オーディオスペクトラムアナライザ Spectroid [voicing]
音響測定解析ツールの紹介の途中ですが、より簡単に共振周波数の解析ができるツールを紹介します。今紹介しているツールは、マイク、オーディオインターフェース、ヘッドフォン等を揃えると3万くらいはかかります。
何も出費をせずに周波数を測定するツールを紹介します。
SpectroidというAndroidスマホのアプリです。広告なしの無料です。
iphoneも同じようなものがあると思います。50Hzから1kHz位が見られるように周波数範囲を設定します。
マイクから入ってくる音をリアルタイムでフーリエ変換して、周波数に変換してくれます。
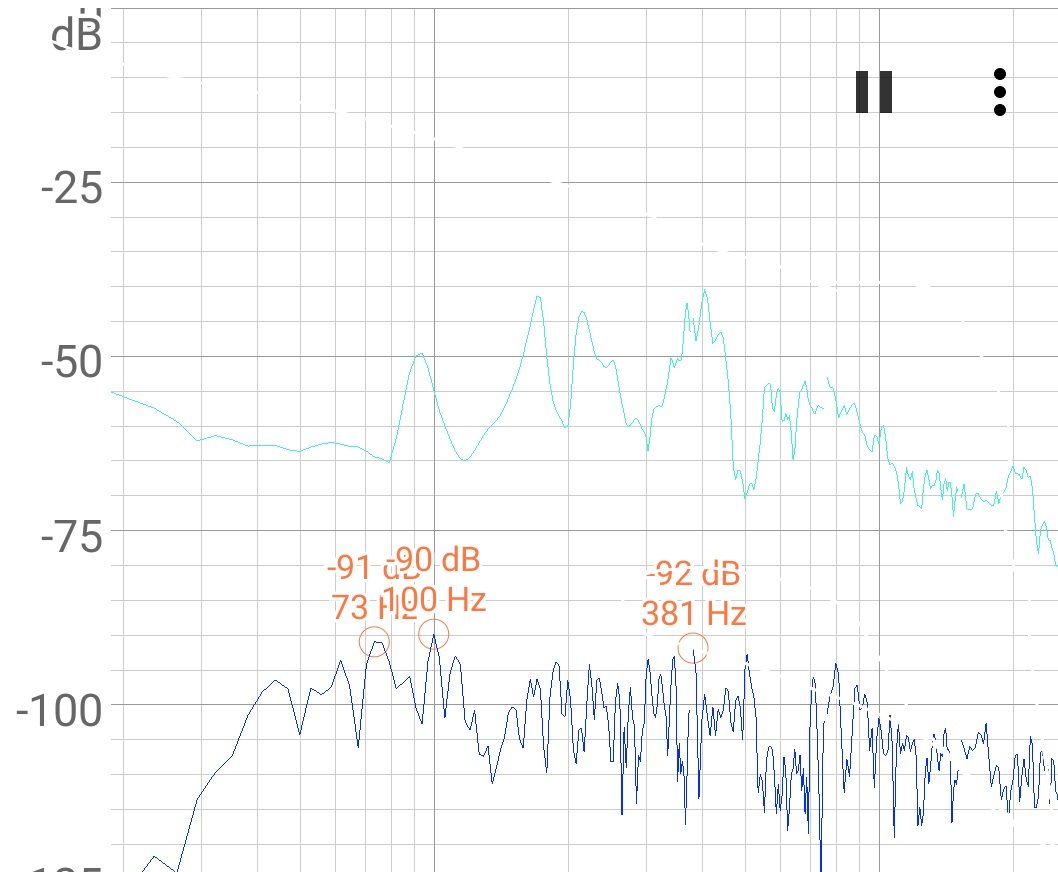
デフォルトでMaxHoldしてくれるので最大値が赤線(ネガ反転しているので青緑)で残ります。menuから “Reset max hold” で、グラフの赤線がリセットされます。
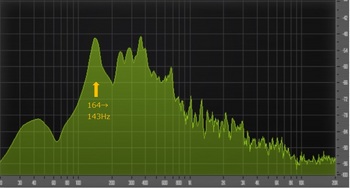
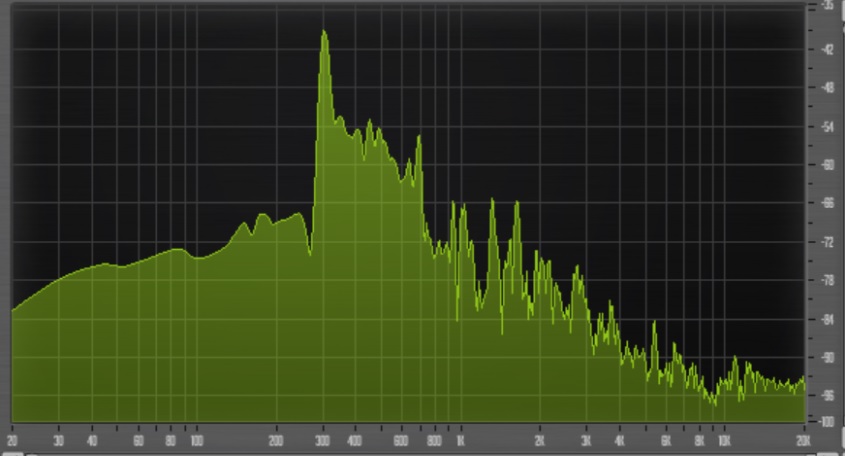
上の図(見にくかったのでネガ反転しています。)は、オリジナルギター1の周波数特性です。結構正確に測定できています。
マイクの周波数特性によって周波数ごとのゲインは異なるので、ゲインの値はあまり信用できませんが、周波数は簡易的に測れると思います。
いろいろなところ を叩けば、最大値を残してくれるので、ギター全体の共振周波数が測定できます。
オリジナルギター1で行ったボイシングはこれだけでもできそうです。
音響測定解析ツール2 [voicing]
Cubase AI インストールとUR12基本動作確認
1.Steinberg ID の作成
https://japan.steinberg.net/jp/home.html
(右上の人の上半身が出てこなければ、何度か「Steinberg 」を読み直してください。)
MySteinberg(右上の人マーク)より
メールアドレス xxxxxxx@yyyyyyyyyyy
パスワード xxxxxxxx
を作成しID登録する。
2.上記URLより、MySteinberg からログイン
「eLicensor/ソフトウェアの登録」
・ダウンロードアクセスコード: XXXXX XXXXX XXXXX XXXXX XXXXXの入力
(コードは、ハードウエアについてきます。)
・UR12のシリアルNo. : XXXXXXXXX
→UR12 USB Audio Interface の登録が完了しました。
→アクティベーションコード Cubase AI 10
XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX
3.Cubase AI 10 Windows版インストーラのダウンロード
Steinberg_Download_Assistant_1.15.2_Installer_win 108MBをダウンロードする。
