigs]
フレットカッター:残念なお知らせ [tools/jigs]

以前の記事でフレットカッターこれが良いということを書きましたが、トラブルが発生しました。
確かに、カット面は平らになるのですが、刃先が欠けました。
左側(ケイバ(KEIBA) E-806)は、日本製のいわゆる「喰切」といわれるものです。二つを比べると自明ですが、左側の刃先を厚さ半分にしたものが、右側のものになります。よって、カット面はきれいに切れますが、強度的には弱いということになります。
オリジナルギター3の製作中に刃先の中心が欠けました。

フレット足を切る作業後に、フレットをカットする時に発生しました。
やはり、構造的にこの刃の厚さは無理があるのかもしれません。
このタイプ(写真右側)を購入するときには、このことをよく理解して購入してください。
バックをテープで貼ってVoicingができるか? [voicing]
この記事に、voicing 時にバックをテープで留めて行うことで、ほぼ接着に近い(完成)状態で特性が測れるということが載っています。
Brianburns guitarsのFinal Voicing Notes.pdf(PDF資料) によると
バックなし:Air x Mono 203 Dipole 260 Tripole 364 Hz
バックテープ:Air 100 Mono 223 Dipole 244 Tripole 355 Hz
バック接着 :Air 100 Mono 223 Dipole 236 Tripole 349 Hz
になるそうです。
各共振周波数の説明は、ここを見てください。
バックをテープで貼って行うことができるのはちょっと驚きです。接着状態とは明らかに密着状態が異なると考えていたので、テープで貼るやり方は考えていませんでした。

今、私がやっているやり方は、トップを接着後、モールドを付けた状態でクランパーでバックを留めるやり方なので、完成時に比べて、サイドの重量がかなり重たい状態でボイシングをして、完成状態を予想しています。
サイドに周囲を留めることができるので、板単体での振動パターよりは、はるかに最終形に近いので、共振周波数の全体を予想することができます。
このやり方の欠点は、
1.トップのモノポール周波数は、ブリッジ接着後の完成状態に比べてかなり低い周波数(40Hzほど低い)になります。
2.モノポール周波数は単純に低くなるだけなので、完成状態を予想することはできますが、ダイポール、トリポール等の周波数がどうなるかはよくわからない。
3.クランパーを24個の脱着に時間がかかります。なかなか根気のいる単純作業です。
4.ギターのボディシェイプや重さが変わるとデータは使えない。
ということがあります。
brianburns guitarsが行っている「バックをテープで貼る」ボイシング方法ができれば、何度でもボイシングをやり直すことが可能になります。テープなのでその重さを無視でき、共振周波数を正確に予想できることになります。
今までの経験では、テープを留めるだけで接着状態と同じように固定できるような気がしません。つまり、テープで押し付けているだけなので、接着に比べてどうしても緩む部分があり、その結果として、周波数が低く出てしまうのではないかと考えています。
確認できることなので、次のギター製作工程で試してみます。
Brianburns guitarsのFinal Voicing Notes.pdf(PDF資料) によると
バックなし:Air x Mono 203 Dipole 260 Tripole 364 Hz
バックテープ:Air 100 Mono 223 Dipole 244 Tripole 355 Hz
バック接着 :Air 100 Mono 223 Dipole 236 Tripole 349 Hz
になるそうです。
各共振周波数の説明は、ここを見てください。
バックをテープで貼って行うことができるのはちょっと驚きです。接着状態とは明らかに密着状態が異なると考えていたので、テープで貼るやり方は考えていませんでした。

今、私がやっているやり方は、トップを接着後、モールドを付けた状態でクランパーでバックを留めるやり方なので、完成時に比べて、サイドの重量がかなり重たい状態でボイシングをして、完成状態を予想しています。
サイドに周囲を留めることができるので、板単体での振動パターよりは、はるかに最終形に近いので、共振周波数の全体を予想することができます。
このやり方の欠点は、
1.トップのモノポール周波数は、ブリッジ接着後の完成状態に比べてかなり低い周波数(40Hzほど低い)になります。
2.モノポール周波数は単純に低くなるだけなので、完成状態を予想することはできますが、ダイポール、トリポール等の周波数がどうなるかはよくわからない。
3.クランパーを24個の脱着に時間がかかります。なかなか根気のいる単純作業です。
4.ギターのボディシェイプや重さが変わるとデータは使えない。
ということがあります。
brianburns guitarsが行っている「バックをテープで貼る」ボイシング方法ができれば、何度でもボイシングをやり直すことが可能になります。テープなのでその重さを無視でき、共振周波数を正確に予想できることになります。
今までの経験では、テープを留めるだけで接着状態と同じように固定できるような気がしません。つまり、テープで押し付けているだけなので、接着に比べてどうしても緩む部分があり、その結果として、周波数が低く出てしまうのではないかと考えています。
確認できることなので、次のギター製作工程で試してみます。
コンパウンドポリッシング [finish]
水研ぎ後、光陽社ヨゴレ落としコンパウンド とワシン研磨剤コンパウンド白極細目を使用して磨きます。
話は前後しますが、サイドとバック接続部に隙間があるとコンパウンドが入ってしまいます。磨く前に隙間を埋めることが大事です。

