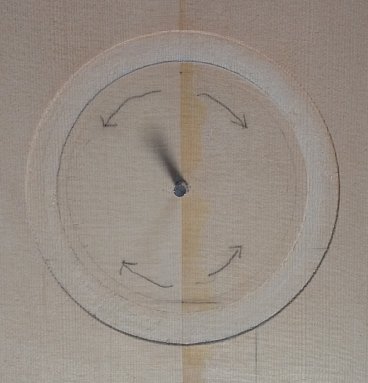
オリジナルギター2-A-10 ロゼッタ嵌め込み [original guitar2]

タイトボンドで接着する前に水で濡らしたが、トップ材が膨張してロゼッタが入らず。乾燥させてから再トライしました。スプルースは水に濡れると膨張するため、ぴったりに作ると嵌らなくなるので、注意しましょう。ローズウッドは膨張しません。
周囲にパーフリング材を入れた方が境が綺麗にできます。
<進度>
オリジナルギター2-A-9 ロゼッタ溝加工 [original guitar2]
オリジナルギター2-A-8 ロゼッタの部品厚み加工 [original guitar2]

オリジナルギター2-D-7 ネック:粗削り [original guitar2]



オリジナルギター2-D-6 ネック:外形粗加工2 [original guitar2]

外形を粗加工は、まだ続きます。
サブブロックを接着してからの加工を楽にするため、接着前にサブブロックをカットします。ネックとヒール接合部の出来上がりは、半円形なのでこの形を残してできる限りカットします。接着後に削るのは時間がかかります。ネックとの接着基準位置(ボディ端=14フレット)を決め、ヒール厚みを出来上がりを、2段階で16mmになるように調整しました。
ボディに入り込む部分の粗加工もしておきます。
70mm幅にカットしたネックを、出来上がりから+ 3mm残して斜めに幅加工します。
厚みを17mmにしたヘッドに、設計した外形図を貼って外形を切り出します。
外形の粗削りができたところで、サブブロックを接着します。
<進度>
オリジナルギター2-D-5 ネック:外形粗加工 [original guitar2]

ネック構想と加工手順にあるように、外形を粗加工します。
ネック材の幅をヘッドの最大幅に合わせて、レザーソー(180mm 薄刃)を使って70(+2)mmにします。
ヘッド部厚み加工を行います。先端から155mmまで17mmにします。精密のこぎりの歯幅が40mm程度なので4回に分けて厚みを削っていきます。オリジナルギター2を製作する段階では、レザーソー 180mm 薄刃しかなく、背に3mm程度の補強部があるため、深さが40mmしか切ることができませんでした。上の写真のグレー痕は、レザーソーの背の部分の擦れです。
ネック下に接着するサブブロックの高さ加工、奥行き加工を行います。サブブロックは、接着後の削る工数を少なくするため、大まかにカットしてから接着します。ネックとの接着基準位置(ボディ端=14フレット)を決め、ヒール厚みを出来上がりを、2段階で16mmになるように調整しました。
外形粗加工に4時間かかりました。
<進度>
オリジナルギター2-D-4 ネック:溝切 [original guitar2]

ネック材の最初の加工は、トラスロッドとカーボンファイバーロッドの溝をドレメルミニルーターにStewMacのルーターベースを付けて開けます。 写真はもう溝を開けた後です。
への字型のネック材を2本並べて、その上にドレメルルーター用溝開け治具をセットし、スライドさせます。これがないとまっすぐには溝は切れません。ネック材の幅は12cmのままです。
ビットは6.4mm(ルータービット654)を使います。トラスロッドは10~11mm幅深さ10mmなので幅方向に2回、深さは4回繰り返します。
カーボングラファイトロッド用の溝は、3.2mm(ルータービット 650)で行います。
ネックのトラスロッド溝は通常、大きなルーターで行いますが、かなり危なそうなので、また使い道も少ないので、購入していません。
<進度>
オリジナルギター2-C-5 ネックブロック:組立 [original guitar2]



オリジナルギター2-C-4 ネックブロック:寸法書きと部品の切り出し [original guitar2]

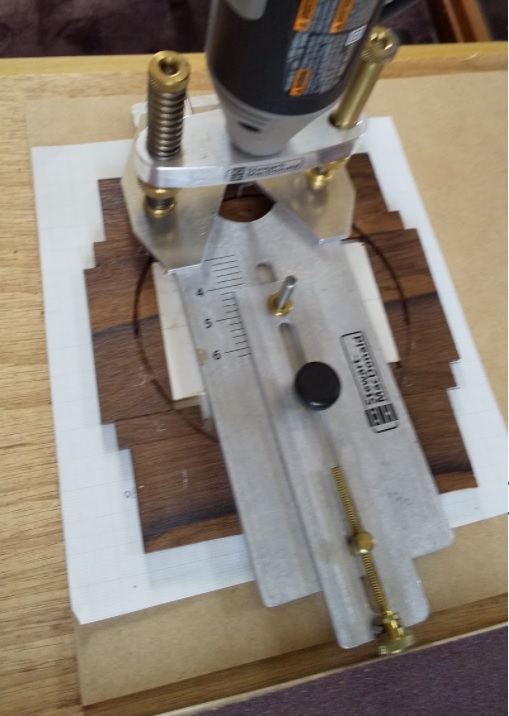
オリジナルギター2-A-7 ロゼッタ部品切り出し [original guitar2]
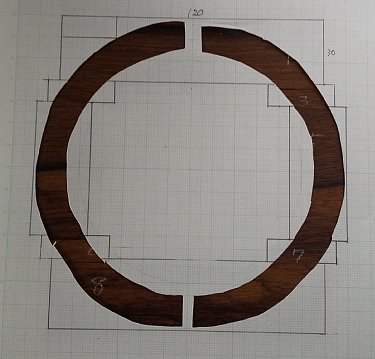
木目確認が終わったら、ロゼッタ部品切り出しをおこないます。
MDFに貼り付けた外形設計図にマダカスカルローズウッド部品を両面テープで接着します。

部品と同じ厚さのMDF材を中心に置きます。
ドレメルミニルーター Multi-Pro Model395にビット3.2mm(ルータービット 650)を使い、StewMacのSoundhole and Rosette Routing Jigをセットします。ロゼッタの同心円上に溝を掘るにはこれが便利です。

切り出したロゼッタ部品です。使った板がブリッジプレート用だったので、厚さが4mmあり、厚さを1.5mmにしなければなりません。2mm程度の板を使うべきです。
<進度>
MDFに貼り付けた外形設計図にマダカスカルローズウッド部品を両面テープで接着します。
部品と同じ厚さのMDF材を中心に置きます。
ドレメルミニルーター Multi-Pro Model395にビット3.2mm(ルータービット 650)を使い、StewMacのSoundhole and Rosette Routing Jigをセットします。ロゼッタの同心円上に溝を掘るにはこれが便利です。

切り出したロゼッタ部品です。使った板がブリッジプレート用だったので、厚さが4mmあり、厚さを1.5mmにしなければなりません。2mm程度の板を使うべきです。
<進度>
オリジナルギター2-A-6 ロゼッタの部品加工 [original guitar2]

オリジナルギター2-B-2 バックのブックマッチ [original guitar2]

厚みが決定したインディアンローズウッドをブックマッチしていきます。ブックマッチする厚みをなるべく確保しておきたいので、薄く削る前に接着します。
ブックマッチ前のハーフサイズ材の裏面になる面を合わせて、2枚重ねてベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)に紙やすり#60を貼ったものを使って、エッジを削ります。こうすることにより、ブックマッチの接合がしやすくなります。光りにあてて、隙間がないかを再度確認します。この作業はきっちりとやっておくことが重要です。
確認が済んだら、
①一方をベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)をFクランプ3個でワークベンチに固定します。
②作業ボードと接着しないように接着する面の下にサランラップを敷きます。
③その上にブックマッチ面にタイトボンドを塗り、合わせます。さらにサランラップをかけます。
④反対側からもベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)で押さえて、Fクランプ3個で固定します。
⑤ブックマッチ面が浮かないよう、真ん中に端材を当てて、Cクランプ2個で固定します。
⑥写真では、中央の浮きを押さえるために、さらにクロス方向にベニヤ板を当てて、固定しています。
この状態で一昼夜置きます。
トップのブックマッチと全く同じです。
<進度>
オリジナルギター2-A-5 トップのブックマッチ [original guitar2]

厚みが決定したエンゲルマンスプルースをブックマッチしていきます。今回はたまたま薄くする必要がなかったのですが、ブックマッチする厚みをなるべく確保しておきたいので、薄く削る前に接着します。
ブックマッチ前のハーフサイズ材の裏面になる面同士を合わせて、2枚重ねてベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)に紙やすり#60を貼ったものを使って、エッジを削ります。こうすることにより、ブックマッチの接合がしやすくなります。光りにあてて、隙間がないかを確認します。これ作業はきっちりとやっておくことが重要です。
ブックマッチで合わせる面の隙間をなくすには、カンナではなく端面の長さにした紙やすりを用います。カンナで隙間なくそろえるのは難しいので、ベニヤ板(ボディのモールドを作った時に残った端材に貼った紙やすりが微調整が効きます。
確認が済んだら、
①一方をベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)をFクランプ3個でワークベンチに固定します。
②作業ボードと接着しないように接着する面の下にラップを敷きます。
③その上にブックマッチ面にタイトボンドを塗り、合わせます。さらにラップをかけます。
④反対側からもベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)で押さえて、Fクランプ3個で固定します。
⑤ブックマッチ面が浮かないよう、真ん中にも端材を当てて、Cクランプ2個で固定します。
⑥写真では、中央の浮きを押さえるために、さらにクロス方向にベニヤ板を当てて、固定しています。
この状態で一昼夜置きます。
ここで失敗事例を一つ。トップのブックマッチした部分にカビの様な黒い斑点が出ています。表側であったため、表裏を変えました。バックのブックマッチ直後の物を一緒にソファー裏の床近くの湿った場所にに置いておいたためか、溢れたタイトボンドをふき取った布が汚れていたか、原因は不詳ですが、ブックマッチ後は良く乾かす必要があります。
<進度>
オリジナルギター2-A-4 トーンウッドの厚み決定 [original guitar2]
Gore &Gilet の本の通りのやり方です。
トーンウッド(板)の共振周波数から剛性を判断して厚みを決めます。このように合理的に板厚を決める方法は、他にないと思います。
ブックマッチされたフルサイズのトップパネルまたはバックパネルによって生成される周波数は低すぎて測定しにくいため、ブックマッチ前のハーフサイズのトーンウッドの振動周波数を測定して、ヤング率(弾性率:応力とひずみ)を出し、ひずみの運動方程式より、エッジがクランプされた長方形プレート(ギターボディを近似)の振動周波数を導きます。その式には、厚みの項が入っているので、逆に解いて、目標の厚みを求めます。

トップは、アイチ木材加工に指定した厚みがちょうどでした。もう少し余裕をもって厚み指定をする必要があります。バックは、逆にもっと薄く厚み指定した方が後で削る工数が少なくできます。
この方法では、幾つかの物理量から板厚を決めるのですが、厳選された木材でも、材料特性が全く違うことが分かります。また、視覚的な外観は、材料特性についての参考には全くならないことも分かります。
とはいえ、良い柾目を探し、減衰が緩やかで明確で持続的なタップトーンがする板を探すことは重要です。
興味のある方は、Gore &Gilet の本を購入してください。
<進度>

トーンウッド(板)の共振周波数から剛性を判断して厚みを決めます。このように合理的に板厚を決める方法は、他にないと思います。
ブックマッチされたフルサイズのトップパネルまたはバックパネルによって生成される周波数は低すぎて測定しにくいため、ブックマッチ前のハーフサイズのトーンウッドの振動周波数を測定して、ヤング率(弾性率:応力とひずみ)を出し、ひずみの運動方程式より、エッジがクランプされた長方形プレート(ギターボディを近似)の振動周波数を導きます。その式には、厚みの項が入っているので、逆に解いて、目標の厚みを求めます。

トップは、アイチ木材加工に指定した厚みがちょうどでした。もう少し余裕をもって厚み指定をする必要があります。バックは、逆にもっと薄く厚み指定した方が後で削る工数が少なくできます。
この方法では、幾つかの物理量から板厚を決めるのですが、厳選された木材でも、材料特性が全く違うことが分かります。また、視覚的な外観は、材料特性についての参考には全くならないことも分かります。
とはいえ、良い柾目を探し、減衰が緩やかで明確で持続的なタップトーンがする板を探すことは重要です。
興味のある方は、Gore &Gilet の本を購入してください。
<進度>
オリジナルギター2-E-2 フィンガーボード:フレット溝切と外形粗カット [original guitar2]


オリジナルギター2-C-3 テールブロック:外形切り出し [original guitar2]
オリジナルギター2-C-2 サイド材外形粗加工 [original guitar2]


オリジナルギター2-C-1 サイド材選定と外形寸法書き [original guitar2]

サイド材もインデアンローズウッド3Aを使用します。アイチ木材加工でバック材と共に2018年9月に8,500円で購入しました。アイチ木材加工は、サンダー加工は有料ですが、厚み指定は無料でやってくれます。2.3mmに厚さを指定しました。
木目よりトップ、バックとの接着面を決め、トップ側は直線的に、バック側は、サイド加工図のように、最終寸法はネック側は90mm、テール側は110mm、長さ750mmにします。
木目は詰まっているほうをトップ側、広がりのあるほうをバック側にしました。トップ側に矢印を、ボディの外側になるほうに白線で曲げる頂点を書き込みます。ウエストは曲げ方向が逆になるので裏側に書きます。
<進度>
オリジナルギター2-B-1 バック材選定と外形寸法書き [original guitar2]