この対策は、下塗り前にローズウッドの粉にタイトボンドで練ったパテで補修します。

まず、サイド、バックのサンディングの時に出る粉をとっておきます。なるべく細かなものが適しています。それをタイトボンドで混ぜてパテを作ります。タイトボンドが多すぎると仕上がりが白くなりすぎるので、タイトボンドの量は必要最低限にします。
これをサイドとバックの隙間に塗り込みます。塗料は乾燥するとヒケが出るので、少しの隙間にもしっかりと塗り込むことが大切です。
オリジナルギター2では、バック、サイドは導管が完全に埋まっていません。スプルースとマホガニーはサンディングシーラーと水性ウレタンニスで埋まりましたが、ローズウッドは完全には埋まりません。完全に埋めるにはZ-POXYのような下塗り材が必要です。

オリジナルギター3では、サイドはZ-POXYを下塗りしたので、木管は埋まりました。

バックにもZ-POXYを下塗りしたのですが、サンディングを#120からやらずに#240からやったので、深い木管が埋まらずに残ってしまいました。水研ぎ、コンパウンドポリッシングを行うともう少し目立たなくなりますが、完全には埋まりません。サンディングをしっかりやることが大事です。
水性ウレタン塗装の不具合点と対策です。
1.これは不具合といえるかどうかですが、トップにはサンディングシーラーを使わない方が良いかもしれません。シーラーが残るとわずかに白くなり、木目が少しくすんで見えます。
2.トップ:ロゼッタ周辺に溝ができ、埋めるのが大変です。これは全体の塗装前に使用する塗料を使って埋めておくしかありません。
3.サイドのエッジ部分に木地が露出しやすい。サイドは音と直接関係ないので、塗りを厚くする必要があります。
4.トップ、バックは、#800の水研ぎでやりすぎたため、木地の露出が多発しました。塗りの回数を2倍くらいに増やす必要がありそうです。
水性ウレタンニスのまとめ
1.耐環境性がある。
2.短時間で乾き、扱いやすい。
3.匂いがなく、塗装設備が不要で生活空間でできる。
4.透明だが、光沢感はラッカーに比べると落ちる。
個人製作のギターでは、扱いやすくベストです。
話は前後しますが、サイドとバック接続部に隙間があるとコンパウンドが入ってしまいます。磨く前に隙間を埋めることが大事です。

この対策は、下塗り前にローズウッドの粉にタイトボンドで練ったパテで補修します。

まず、サイド、バックのサンディングの時に出る粉をとっておきます。なるべく細かなものが適しています。それをタイトボンドで混ぜてパテを作ります。タイトボンドが多すぎると仕上がりが白くなりすぎるので、タイトボンドの量は必要最低限にします。

これをサイドとバックの隙間に塗り込みます。塗料は乾燥するとヒケが出るので、少しの隙間にもしっかりと塗り込むことが大切です。
オリジナルギター2では、バック、サイドは導管が完全に埋まっていません。スプルースとマホガニーはサンディングシーラーと水性ウレタンニスで埋まりましたが、ローズウッドは完全には埋まりません。完全に埋めるにはZ-POXYのような下塗り材が必要です。

オリジナルギター3では、サイドはZ-POXYを下塗りしたので、木管は埋まりました。

バックにもZ-POXYを下塗りしたのですが、サンディングを#120からやらずに#240からやったので、深い木管が埋まらずに残ってしまいました。水研ぎ、コンパウンドポリッシングを行うともう少し目立たなくなりますが、完全には埋まりません。サンディングをしっかりやることが大事です。
水性ウレタン塗装の不具合点と対策です。
1.これは不具合といえるかどうかですが、トップにはサンディングシーラーを使わない方が良いかもしれません。シーラーが残るとわずかに白くなり、木目が少しくすんで見えます。
2.トップ:ロゼッタ周辺に溝ができ、埋めるのが大変です。これは全体の塗装前に使用する塗料を使って埋めておくしかありません。
3.サイドのエッジ部分に木地が露出しやすい。サイドは音と直接関係ないので、塗りを厚くする必要があります。
4.トップ、バックは、#800の水研ぎでやりすぎたため、木地の露出が多発しました。塗りの回数を2倍くらいに増やす必要がありそうです。
水性ウレタンニスのまとめ
1.耐環境性がある。
2.短時間で乾き、扱いやすい。
3.匂いがなく、塗装設備が不要で生活空間でできる。
4.透明だが、光沢感はラッカーに比べると落ちる。
個人製作のギターでは、扱いやすくベストです。
水研ぎ [finish]
水性ウレタンニス による塗装が終了し、水研ぎを行います。
#800 → #1000 → #2000の耐水性紙やすりで順に磨きます。
サンディングブロックに巻きつけて水に浸してサンディングします。

水に数滴中性洗剤を混ぜて行うとスムーズにできます。
#800 → #1000 → #2000 と番手を上げていきますが、塗装膜が薄いので平面度を確認出来たら、次の番手に進めたほうが良いです。
今回は、トップ、バック、サイド共#800でやり過ぎました。そのため、木地露出が続出しました。
トップ(ロゼッタ部分除く)とバックは平らなため問題は発生しにくいのですが、サイドはもっと厚く塗った方が正解でした。曲面が多い分塗装が難しいです。音に直接関係ないのでしっかりと塗装することが必要です。

#800 → #1000 → #2000の耐水性紙やすりで順に磨きます。
サンディングブロックに巻きつけて水に浸してサンディングします。

水に数滴中性洗剤を混ぜて行うとスムーズにできます。
#800 → #1000 → #2000 と番手を上げていきますが、塗装膜が薄いので平面度を確認出来たら、次の番手に進めたほうが良いです。
今回は、トップ、バック、サイド共#800でやり過ぎました。そのため、木地露出が続出しました。
トップ(ロゼッタ部分除く)とバックは平らなため問題は発生しにくいのですが、サイドはもっと厚く塗った方が正解でした。曲面が多い分塗装が難しいです。音に直接関係ないのでしっかりと塗装することが必要です。
ボディ塗装 [finish]
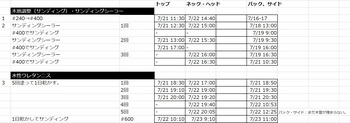
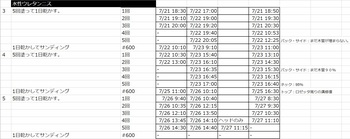
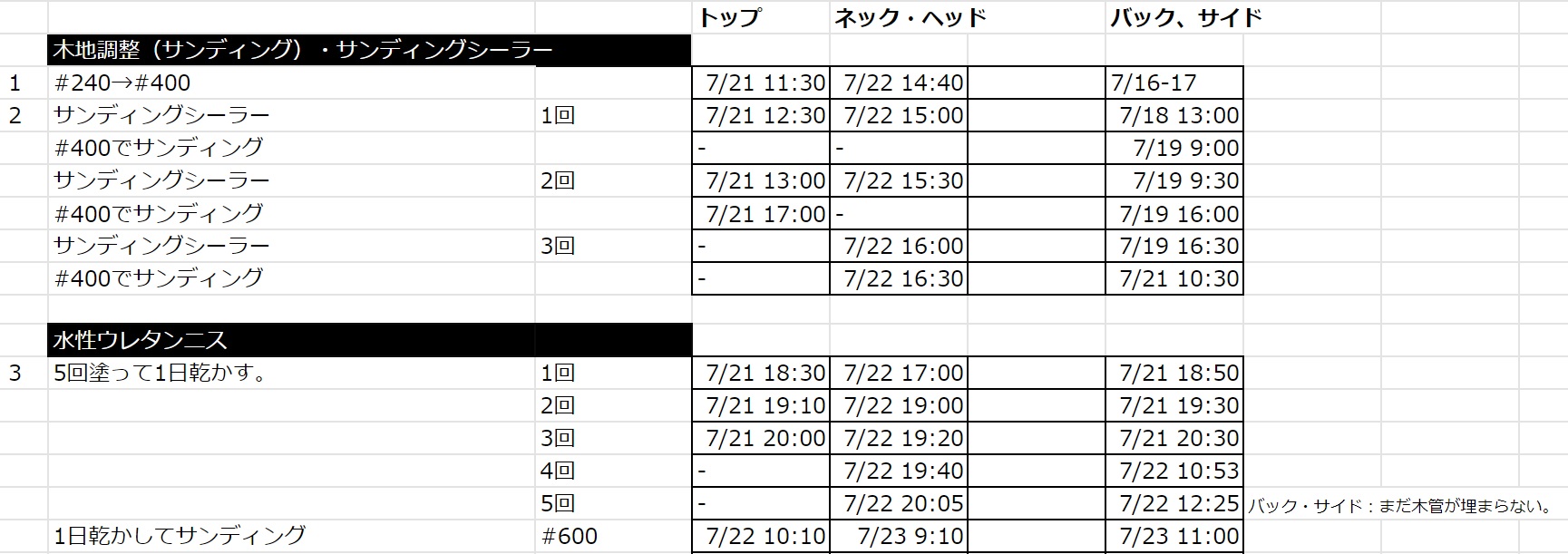
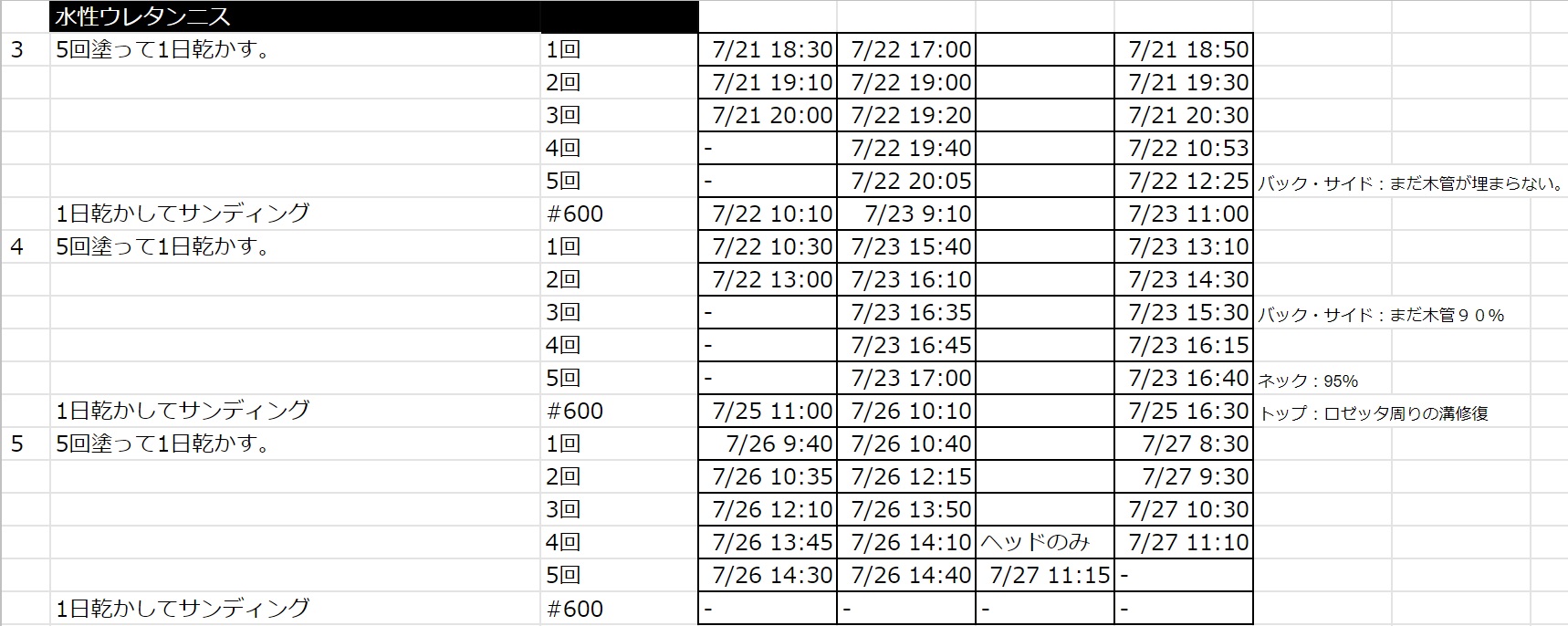
塗装は
・木地調整とサンディング
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の5工程を行います。
木地調整(ヤスリがけ)が終わり、サンディングシーラーによる下塗りを行い、水性ウレタンニスを塗っていきます。
そのまま塗ると粘度が高く、塗りにくくムラになるので、水で2(ニス):1(水)に希釈して使用します。