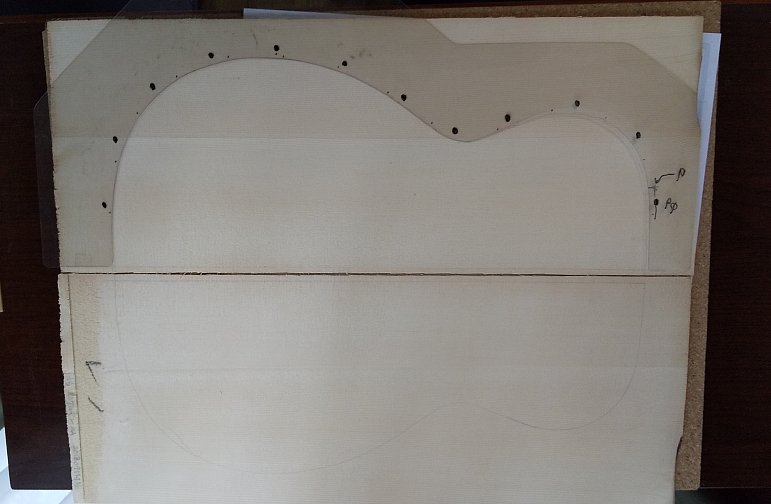
オリジナルギター2-A-3 トップ材選定と外形寸法書き [original guitar2]
オリジナルギター2-E-1 フィンガーボード:寸法書き [original guitar2]
フィンガーボードはエボニー材を使います。
まず基準面を決めるために、エッジをベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)に紙やすり#60を貼ったものでヤスリがけします。
この面を基準として、白鉛筆 で70mmの幅の線を引きます。
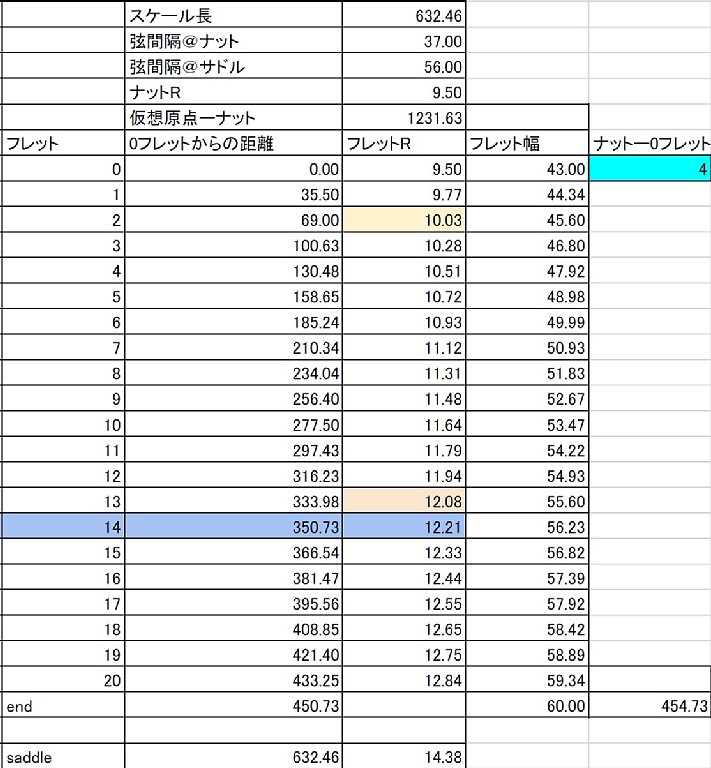
縦方向の基準線(ナット接触面)を引き、そこから4mmが0フレットの位置です。
全長が454.73mmです。
さらに、0フレットで43mm、エンドで60mmになるように、両端に斜めになるように線を引きます。
各フレット間隔の線は、フレット溝切にFret Slotting Miter Boxを使うため、引く必要はありません。
表中のフレット幅はフレット間隔に比例して計算してあります。フレットR、曲率の求め方はRを付ける時に説明します。
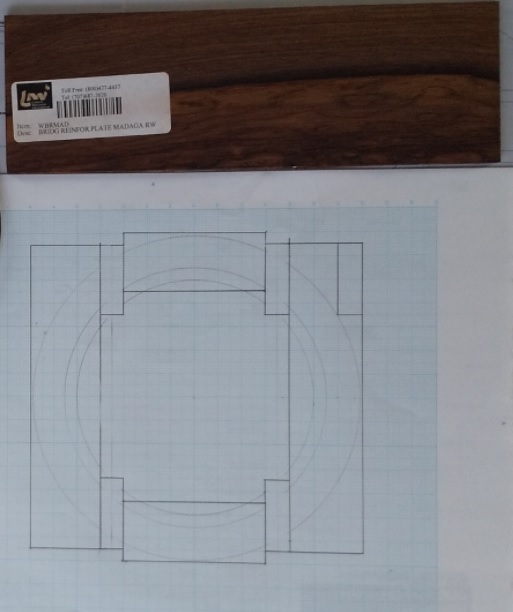
オリジナルギター2-A-2 ロゼッタ外形 [original guitar2]
オリジナルギター2-A-1 トップ・バックブレース材の準備 [original guitar2]
オリジナルギター2-D-3 ネック:寸法書き [original guitar2]


下側の辺を基準にネック材に寸法を入れます。
まず、軸方向にスコヤを使ってヘッドとナットの境界に線を入れます。これが基準線になります。そこから、ナット5mm、0フレットまでの距離4mmを足した9mmの位置がフレット寸法の基準位置(0フレット)になります。さらに14フレットまでが350.7mmで、そこがボディとの接続点になります。ボディに入る部分は20mmです。
幅方向は、ヘッドの最大寸法に合わせて全体を70mmに取ります。中心線を引き、トラスロッドとカーボンファイバーロッドの埋め込み位置を書きます。カーボンファイバーロッドはネック内に収まりますが、トラスロッドは60mm程度ボディ側に入ります。
厚み方向は20mmに切り出すように線を引いておきます。
ヘッドはヘッド設計図をそのまま写しておきます。ヘッド部の厚さは、先端から155mmまで17mmにします。
ネック下に接着するサブブロックは、接着後の削る工数を少なくするため、大まかにカットしてから接着します。ネックとの接着基準位置(ボディ端=14フレット)を決め、ヒール厚みを出来上がり16mmになるように切っていきます。オリジナルギター2を製作する段階では、レザーソー 180mm 薄刃しかなく、背に3mm程度の補強部があるため、深さが40mmしか切ることができませんでした。そのため、2段階で16mmになるように厚み調整しました。
今は、Z ハンディ200 という背のないのこぎりを買いましたので、深さに制限がなく切ることができます。
オリジナルギター2-D-2 トラスロッド&カーボンファイバーロッド溝掘り治具 forドレメルの製作 [original guitar2]

オリジナルギター2-D-1 ネック構想と加工手順 [original guitar2]
ネック加工手順を考えます。
ネックの構造は、オリジナルギター1では、途中から方針変更をし、トラスロッドだけから両側にカーボンファイバーロッドに、ダブテイルからボルトオンーオフ構造にしました。追加工で何とか凌ぎましたが、2号機では手順をしかっり考えて進めようと思っています。
<ネック加工ポイント>
・ネックは、①ヘッド部②フレットボード部③ヒール部④ボディ接続部 の4つの部分に分けられる。これらはお互いに独立しているが、①と②、②と③、③と④の境界部分ではデザインが密接に関係するため、加工時には確認しながら、全体を少しずつ進めることが良い。
・切削は①粗削り②中削り③精密仕上げの3段階に分けて、4つの部分を並行して段階的に進める。
以下、加工手順です。ネック加工図を参照してください。
0.アイチ木材加工の「への字」ネック材とヒールサブブロック材を前提に進める。幅は12cmあります。
1.基準面をサンディング
フィンガーボードを貼る面と14°傾斜しているヘッド化粧板を貼る面をサンディングする。この面は最後まで残るので傷がつかないように注意する。
2.基準線を引く
①側面の基準面(フィンガーボードを貼る面と直角の面)を決め、スコヤで直角に、ナットのヘッド側位置と0フレット位置に基準線を引く。この間隔は9mm(ナット厚5mm、0フレットからナットまで4mm)。
②ネックとボディの接合位置(14フレット位置)にも基準線を引く。
③ネックの中心線を引く。外形カット時のネック材幅は70mm+2mm。
④カーボンロッド材用溝とアジャスタブルロッド材用溝の外形を作図する。
3.補強材の溝切
・トラスロッドとカーボンファイバーロッドの溝をルーターで開ける。
・ドレメルルーター用溝開け治具を作りました。基準面を作ります。これがないとまっすぐには溝は切れません。ネック材の幅は12cmのままです。 これを2つ並べてその上に治具を置き、スライドさせます。
4.ネック幅を決める。
・ヘッドの最大幅は、溝切削後70(+2)mmにする。
5.ヘッド外形の作図
・ヘッド型紙を木に作図する。最大幅は70mm、長さ180mm。 ・ペグチューナーは、GOTOH510を想定。仕上がりは、13mm厚に化粧板2mmを貼り付ける。
6.厚さ方向の作図
・くの字材とサブブロックをFクランプで固定し、側面に作図する。
<外形粗削り>
仕上がりから4mmの余裕をもって外形を決めていく。
7.厚み粗削り
・フレットボード部の厚みは20mm、ヘッド部は17mm。
・のこヤスリE2101で粗削りする。
8.サブブロックの切削
・厚みが60mmあるサブブロックは、のこぎりの深さが40mmしかないので、1回では切れない。深さ30mm、2回に分けてカットする。
9.ヘッド部外形カット