塗って20~30分程度乾かすことを5回(トップは厚塗りにならないよう様子をみながら、3回)繰り返し、1日乾かして#600でサンディング。これを3回繰り返します。(3回目は、次に水研ぎがあるので、#600でサンディングしていません。)


塗布するには、ハンディ・クラウン スポンジブラシ 2インチを使いました。スポンジ刷毛の塗り方で注意することは、泡が出やすいことです。
表面に泡が多くたまりすぎることもあります。はじめに全体を塗りつぶしてから、木目方向に一気に塗ることが泡を抑えるコツです。
速乾性(数分で表面が乾く)の塗料なので、希釈液を作っておき、1回分を皿に出して使い切ります。スポンジ刷毛も1回ごとに水で洗って使います。
サンディングシーラー+水性ウレタンニスでは、バック、サイドは導管が完全には埋まりません。トップ(スプルース)とネック(マホガニー)は、埋まります。
<参考になったページ>
ステインと水性ウレタンニスの塗り方
ギターを水性ウレタンニスでリフィニッシュする
・木地調整とサンディング
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の5工程を行います。
木地調整(ヤスリがけ)が終わり、サンディングシーラーによる下塗りを行い、水性ウレタンニスを塗っていきます。
そのまま塗ると粘度が高く、塗りにくくムラになるので、水で2(ニス):1(水)に希釈して使用します。

塗って20~30分程度乾かすことを5回(トップは厚塗りにならないよう様子をみながら、3回)繰り返し、1日乾かして#600でサンディング。これを3回繰り返します。(3回目は、次に水研ぎがあるので、#600でサンディングしていません。)


塗布するには、ハンディ・クラウン スポンジブラシ 2インチを使いました。スポンジ刷毛の塗り方で注意することは、泡が出やすいことです。
表面に泡が多くたまりすぎることもあります。はじめに全体を塗りつぶしてから、木目方向に一気に塗ることが泡を抑えるコツです。
速乾性(数分で表面が乾く)の塗料なので、希釈液を作っておき、1回分を皿に出して使い切ります。スポンジ刷毛も1回ごとに水で洗って使います。
サンディングシーラー+水性ウレタンニスでは、バック、サイドは導管が完全には埋まりません。トップ(スプルース)とネック(マホガニー)は、埋まります。
<参考になったページ>
ステインと水性ウレタンニスの塗り方
ギターを水性ウレタンニスでリフィニッシュする
ボディ塗装下塗り [finish]
トップサンディング [finish]

Z-Poxy 目止め材 [finish]
ローズウッド系木材の導管を埋め、表面を平滑にします。
2液性のエポキシ系樹脂材料で接着剤に似ています。30分で硬化し始めます。5分硬化品もありますが、作業スピードから30分のものを使用しました。
このブログによると「Z-POXYの合成樹脂系は、乾燥性、作業性、目止効果、耐久性、耐水性、付着性の内、乾燥性を除けば、全て一番優れている」らしいです。
たぶん、ここが一番安いと思います。勿論アマゾンでも売っています。
マホガニー系の木材も木管が多いものもありますが、ネックはこれを使わなくても埋まりました。
オリジナルギター2では、ローズウッドの目止めは、水性ウレタンサンディングシーラーの多層塗りで何とかなるかと思いましたが、導管は完全には埋まりませんでした。
Z-POXYを使った仕上げの品質は、程度問題で3回やる人から、大変なので1回でやめてしまう人もいます。勿論、私も1回です。
1回で済まそうとするならば、下地をしっかりとサンディングしておく必要があります。#120でキズ取りを行い、#240、#400で徐々に仕上げていきます。