15mm厚までレーザーソーでカットする。のこぎりの深さが40mmしかないので、1回では切れないので何回かに分けて切る。
10.幅方向のカット
ナット幅46mm 14フレット幅60mm。
11.ボディ取り付け部カット
ボディに差し込む凸状に加工する。
12.サブブロック接着
ある程度の外形を整えてから、接着する。
<中削り>
仕上がりから2mmの余裕をもって外形を決めていく。
13.フレットボード部の厚み調整
・フレットボード貼り付け面の側面に厚み+2mmの線を引く。これに合わせて厚さ調整を行う。
・その後、R化の前に中心線を引く。この中心線は最後まで残る。
14.ヘッド部外形
・ヘッド部 外形+2mmにカットする。厚みは15mm。
15.ヘッドとフレットボードの境界
・ヘッドは最大幅70mmの位置までを15mm、フレットボードは18.5mmになるようにする。
・0フレット幅は44+2mmにする。
16.ヒール部
ヒール形状を決めて、サブブロックの外形を削る。
<精密仕上げ>
仕上がりから1mmの余裕をもって外形を決めていく。
17.フレットボード部の厚み調整
・フレットボード貼り付け面の側面に厚み+1mmの線を引く。これに合わせて厚さ調整を行う。
・1,5,10フレットの厚みを仕上がり+1mmにする。
18.ヘッド部
・厚み13+1mmにする。
19.ヘッドとフレットボードの境界
・ヘッドは最大幅70mmの位置までを14mm、フレットボードは16.5mmになるようにする。 ・0フレット幅は44+1mmにする。
20.フレットボード取り付け部R化
1F,5F,10Fのネックテンプレートを用いて、R化していく。
21.ヒール部形状
最終調整。
のように考えています。
<今日のポリシー> 7.メイキング関連本を読むのは大切だが、実際やってみると迷うことが多い。
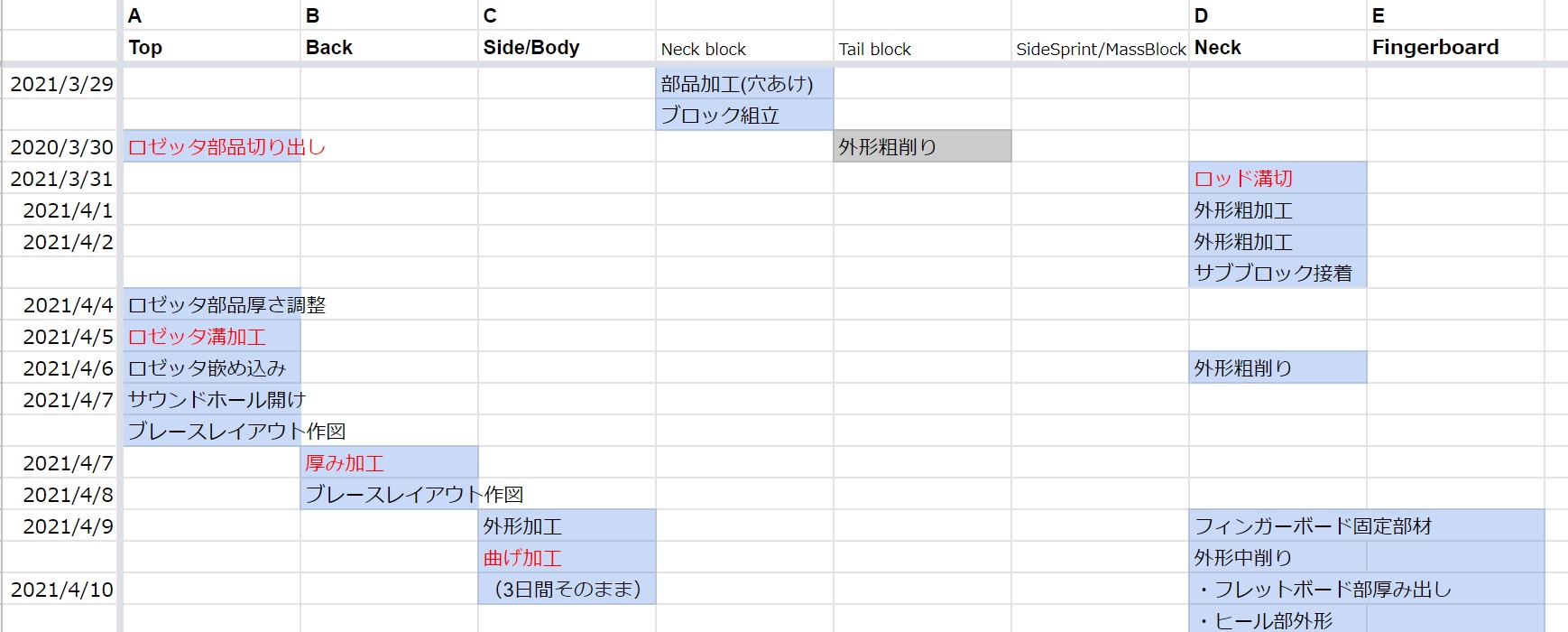
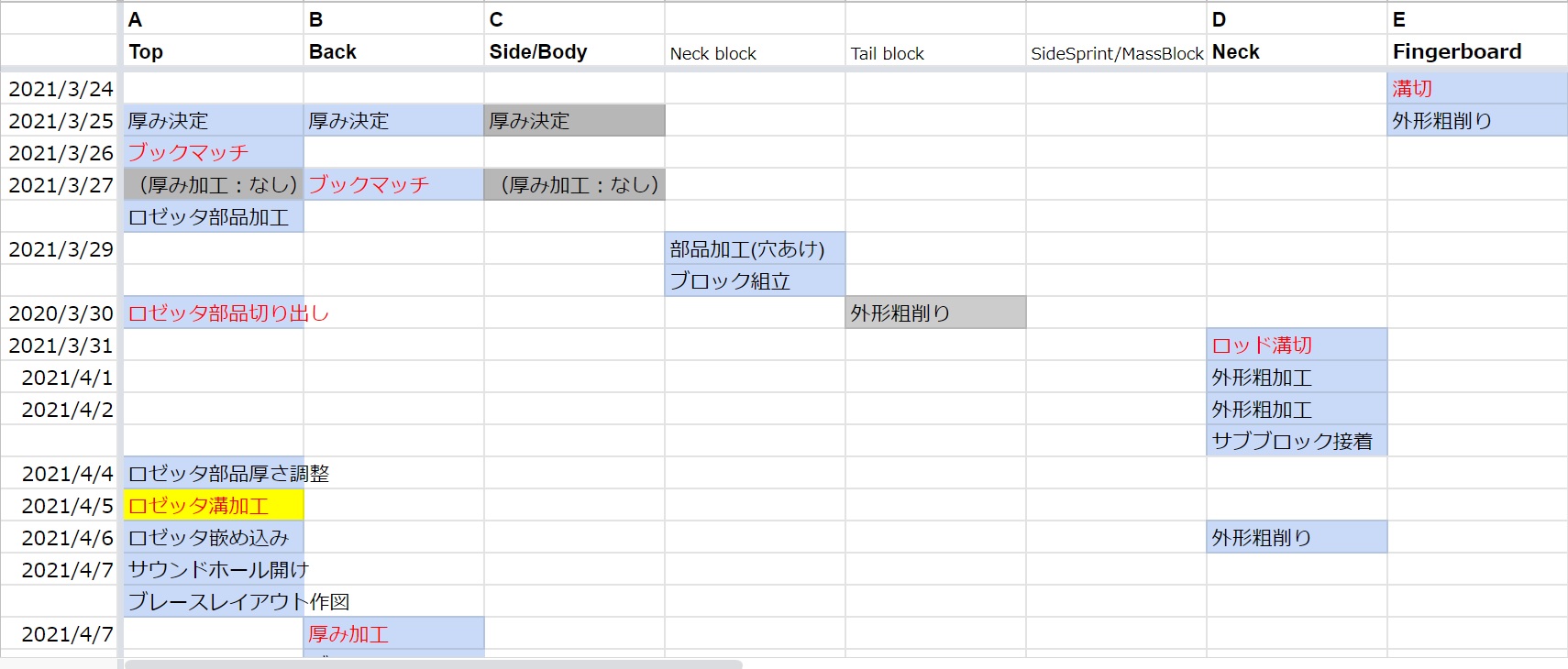
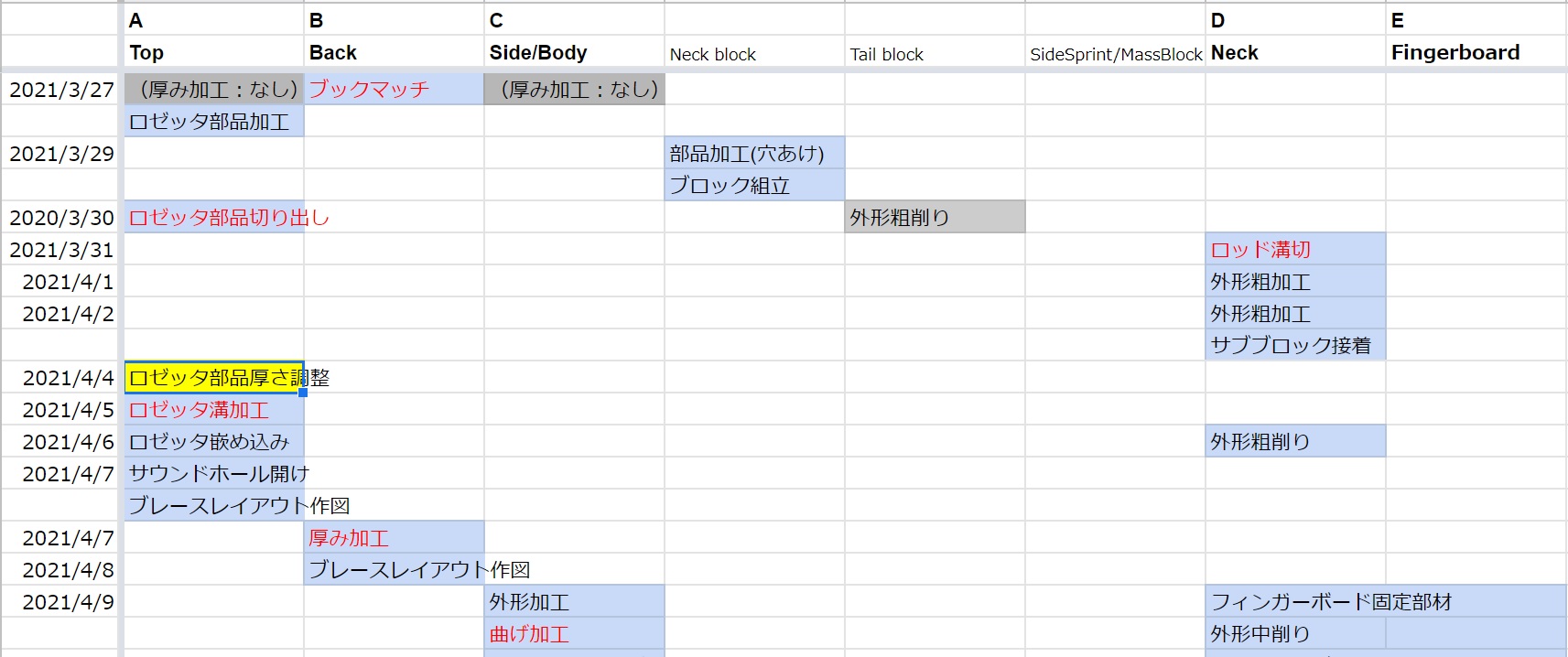
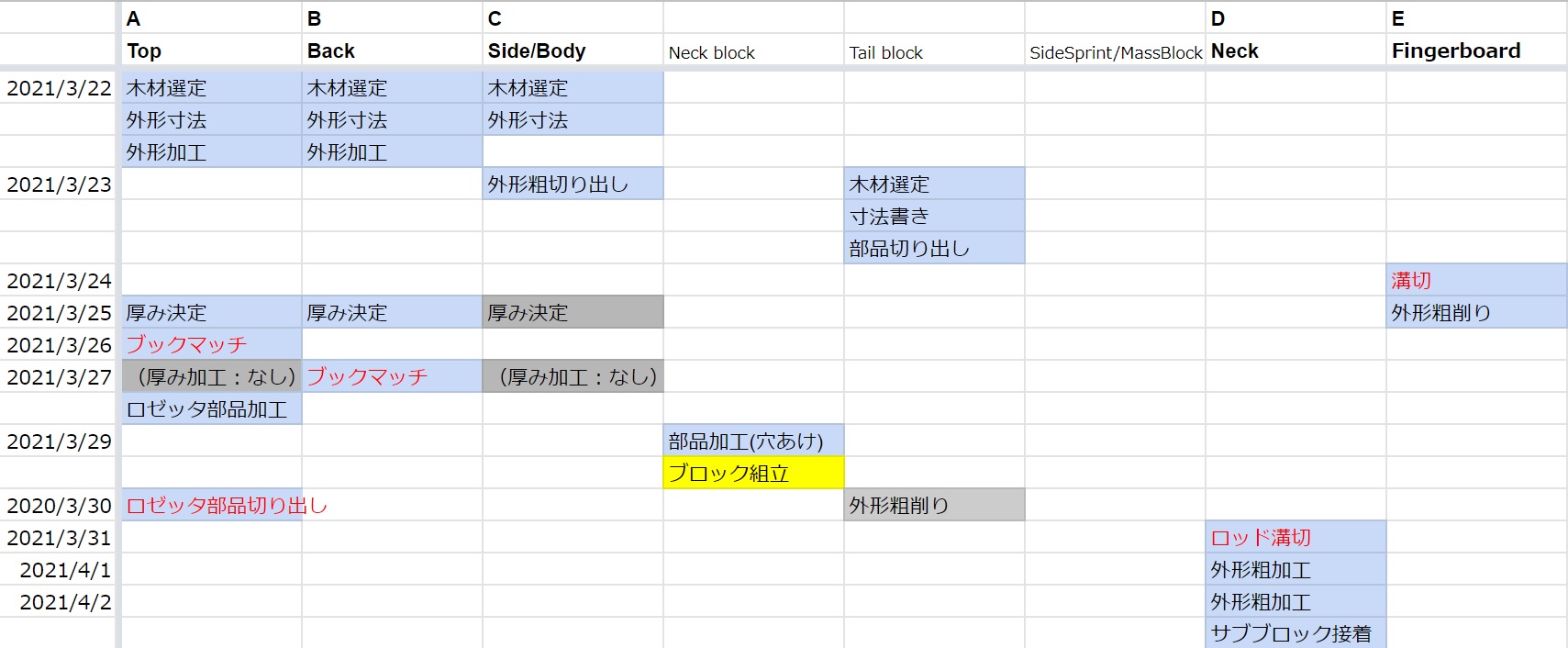
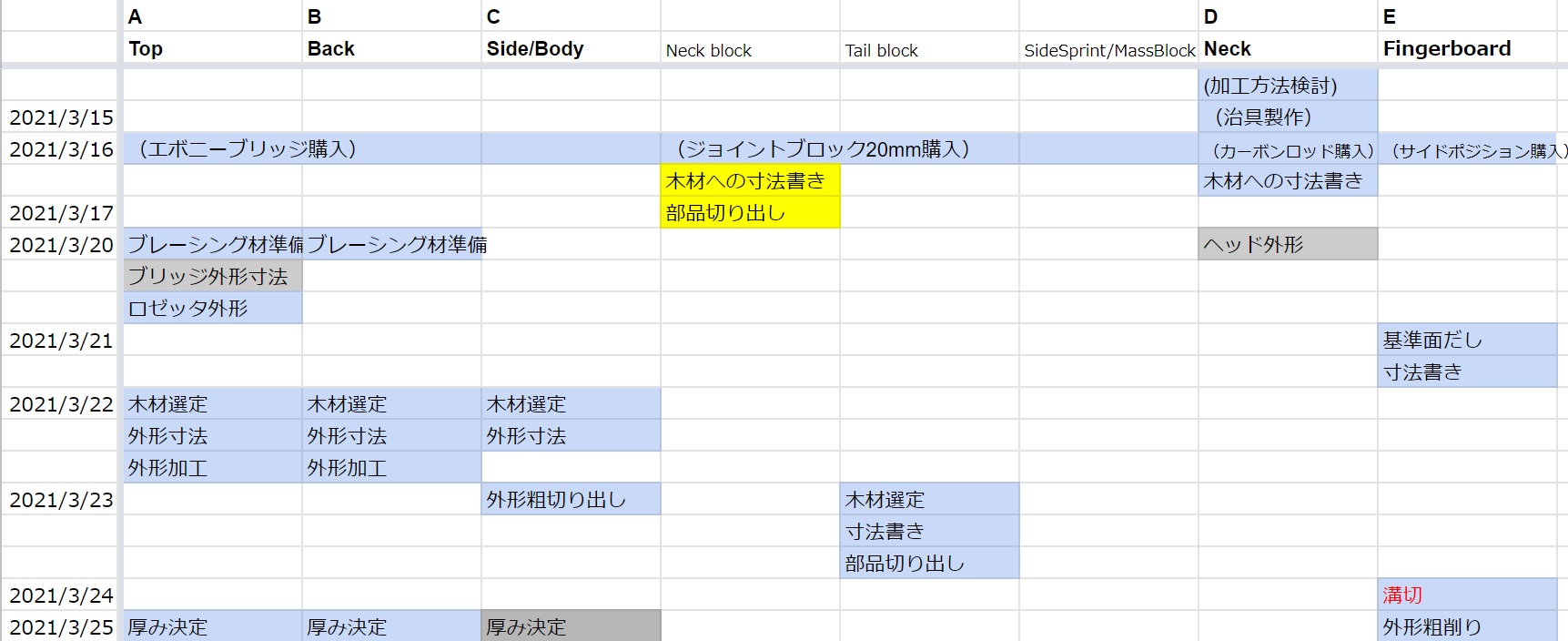
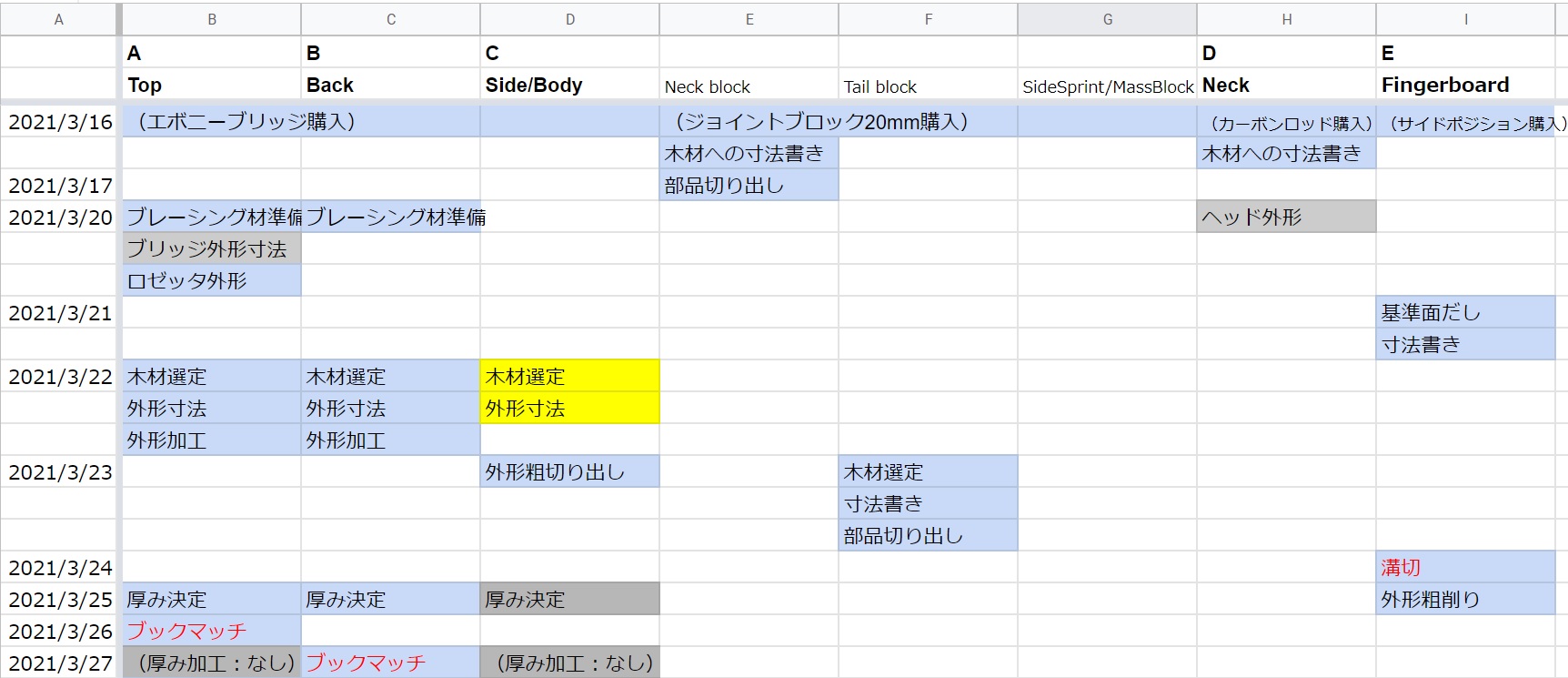
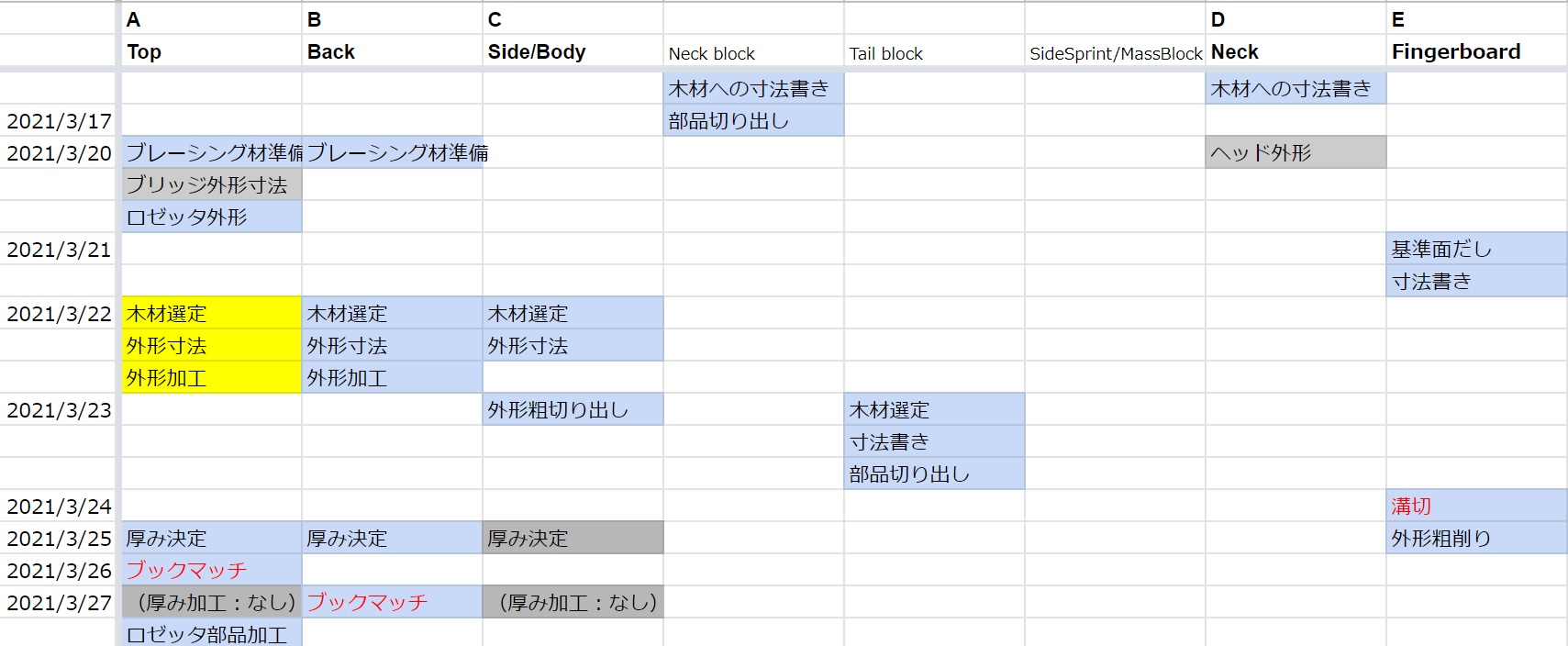
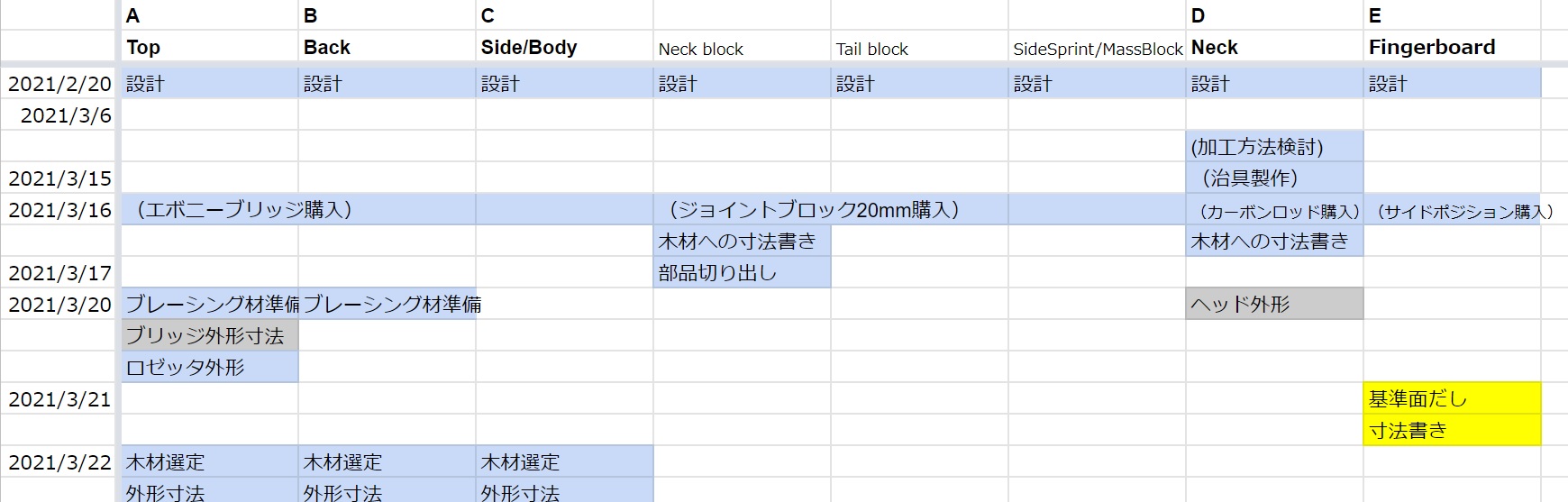
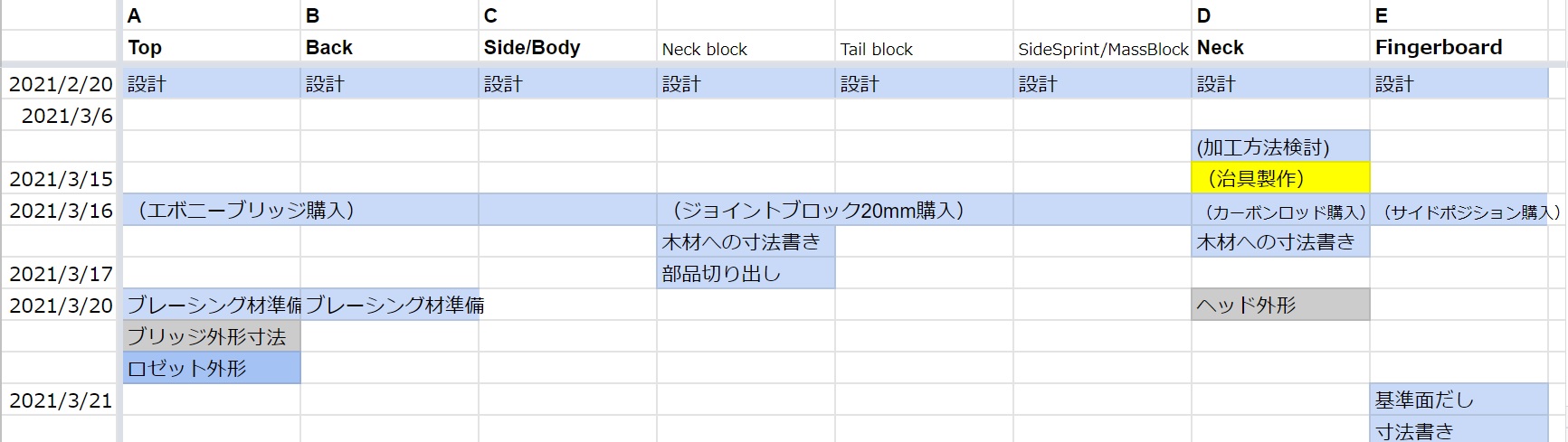
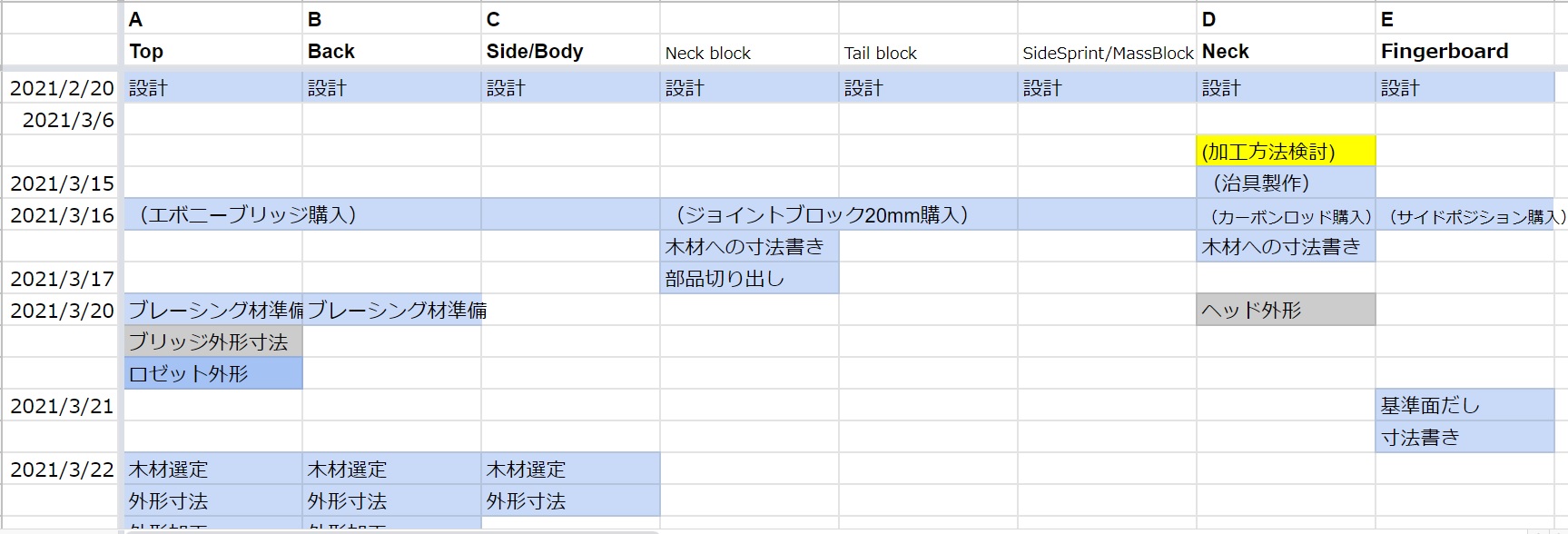
オリジナルギター2 製作開始 [original guitar2]