一番の問題は、塗った後の”剥がし”が大変なことです。スクレイバーで削ってからやすりで均すのが良いようです。剥がし残しがないようにしっかりとサンディングしておく必要があります。
ローズウッドのバックとサイドに使う1台分の使用量は、塗る量にもよりますが、10ml/1液 ですみます。1セットで10台分くらいあります。
塗るのは、少し硬めのへらで伸ばしていきます。15分くらいで塗り終わります。
1昼夜おいてから、削ります。
2液性のエポキシ系樹脂材料で接着剤に似ています。30分で硬化し始めます。5分硬化品もありますが、作業スピードから30分のものを使用しました。
このブログによると「Z-POXYの合成樹脂系は、乾燥性、作業性、目止効果、耐久性、耐水性、付着性の内、乾燥性を除けば、全て一番優れている」らしいです。
たぶん、ここが一番安いと思います。勿論アマゾンでも売っています。
マホガニー系の木材も木管が多いものもありますが、ネックはこれを使わなくても埋まりました。
オリジナルギター2では、ローズウッドの目止めは、水性ウレタンサンディングシーラーの多層塗りで何とかなるかと思いましたが、導管は完全には埋まりませんでした。
Z-POXYを使った仕上げの品質は、程度問題で3回やる人から、大変なので1回でやめてしまう人もいます。勿論、私も1回です。
1回で済まそうとするならば、下地をしっかりとサンディングしておく必要があります。#120でキズ取りを行い、#240、#400で徐々に仕上げていきます。

一番の問題は、塗った後の”剥がし”が大変なことです。スクレイバーで削ってからやすりで均すのが良いようです。剥がし残しがないようにしっかりとサンディングしておく必要があります。
ローズウッドのバックとサイドに使う1台分の使用量は、塗る量にもよりますが、10ml/1液 ですみます。1セットで10台分くらいあります。
塗るのは、少し硬めのへらで伸ばしていきます。15分くらいで塗り終わります。
1昼夜おいてから、削ります。
サイド&バック・サンディング [finish]
サイド・バックの塗装は
・木地調整のためのサンディング
・木管を埋めるための下地処理
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の6工程を行います。
ローズウッドのサイド、バックの塗装前のサンディングを行います。
購入後、厚さを調整するのに電動サンダー#60~100辺りを使ったので、塗装前の木地調整はサンディングブロックを使って、サンドペーパーの#120から始めて、#240、#400まで行います。

サンディング前にトップが汚れないようにカバーします。これは、下塗りが終わるまで付けておきます。

サイドやバックに購入前からある同心円状の鋸痕が薄く残っていることが多くあります。これを均しました。大きなキズや凹みを均すのは、#120でないと取れません。#240あたりでは大きなキズが残ったままになりやすく、下塗り時に木管がうまく埋まるかどうかに影響します。

サイドは、10” と12" が裏表のサンディングブロックを使用します。アッパーボウトには10R、ロワーボウトには12R、ウエストには丸棒にサンドペーパーを巻き付けて行います。

特にサイドは、ロワーボウトを曲げたときの円形にならない(直線状になっている)部分がわずかに残っているのを均しました。

くぼみも均します。
このサンディングが、塗装の出来を左右するので重要です。
・木地調整のためのサンディング
・木管を埋めるための下地処理
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の6工程を行います。
ローズウッドのサイド、バックの塗装前のサンディングを行います。
購入後、厚さを調整するのに電動サンダー#60~100辺りを使ったので、塗装前の木地調整はサンディングブロックを使って、サンドペーパーの#120から始めて、#240、#400まで行います。

サンディング前にトップが汚れないようにカバーします。これは、下塗りが終わるまで付けておきます。

サイドやバックに購入前からある同心円状の鋸痕が薄く残っていることが多くあります。これを均しました。大きなキズや凹みを均すのは、#120でないと取れません。#240あたりでは大きなキズが残ったままになりやすく、下塗り時に木管がうまく埋まるかどうかに影響します。

サイドは、10” と12" が裏表のサンディングブロックを使用します。アッパーボウトには10R、ロワーボウトには12R、ウエストには丸棒にサンドペーパーを巻き付けて行います。

特にサイドは、ロワーボウトを曲げたときの円形にならない(直線状になっている)部分がわずかに残っているのを均しました。

くぼみも均します。
このサンディングが、塗装の出来を左右するので重要です。
ネック塗装 [finish]
ネック塗装は
・木地調整とサンディング
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の5工程を行います。
#400でサンディング仕上げをした後、次に下塗りを行います。

水性サンディングシーラーを使います。成分としては、水性のポリウレタンニスに、研磨剤が入っていて、無垢の木地と塗料との染み込みを良くすると同時に表面を均す効果があります。初めにサンディングシーラーを塗ると木が水分を含んで膨張し、表面がザラツキます。これをサンドペーパーで均します。
塗装テストで確認しましたが、水性サンディングシーラーとニスでマホガニーネックは埋まります。ヘッドはローズウッドですが、サンディングを丁寧にやることにより、目止め材Z-POXYを使わずに済ませます。

水性サンディングシーラーは、30分程度で乾くので、3回繰り返して塗って、#400でサンディングします。この後の塗装は、塗り面が整ってるので楽です。
次に水性ポリウレタン塗装を行います。
水性ウレタンニスを塗っていきます。そのまま塗ると粘度が高く、塗り難いので、水で2(塗料):1(水)に薄めて使用します。
塗って30分乾かすことを5回繰り返し、1日乾かして#600でサンディング
を3回繰り返します。(3回目は、サンディングしないで、水研ぎを行います。)
塗布には、ハンディ・クラウン スポンジブラシ 2インチを使いました。スポンジ刷毛の塗り方で注意することは、泡が出やすいことです。塗料が表面に多くたまりすぎることもあります。はじめに全体を塗りつぶしてから、木目方向に一気に塗ることが泡を抑えるコツです。
<参考になったページ>
ステインと水性ウレタンニスの塗り方
ギターを水性ウレタンニスでリフィニッシュする
・木地調整とサンディング
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の5工程を行います。
#400でサンディング仕上げをした後、次に下塗りを行います。

水性サンディングシーラーを使います。成分としては、水性のポリウレタンニスに、研磨剤が入っていて、無垢の木地と塗料との染み込みを良くすると同時に表面を均す効果があります。初めにサンディングシーラーを塗ると木が水分を含んで膨張し、表面がザラツキます。これをサンドペーパーで均します。
塗装テストで確認しましたが、水性サンディングシーラーとニスでマホガニーネックは埋まります。ヘッドはローズウッドですが、サンディングを丁寧にやることにより、目止め材Z-POXYを使わずに済ませます。

水性サンディングシーラーは、30分程度で乾くので、3回繰り返して塗って、#400でサンディングします。この後の塗装は、塗り面が整ってるので楽です。
次に水性ポリウレタン塗装を行います。
水性ウレタンニスを塗っていきます。そのまま塗ると粘度が高く、塗り難いので、水で2(塗料):1(水)に薄めて使用します。
塗って30分乾かすことを5回繰り返し、1日乾かして#600でサンディング
を3回繰り返します。(3回目は、サンディングしないで、水研ぎを行います。)
塗布には、ハンディ・クラウン スポンジブラシ 2インチを使いました。スポンジ刷毛の塗り方で注意することは、泡が出やすいことです。塗料が表面に多くたまりすぎることもあります。はじめに全体を塗りつぶしてから、木目方向に一気に塗ることが泡を抑えるコツです。
<参考になったページ>
ステインと水性ウレタンニスの塗り方
ギターを水性ウレタンニスでリフィニッシュする
ネックサンディング仕上げ [finish]
塗装では
・木地調整とサンディング
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の5工程を行います。
サンディングシーラーを塗る前の仕上げに入ります。
ネック製作工程では#60、#120のサンドペーパーペーパーを使っています。粗いもので木の表面を均すというよりも、「木を削り取る」ことで形を整えます。
ネックの最終工程で#240で全体を整えているので、塗装前にネック全体を#400で仕上げを行います。
フレットボード表面は、塗装しないので#400で全体をサンディングして、フレットを打ちます。
1.ヘッド部

①ヘッドトップの半円形部分
②サイドヘッド化粧板との直角度
③ヘッドプレート表面のキズ取り
④ヘッド付け根の凹部仕上げとヘッド裏仕上げ
をサンディングします。
2.ネック
①握り具合を確認します。ここでは形状確認というよりも、手で握ってみて、滑らかさを確認します。完全に個人の好みの問題です。

②ヘッド繋目は、ヘッドとネックの形状が全く異なったものを繋ぎます。ヘッド側は平面で来ていますのでそのまま平らなヤスリで整えます。ネック側は握り形状をそのまま延長して、ナット辺りで両方を結合して整えます。
3.フレットボード

①幅確認
出来上がり寸法に従って幅を整えます。最後までは追い込みません。フレットを打った後や塗装後に全体を整えるのでその時の削り代を取っておきます。
②サイド直線性
エンド側からトップを見て全体をサンディングして均します。
③サイド面取り
フレットを打つ前に、エッジ部分を軽くサンディングします。
4.ヒールーネック接続

この部分は、ヘッド繋目よりもさらに繋ぎが難しい部分です。ネックとヒールは直角に交わるわけですから、そのつなぎ目は複雑です。
基本的には、丸棒にヤスリで凹部を整えます。治具の形状を決めておくと削りすぎが少なくなります。また、形も整えやすくなります。
5.ヒール

ボディとの関係でヒールキャップをローズウッドで作りました。

この写真は何をやっているかというと、ネックとボディの間にアタリがないか(クリアランスが保たれているか)を確認しています。
ヒール部のサンディングは、治具を使うのは難しいです。ボディとの嵌合を気にしながら整えていきます。
・木地調整とサンディング
・サンディングシーラー
・水性ウレタンニス
・水研ぎ
・コンパウンドポリッシング
の5工程を行います。
サンディングシーラーを塗る前の仕上げに入ります。
ネック製作工程では#60、#120のサンドペーパーペーパーを使っています。粗いもので木の表面を均すというよりも、「木を削り取る」ことで形を整えます。
ネックの最終工程で#240で全体を整えているので、塗装前にネック全体を#400で仕上げを行います。
フレットボード表面は、塗装しないので#400で全体をサンディングして、フレットを打ちます。
1.ヘッド部