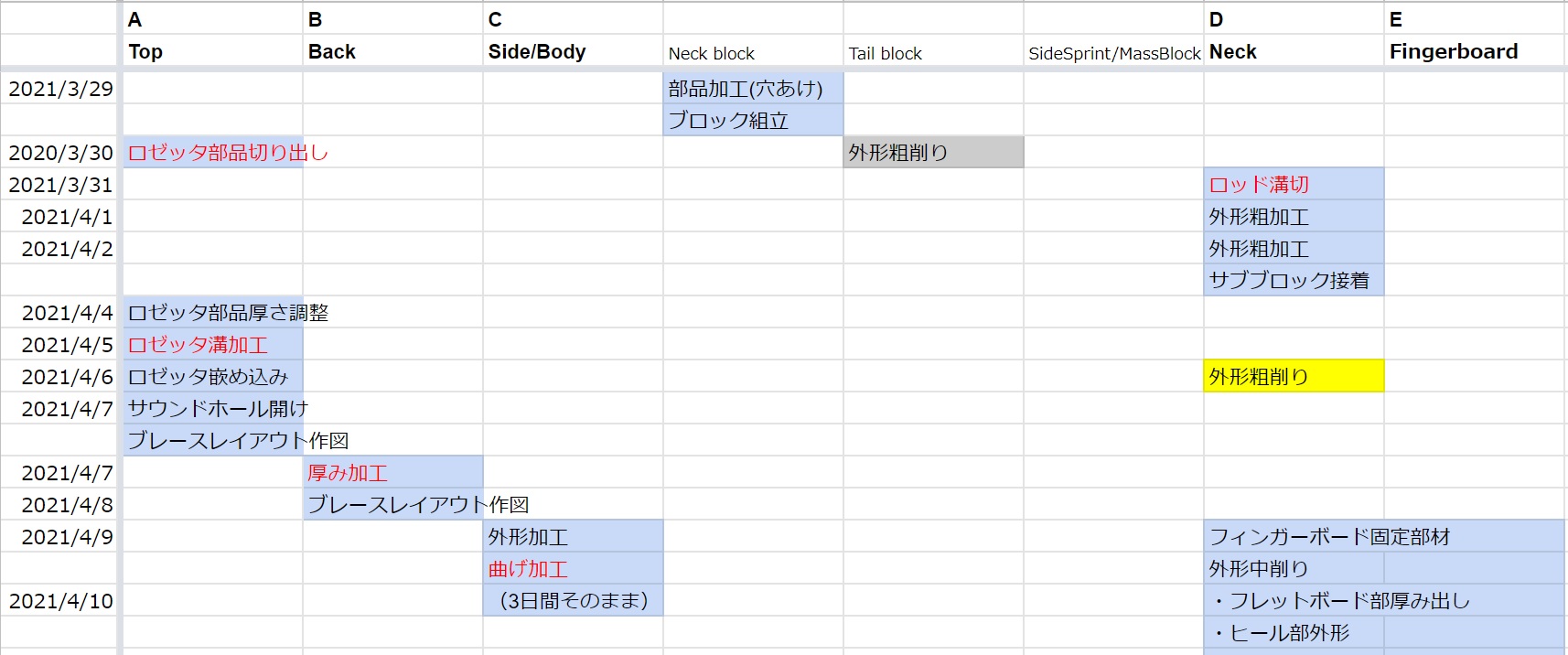
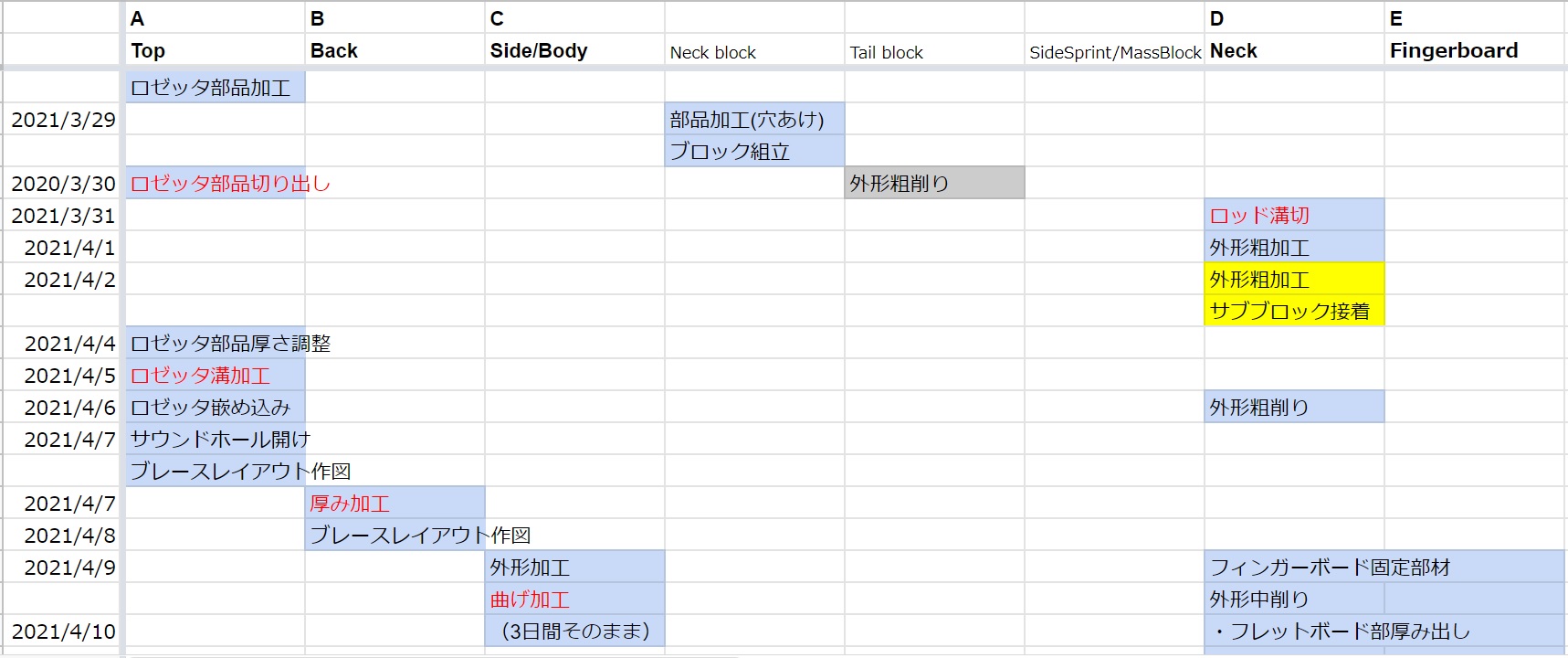
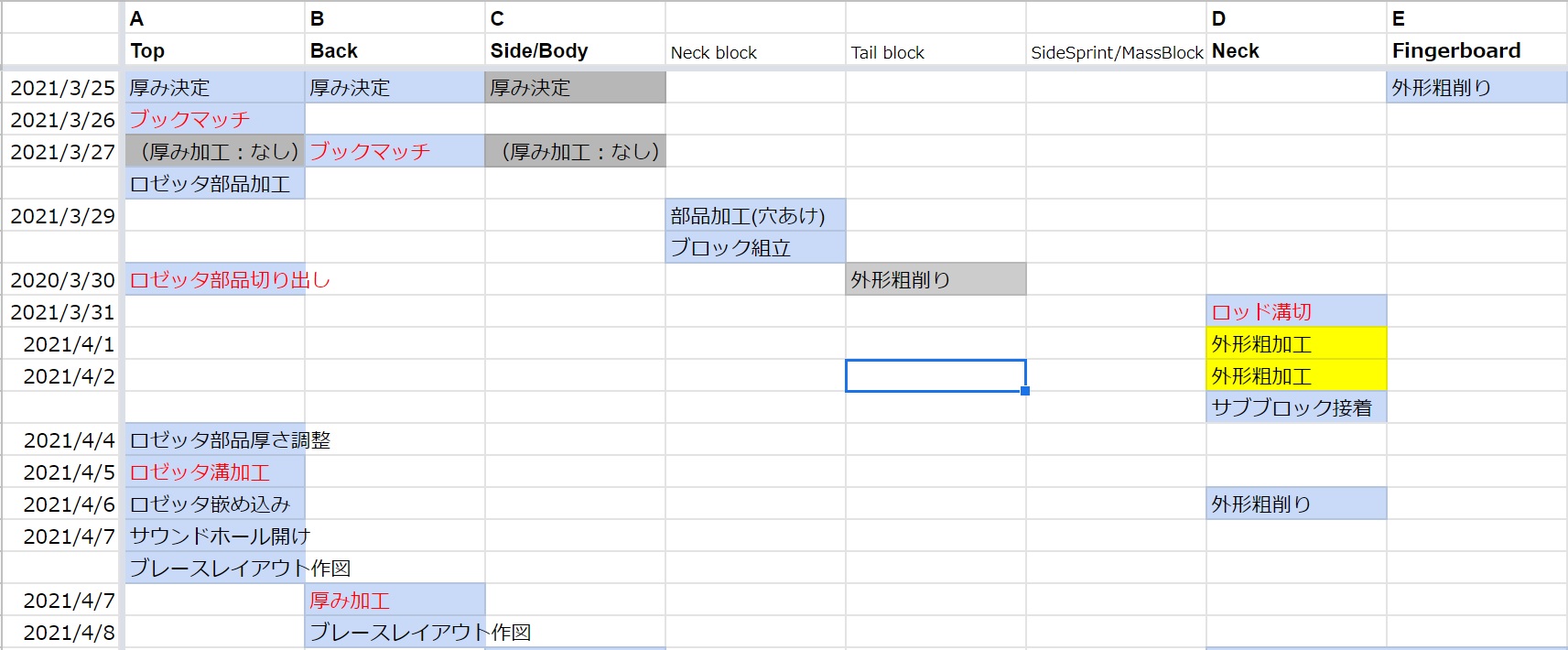
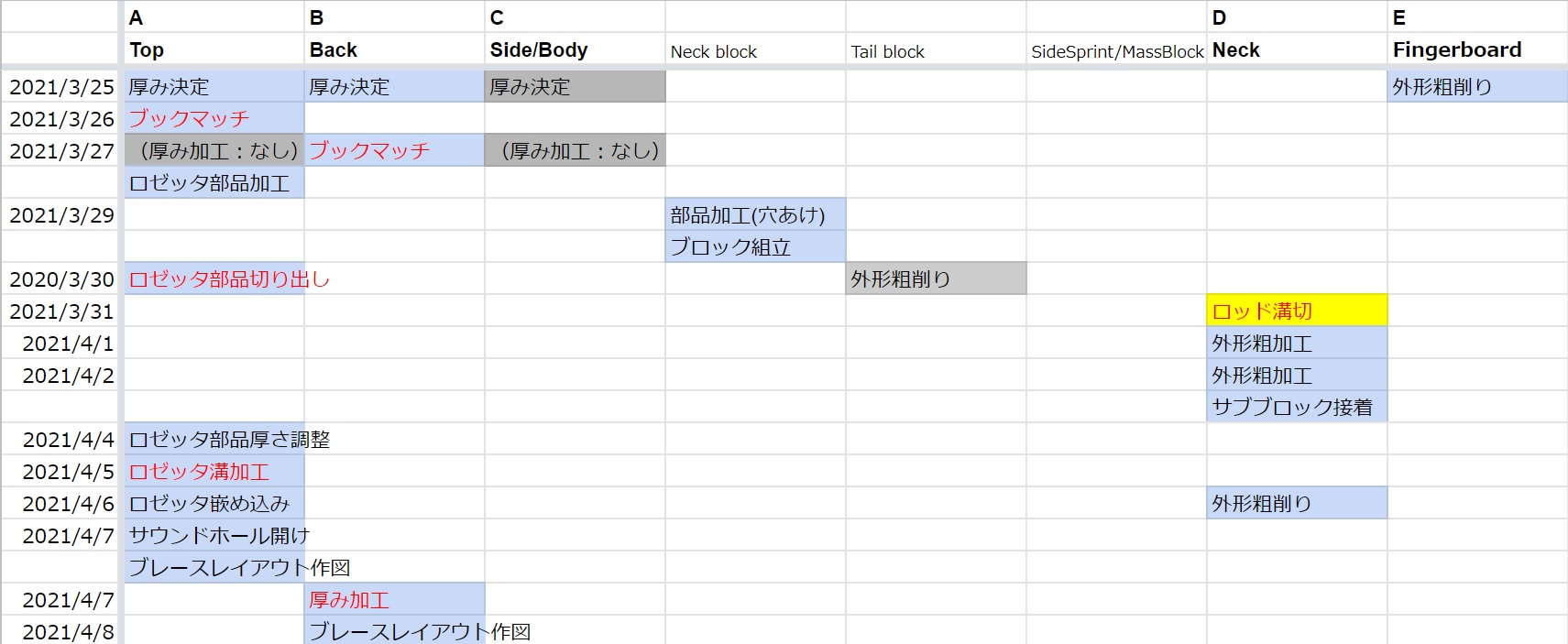
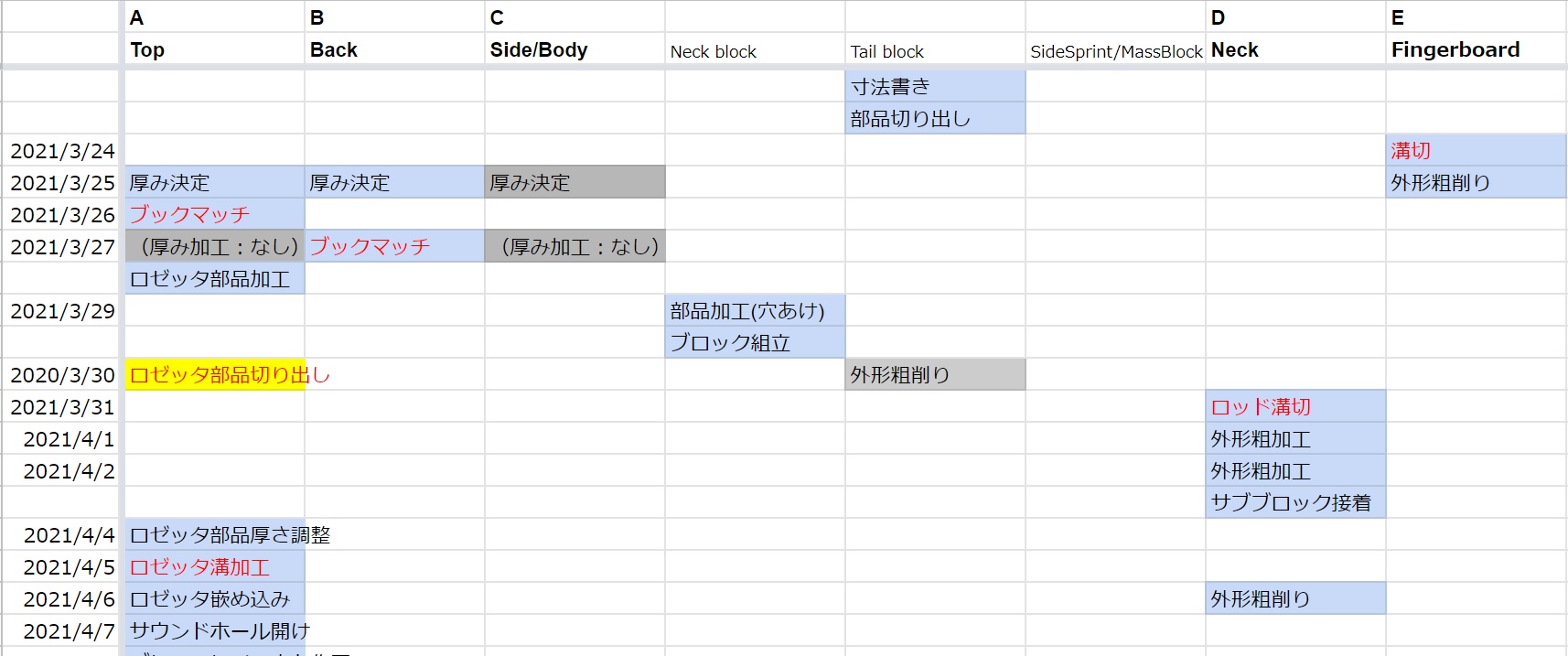
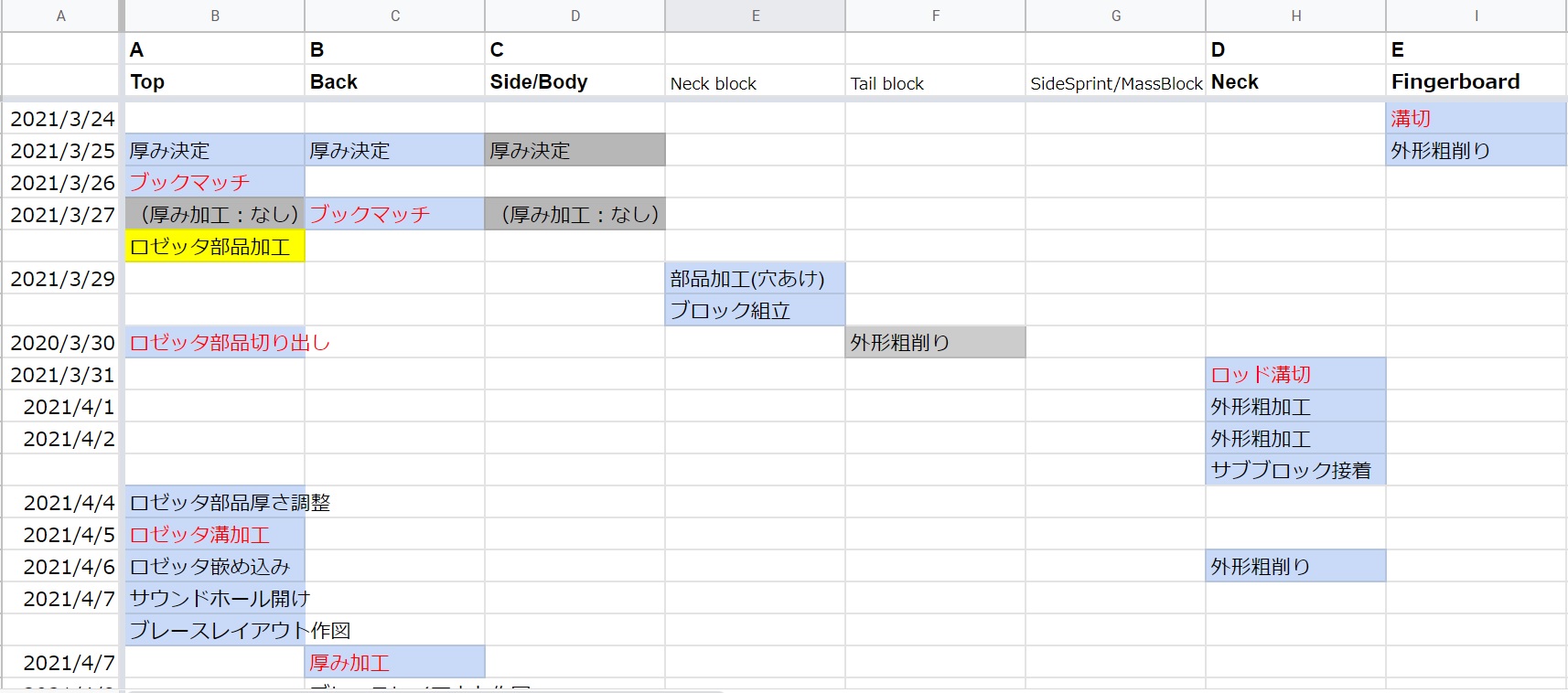
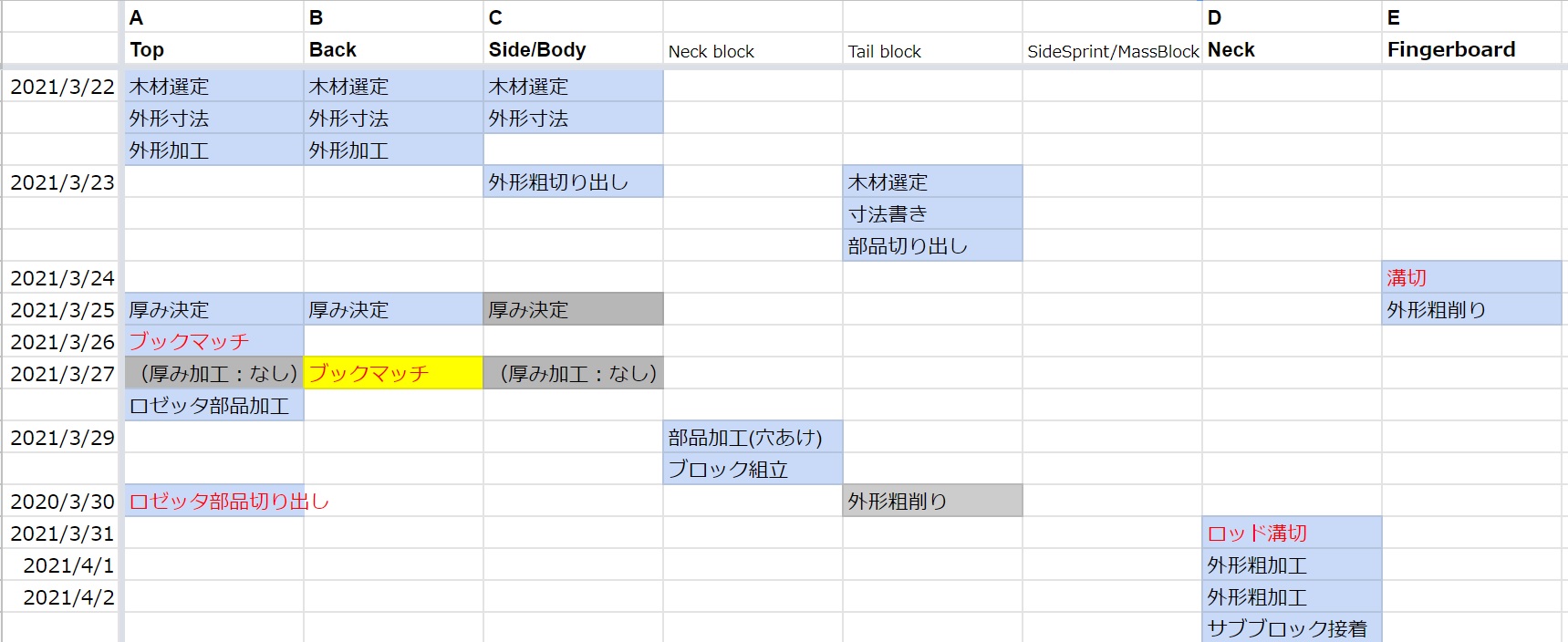
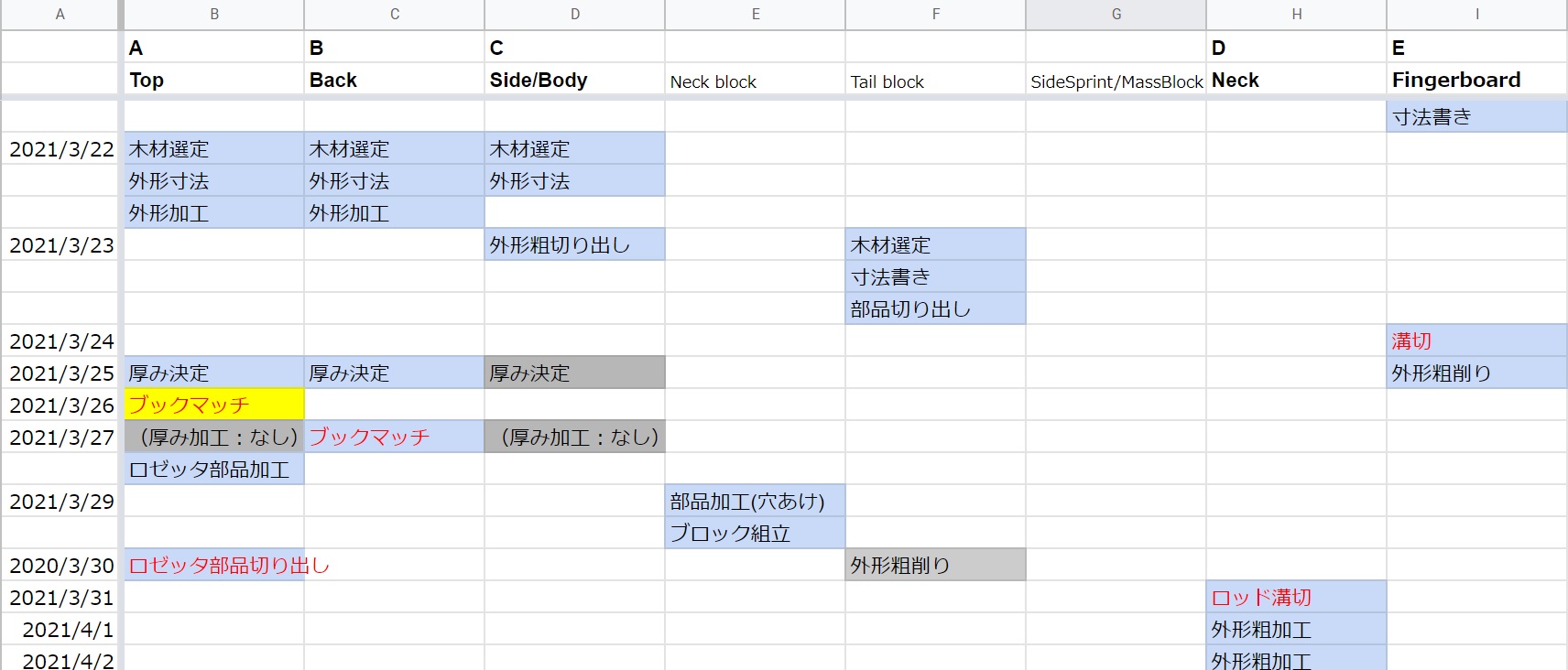
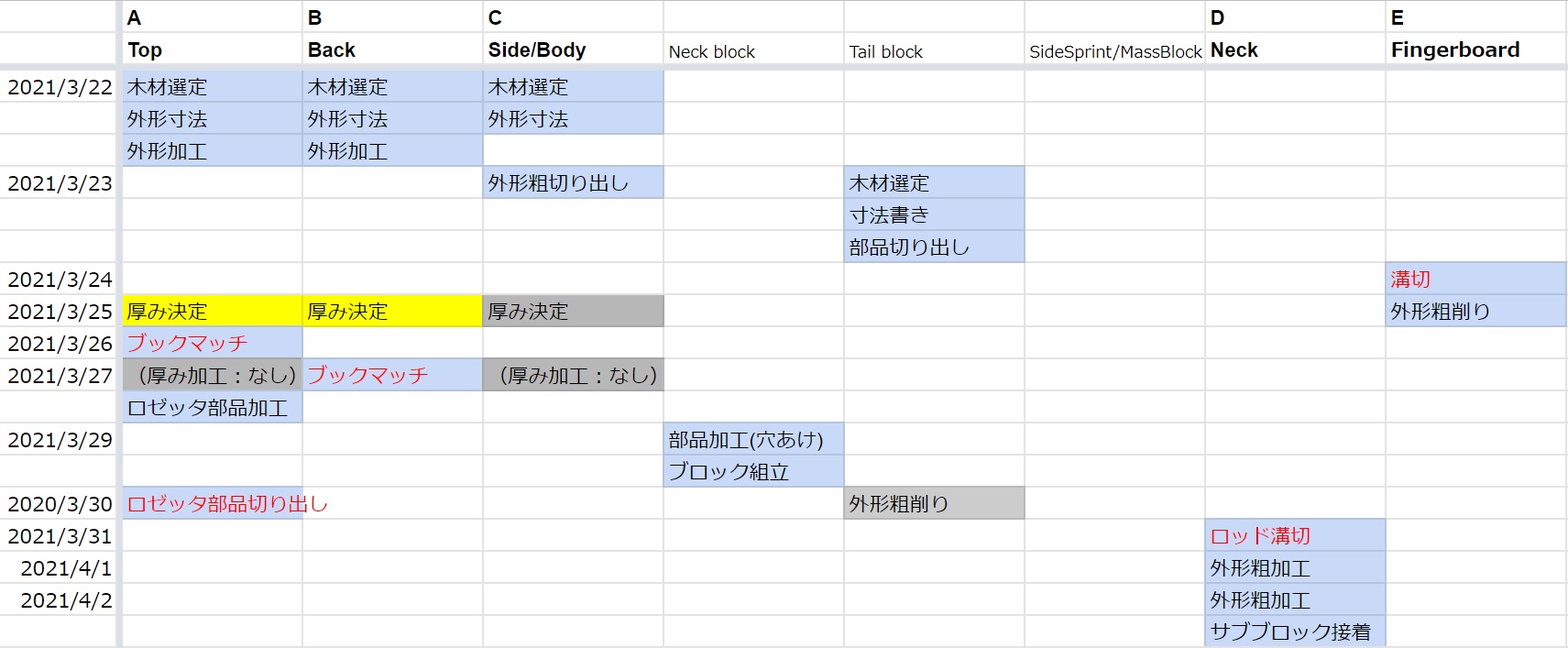
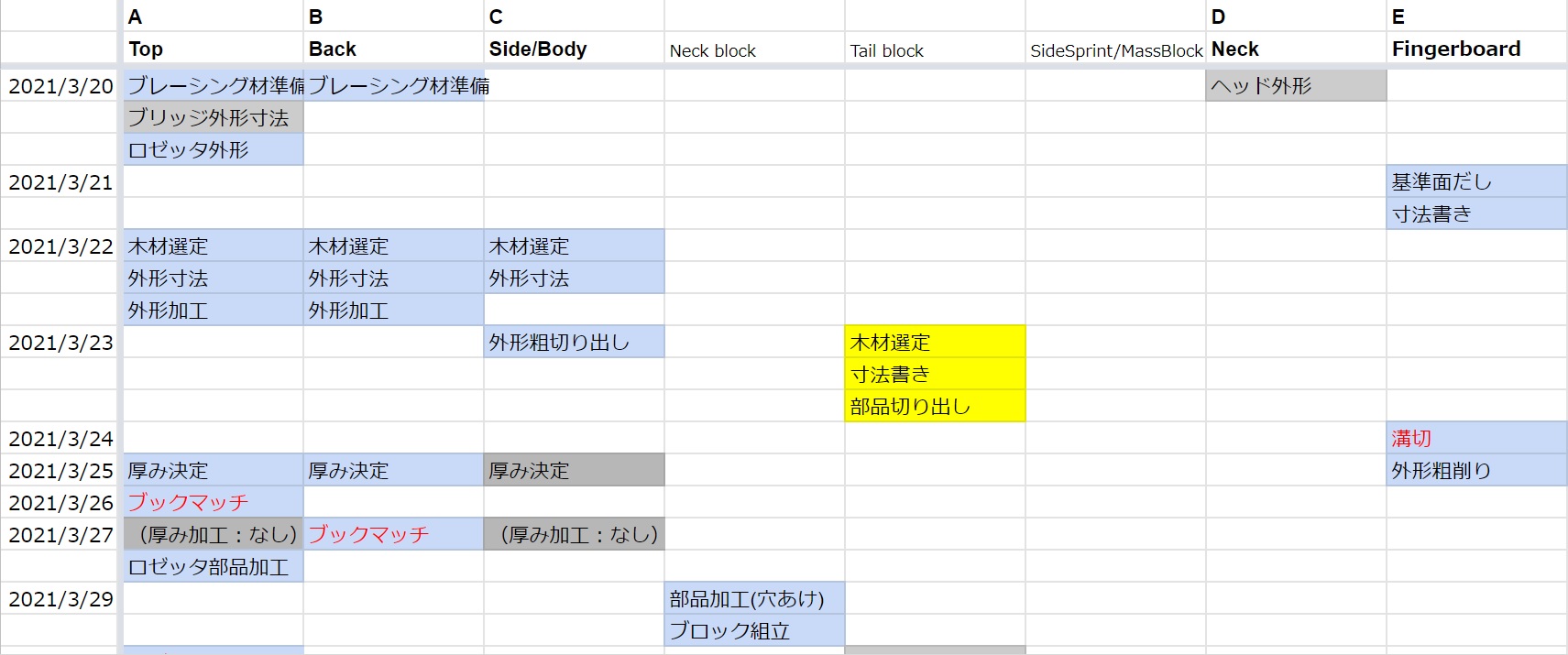
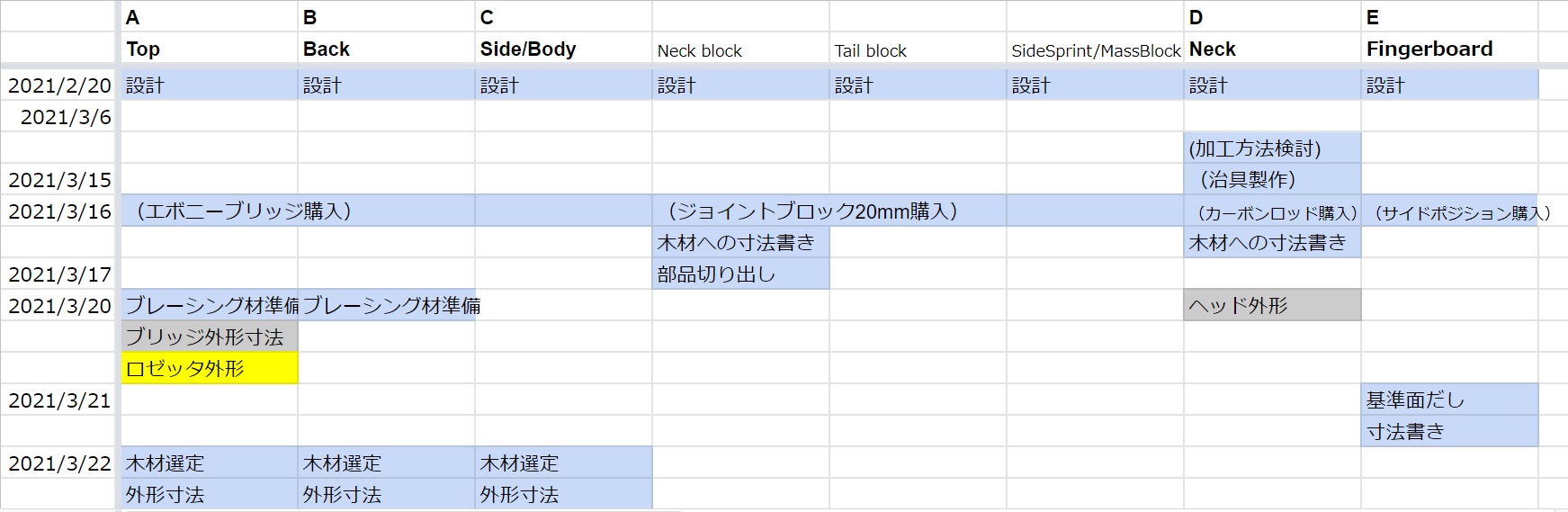
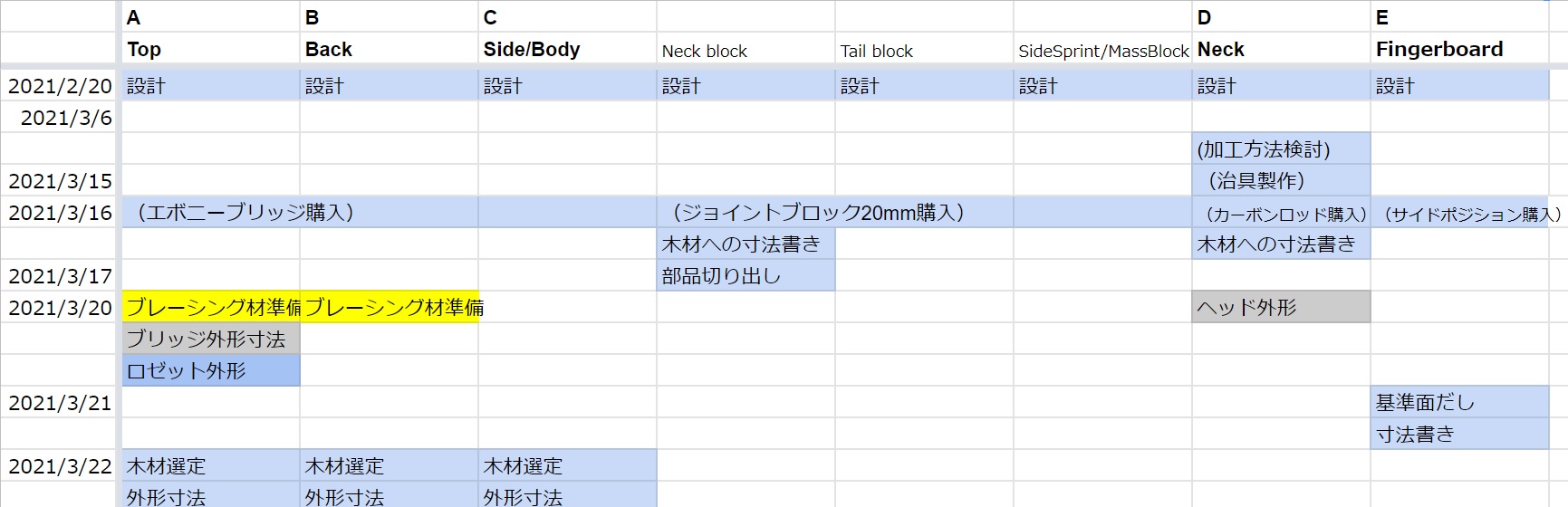
オリジナルギター2の製作に入ります。構想、設計図作成と進めてきたことを具体化します。現在位置は、薄黄色で示します。製作手順として、日記 で書いたように、ギターを
A. Top
B. Back
C. Side/Body
D. Neck
E. Fingerboard
に分けて並行して進めます。
記事題名としては「オリジナルギター2-X-n」となり、XはA,B,C,D.Eのいずれかを、nは記事の順番を示します。
何故こうするかというと、例えば、Neckblockの穴開けが終了していないとまだSideに接着できないとか相互の進度を確認しながら全体を進めていくということです。組み立てや加工方法は十人十色ですから、こうでなければならないということはありません。だけど、「これが終わってなければ、これはできない。」とか、「こちらを先に進めておいた方が後で加工が楽だ。」とかが分かり、考えながら進めることができます。