①ヘッドトップの半円形部分
②サイドヘッド化粧板との直角度
③ヘッドプレート表面のキズ取り
④ヘッド付け根の凹部仕上げとヘッド裏仕上げ
をサンディングします。
2.ネック
①握り具合を確認します。ここでは形状確認というよりも、手で握ってみて、滑らかさを確認します。完全に個人の好みの問題です。

②ヘッド繋目は、ヘッドとネックの形状が全く異なったものを繋ぎます。ヘッド側は平面で来ていますのでそのまま平らなヤスリで整えます。ネック側は握り形状をそのまま延長して、ナット辺りで両方を結合して整えます。
3.フレットボード

①幅確認
出来上がり寸法に従って幅を整えます。最後までは追い込みません。フレットを打った後や塗装後に全体を整えるのでその時の削り代を取っておきます。
②サイド直線性
エンド側からトップを見て全体をサンディングして均します。
③サイド面取り
フレットを打つ前に、エッジ部分を軽くサンディングします。
4.ヒールーネック接続

この部分は、ヘッド繋目よりもさらに繋ぎが難しい部分です。ネックとヒールは直角に交わるわけですから、そのつなぎ目は複雑です。
基本的には、丸棒にヤスリで凹部を整えます。治具の形状を決めておくと削りすぎが少なくなります。また、形も整えやすくなります。
5.ヒール

ボディとの関係でヒールキャップをローズウッドで作りました。

この写真は何をやっているかというと、ネックとボディの間にアタリがないか(クリアランスが保たれているか)を確認しています。
ヒール部のサンディングは、治具を使うのは難しいです。ボディとの嵌合を気にしながら整えていきます。
各ブレースの機能 [voicing]
2台の製作を完了したところで、ブレーシングの機能を整理しておきます。
1.トップブレース

1.1.トランスバースブレース(横梁)
音に関連するブレーシング材というよりも、構造体と考えるべきでしょう。有効振動域を決める横梁です。これをどうにかして音を良くしようとは考えません。ネックの元起きが起きないようにここで支えることを考えています。
これより上は非振動領域なので、カッタウェイが可能になるのでしょう。
ロングダイポールは、ここからテールエンドまでの距離に関係します。振動領域にサウンドホールがあり、よく考えるとこれは非効率で、サウンドホールはここにはないほうが良い(別の位置の方が良い)と考えられます。サウンドホール周辺補強は振動域を稼ぐための補強なのでしょう。
クラシックギターはサウンドホールを上下に挟んで2本のトランスバースブレースがあります。サウンドホールは有効振動域に入りません。
1.2.Xブレース
スチール弦ギターのために考え出されました(1843年にマーチン社が考案したという記事がありますが、ラーソンブラザーズが特許を出したとも言われます。スチール弦ができる前に、ガット弦の音量を上げるために作られたようです)。ブリッジとトップ裏のブリッジプレートと合わせて、強度を保つ構造材と音を調整するブレーシング材の機能を持っていると考えられます。
基本的にトップモノポール共振周波数はこれらの剛性で決まります。剛性を下げるとクロスダイポールも下がりますが、ロングダイポールは少ししか下がりません(あくまでも2本の経験より)。
構造的に角度を広げればクロス方向の剛性があがり、狭めれば下がるのでしょう。まだ、実際にはやっていないので実感はありません。
1.3.トーンブレース
Xブレースの最も振動する領域にある斜めに走る非対称の2本のバーです。クロスダイポールとロングダイポールをコントロールするといわれています。この位置を変えたことがないので、何とも言えません。非対称にする意味はどこにあるのでしょうか。高音域と低音域を分けようとしているのでしょうか。正確なところは良く分かっていません。
左右対称なトーンブレースもいくつか紹介されています。ダブルXや平行に走るバーなど。こちらの方が考えやすい気もします。次号機から少し変化させてみようと考えています。
1.4.フィンガーブレース
Xブレースの左右の領域に広がる4本の補強材です。トップ左右端の割れ防止の補強材としか考えていませんでしたが、クロストリポールに関連しているといえます。場所的にも当たり前ですが、できるだけ薄くしてクロストリポールを出すようにしていきたいと考えています。もちろん、全体のバランスを優先します。
2.バックブレース

バックの役割として、よく言われているのは、反射器(リフレクター)か拡散器(ディフューザー)かということです。私は、ライブバック(=ディフューザー)になるように考えていますが、トップよりも少し(4半音)高いタップトーンを持つようにします。
バックブレースのパターンにより、音色の違いがでるのでしょうか? よく分かっていません。
オリジナルギターとしては、1台目は4ラダー、2台目は Gore&Giletの本 に載っていた3ラダー+ラジアルブレース(50°方向に4つの10㎝のブレースを付ける)にしました。小さな振動領域に分割されるのを防ぐ効果があると解説されていますが、確認できていません。バックの共振周波数を組立後調整できる構造になっています。
しかし、どちらもライブバックとしての機能を持つことができるので、どちらがいいとは言い切れません。
バックのボイシングとしては、周波数特性を見ながら、各ブレースを徐々に薄くしていきます。バック単板のタッピング音のサスティーンが”ボッボッ”から”ボーンボーン”となるようにします。その時の最大共振周波数が240Hzになるようにしています。
1.トップブレース