組立と並行して、Voicing についても、進めていきます。
オリジナルギター2 材料費と不足部品の購入 [original guitar2]
構想、設計図作成が終え、これから製作になるわけですが、不足部品の購入と構想時の材料費を出しておこうと思います。
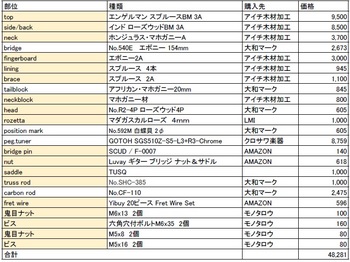
オリジナルギター1の費用より20,000円ほど上がっているのは、トーンウッドとペグチューナーを良いものにしたためです。
不足部品があったので、大和マークで購入しました。
商品名: 【お買い得 3枚/パック】 ジョイントブロック アフリカン・マホガニー20mm
単価: ¥ 2,398
テールブロックが不足していたので3個購入しました。ネックブロックの部品としても使用します。
商品名: カーボンネックロッド No.CF-110 630X9.5X3.2厚mm
単価: ¥ 2,475
2つに切ってトラスロッドの両脇にアウトリガーとして埋め込みます。
商品名: サイドポジション No.592M 白蝶貝 2φ
単価: ¥ 605
12個セットなので2台分あります。
商品名: ブリッジ No.540E エボニー 長さ154mm オーバーサイズ
単価: ¥ 2,673
エボニーを購入しましたが、最終的には重さを軽くしたかったので、ローズウッドにしています。手間を省くために、サドル溝、ブリッジピン穴が出来上がりの物から加工しています。
-------------------------------------------------
小 計 ¥ 8,151(うち消費税 ¥ 741)
手数料 ¥ 0
送 料 ¥ 770
===========================
合 計 ¥ 8,921
ペグチューナーは、楽天市場のクロサワ楽器 GOTOH SGS510Z-S5-L3+R3-Chrome にする予定です。受注生産品なので納期がかかるため、少し早めに注文しておく必要がありますが、まだ購入しません。気が変わるかもしれないので。