1.1.トランスバースブレース(横梁)
音に関連するブレーシング材というよりも、構造体と考えるべきでしょう。有効振動域を決める横梁です。これをどうにかして音を良くしようとは考えません。ネックの元起きが起きないようにここで支えることを考えています。
これより上は非振動領域なので、カッタウェイが可能になるのでしょう。
ロングダイポールは、ここからテールエンドまでの距離に関係します。振動領域にサウンドホールがあり、よく考えるとこれは非効率で、サウンドホールはここにはないほうが良い(別の位置の方が良い)と考えられます。サウンドホール周辺補強は振動域を稼ぐための補強なのでしょう。
クラシックギターはサウンドホールを上下に挟んで2本のトランスバースブレースがあります。サウンドホールは有効振動域に入りません。
1.2.Xブレース
スチール弦ギターのために考え出されました(1843年にマーチン社が考案したという記事がありますが、ラーソンブラザーズが特許を出したとも言われます。スチール弦ができる前に、ガット弦の音量を上げるために作られたようです)。ブリッジとトップ裏のブリッジプレートと合わせて、強度を保つ構造材と音を調整するブレーシング材の機能を持っていると考えられます。
基本的にトップモノポール共振周波数はこれらの剛性で決まります。剛性を下げるとクロスダイポールも下がりますが、ロングダイポールは少ししか下がりません(あくまでも2本の経験より)。
構造的に角度を広げればクロス方向の剛性があがり、狭めれば下がるのでしょう。まだ、実際にはやっていないので実感はありません。
1.3.トーンブレース
Xブレースの最も振動する領域にある斜めに走る非対称の2本のバーです。クロスダイポールとロングダイポールをコントロールするといわれています。この位置を変えたことがないので、何とも言えません。非対称にする意味はどこにあるのでしょうか。高音域と低音域を分けようとしているのでしょうか。正確なところは良く分かっていません。
左右対称なトーンブレースもいくつか紹介されています。ダブルXや平行に走るバーなど。こちらの方が考えやすい気もします。次号機から少し変化させてみようと考えています。
1.4.フィンガーブレース
Xブレースの左右の領域に広がる4本の補強材です。トップ左右端の割れ防止の補強材としか考えていませんでしたが、クロストリポールに関連しているといえます。場所的にも当たり前ですが、できるだけ薄くしてクロストリポールを出すようにしていきたいと考えています。もちろん、全体のバランスを優先します。
2.バックブレース

バックの役割として、よく言われているのは、反射器(リフレクター)か拡散器(ディフューザー)かということです。私は、ライブバック(=ディフューザー)になるように考えていますが、トップよりも少し(4半音)高いタップトーンを持つようにします。
バックブレースのパターンにより、音色の違いがでるのでしょうか? よく分かっていません。
オリジナルギターとしては、1台目は4ラダー、2台目は Gore&Giletの本 に載っていた3ラダー+ラジアルブレース(50°方向に4つの10㎝のブレースを付ける)にしました。小さな振動領域に分割されるのを防ぐ効果があると解説されていますが、確認できていません。バックの共振周波数を組立後調整できる構造になっています。
しかし、どちらもライブバックとしての機能を持つことができるので、どちらがいいとは言い切れません。
バックのボイシングとしては、周波数特性を見ながら、各ブレースを徐々に薄くしていきます。バック単板のタッピング音のサスティーンが”ボッボッ”から”ボーンボーン”となるようにします。その時の最大共振周波数が240Hzになるようにしています。
弦高測定器「弦高診断」 [tools/jigs]

12フレットの弦高(弦の下とフレットとのクリアランス)測定に、こんな治具が現代ギターGGインターネットショップで販売しています。

フレットと弦の隙間を測ることができます。裏側の中心に深さ0.5mm位の溝が掘ってあり、ここをフレットに載せることで「弦高」が測定できます。目盛りはその分だけ嵩上げされています。現代ギターのページにある測定の写真は、フレットに溝が載っていないので測り方が間違っています。
しかも、フレットは0.7~0.8mmあるのでそのままでは使えませんから、フレットボード面から測ることにしました。表示が正確ではありませんので、その場所をノギスで測り直して、メモリを0.4mm(実測値)プラスして、隙間ゲージとしての機能は果たせます。
しかし、これを使って隙間を測るわけですが、ちょっとしたコツがいります。
弦とフレットボードの隙間にこれを差し込んで見ると、どこが適正な隙間値を示すのかは微妙です。測り方によって0.3mm位は誤差が出ます。一定の力で隙間に押し込む必要があります。自重で隙間に入れるのが簡単かもしれません。


フレットボードの欠け修正 [woodwork]

フレットボード溝切後、溝に挟まったゴミを取っているときにできた欠けを修正します。
1mm以上あり、フレットでは隠れないので、パテを作って埋めます。
フレットボードをサンディングしたとき出る削り粉を取っておきます。そのエボニーの粉にタイトボンドで混ぜてパテを作ります。タイトボンドが多すぎると出来上がりが白くなりすぎるので、練り込むことができる量に抑えます。

溝に曲尺をいれてパテが入り込まないようにします。曲尺は厚さが0.5mmなのでピッタリです。そこにパテを入れます。パテは乾いてヒケが出る(乾燥して体積が減る)ので多めに塗ります。

一晩おいて、固まったらカッターで余分な部分を削ぎ落し、ヤスリで整えます。0.1mm位埋まっていませんが、このくらいはフレットで隠れるのでOKです。