オリジナルギター1の費用より20,000円ほど上がっているのは、トーンウッドとペグチューナーを良いものにしたためです。
不足部品があったので、大和マークで購入しました。
商品名: 【お買い得 3枚/パック】 ジョイントブロック アフリカン・マホガニー20mm
単価: ¥ 2,398
テールブロックが不足していたので3個購入しました。ネックブロックの部品としても使用します。
商品名: カーボンネックロッド No.CF-110 630X9.5X3.2厚mm
単価: ¥ 2,475
2つに切ってトラスロッドの両脇にアウトリガーとして埋め込みます。
商品名: サイドポジション No.592M 白蝶貝 2φ
単価: ¥ 605
12個セットなので2台分あります。
商品名: ブリッジ No.540E エボニー 長さ154mm オーバーサイズ
単価: ¥ 2,673
エボニーを購入しましたが、最終的には重さを軽くしたかったので、ローズウッドにしています。手間を省くために、サドル溝、ブリッジピン穴が出来上がりの物から加工しています。
-------------------------------------------------
小 計 ¥ 8,151(うち消費税 ¥ 741)
手数料 ¥ 0
送 料 ¥ 770
===========================
合 計 ¥ 8,921
ペグチューナーは、楽天市場のクロサワ楽器 GOTOH SGS510Z-S5-L3+R3-Chrome にする予定です。受注生産品なので納期がかかるため、少し早めに注文しておく必要がありますが、まだ購入しません。気が変わるかもしれないので。
Somogyi Guitarの周波数分析 [theories]

ピアノトーンといわれる低音の締まった音が有名なErvin Somogyiのギターですが、どのような周波数スペクトルなのだろうかという興味がありました。まさか楽器屋に行ってタップトーンを録るわけにもいかずにいたのですが、YoutubeにSomogyi自身が自分の完成間近のギターのタッピングをしている動画があったので、これをSpectroidで6:00あたりの動画で数タップ分をスピーカーからの音を周波数分析してみました。
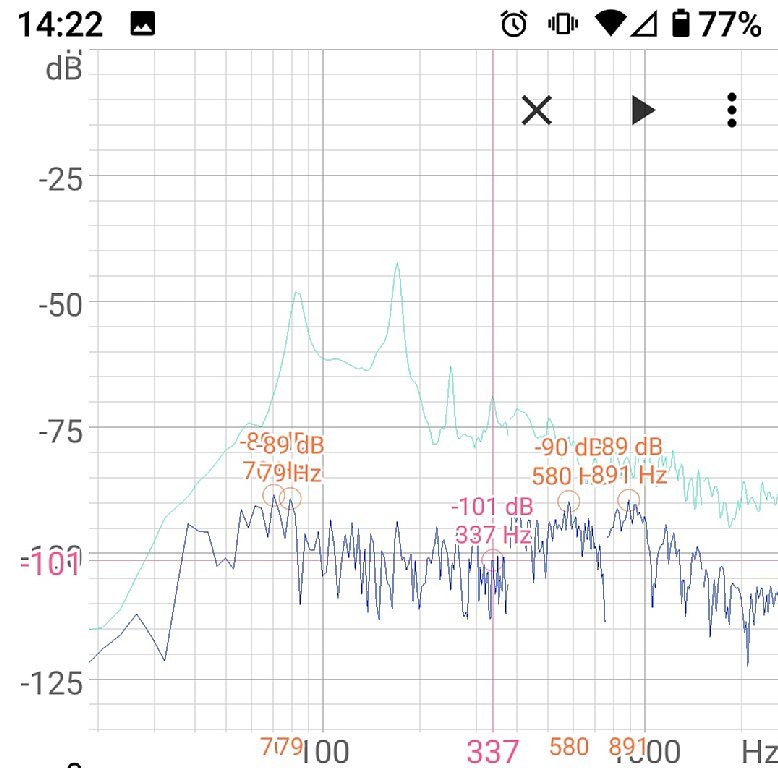
Modified-D typeと仮定すると、
ヘルムホルツ 83Hz
トップモノポール 170Hz
バックモノポール 249Hz
ロングダイポール 337Hz
クロスダイポール 393Hz
クロストリポール 500Hz
ではないかと思います。
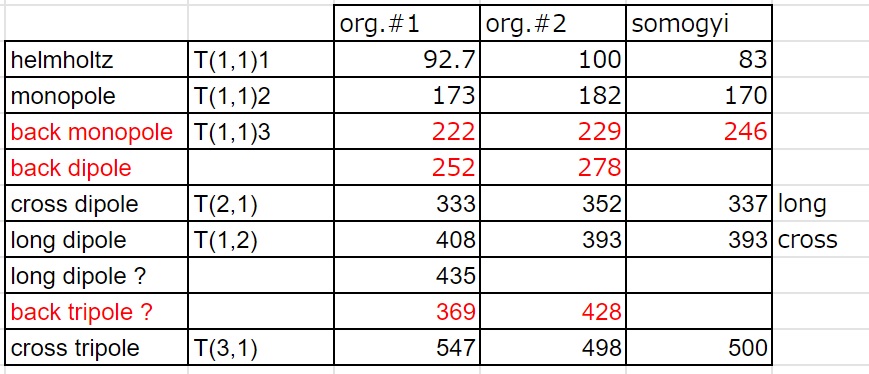
オリジナルギター#1,#2との比較です。うーむ、やはりヘルムホルツ周波数が結構低い。トップモノポールもかなり低い。この2つが低音域をカバーしているので、あの音がでているんだ思います。
バックモノポール周波数がトップモノポールより、7半音高く設定されている。それからボディが厚いですね。ボディの容積があるので、ヘルムホルツが低くできている。
Youtubeを見直すとModified-D typeではなく、OM Typeかもしれない。
次のギターの参考にします。
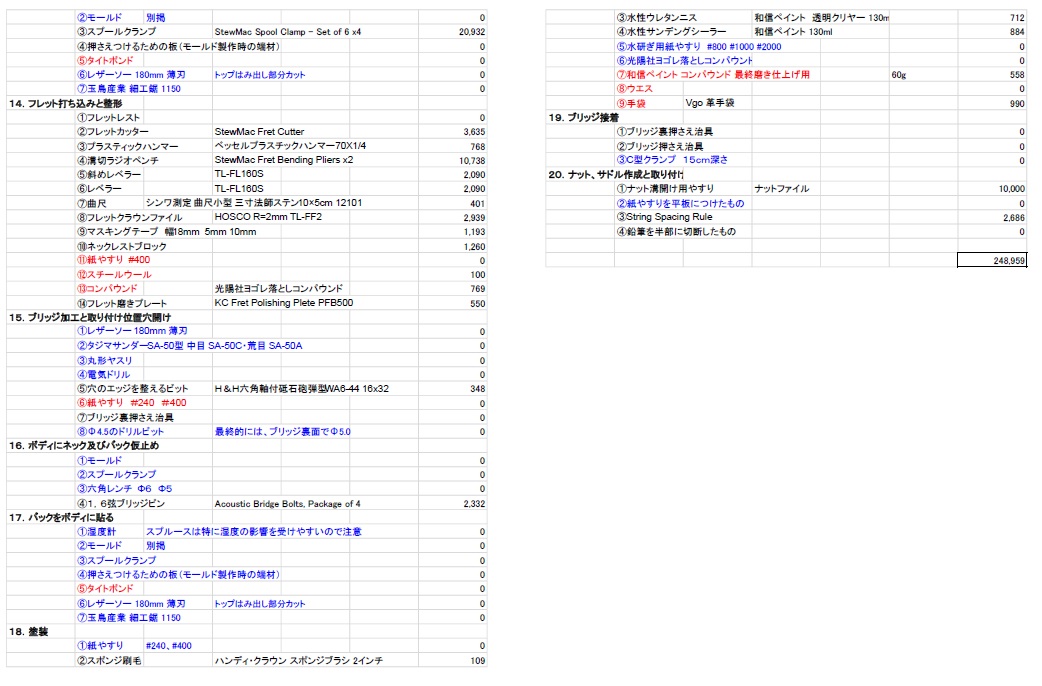
工具・治具21 まとめ:工具を揃える費用 [tools/jigs]
電動工具、消耗品、20工程に分けて使用する工具・治具を整理してみました。
今まで買った工具のうちで特におすすめの物ベスト3を載せておきます。
1.シントー のこヤスリ L E2101
通常のヤスリの10倍以上速く整形できます。ネック用カンナもありますが、断然これが速いです。
2.String Spacing Rule
間隔が徐々に狭くなるようにピッチが決められていて、合わせるだけで最適な間隔が決まる便利な工具です。
3.玉鳥産業 細工鋸 1150
刃の厚さが0.3mmでやわらかく曲がるので、カーブを切るのに便利です。糸ノコも購入しましたが、切り痕が安定していないので使っていません。
以上の3つはギター製作には欠かせないものだと思います。
さて、載せ忘れたものは後で追加していくとして、いったい幾らぐらいするかというのに興味がいきます。
で、今買うとどの程度の費用が掛かるかを出してみました。
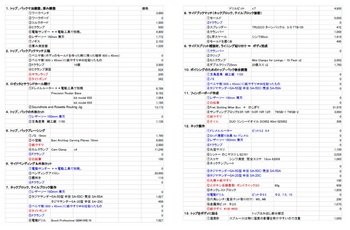
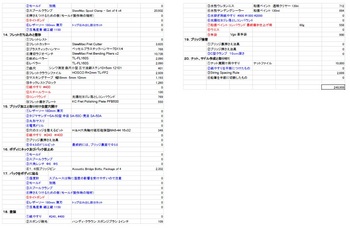
治具を作った工数、加工代等は含まれていません。総額は、約25万円でした。これでも電動工具は最低限の物しか使っていません。
短期間ですべてを揃えたわけではありませんが、かなりかかっています。
高価なものベスト5を上げると
Fret Slotting Miter Box with Japanese Fret Saw 31,578
Bending Iron 30,893
Spool Clamp - Set of 6 x4 20,932
Soundhole and Rosette Routing Jig 13,173
Cam Clampx4 11,248
すべてStewMac製です。どれもなかなか外せない物で、ギター製作に特化した治工具はお金がかかるということです。
25万円のギターを購入したほうが良いような気もしますが、それは言わない約束です。
今まで買った工具のうちで特におすすめの物ベスト3を載せておきます。
1.シントー のこヤスリ L E2101
通常のヤスリの10倍以上速く整形できます。ネック用カンナもありますが、断然これが速いです。
2.String Spacing Rule
間隔が徐々に狭くなるようにピッチが決められていて、合わせるだけで最適な間隔が決まる便利な工具です。
3.玉鳥産業 細工鋸 1150
刃の厚さが0.3mmでやわらかく曲がるので、カーブを切るのに便利です。糸ノコも購入しましたが、切り痕が安定していないので使っていません。
以上の3つはギター製作には欠かせないものだと思います。
さて、載せ忘れたものは後で追加していくとして、いったい幾らぐらいするかというのに興味がいきます。
で、今買うとどの程度の費用が掛かるかを出してみました。

治具を作った工数、加工代等は含まれていません。総額は、約25万円でした。これでも電動工具は最低限の物しか使っていません。
短期間ですべてを揃えたわけではありませんが、かなりかかっています。
高価なものベスト5を上げると
Fret Slotting Miter Box with Japanese Fret Saw 31,578
Bending Iron 30,893
Spool Clamp - Set of 6 x4 20,932
Soundhole and Rosette Routing Jig 13,173
Cam Clampx4 11,248
すべてStewMac製です。どれもなかなか外せない物で、ギター製作に特化した治工具はお金がかかるということです。
25万円のギターを購入したほうが良いような気もしますが、それは言わない約束です。