4.USB Driverのインストール
CDからUSBドライバーをインストール
5.ソフトウェアをインストール
①Steinberg_Download_Assistant_1.15.2_Installer_win 108MB をインストール後、起動。
②Steinberg_Download_Assistant 画面より、Cubase AI 10 を選択して 右画面よりダウンロード
15GBあるので、1Mbpsでは40時間(10Mbpsでも4時間)近くかかるので注意。
③以下のURLに
・Steinberg日本語サイト ダウンロードページ
https://japan.steinberg.net/jp/support/downloads/
アクセス後、
・「ソフトウェア」欄にて「Cubase 10」を選択
・表示画面にて「CUBASE ELEMENTS / CUBASE AI / CUBASE LE」のアップデータをダウンロード
Cubase Elements / AI / LE 10.0.30 · Update · 415 MB
・ダウンロードしたアップデータをインストール
一番上のモジュールの[再インストール]を行う。
6.Cubase AI 10のアクティベーション
①eLicenser Control Center ダウンロード
https://japan.steinberg.net/jp/support/downloads/elcc.html
eLicenser Control Center (eLCC) ソフトウェアを起動します。緑色の「アクティベーションコードの入力」ボタンを押し、コードを入力してください。正しいコードが入力されれば、自動的に該当する製品のライセンスが表示されます。
②eLicenser Control Centerを起動
アクティベーションを行う。
③ライセンスの確認
「ライセンス」欄に、Cubase AI 10が鍵のアイコン付きで表示されている
④eLicenser Control Centerを閉じる。
7.動作確認
①UR12をホストPCに接続する。
・POWER SOURCE をUSB2.0に
・+48VをOFFに
⇒ パネルのUSB LED が白く点灯 (未接続は、点滅する)
②USB Driverの確認
③コントロールパネル(または、タスクバーのスピーカーを右クリック)→サウンド(再生タグ)→「ライン」に接続を確認→右クリックで「テスト」⇒テスト音を確認。
④マイクの確認
【Cubase AI 10シリーズ】URシリーズに付属のCubase AIで録音する方法は? に、マイク~ヘッドホーンモニターまでを確認方法が丁寧に載っています。
以上で確認終了。
1.Steinberg ID の作成
https://japan.steinberg.net/jp/home.html
(右上の人の上半身が出てこなければ、何度か「Steinberg 」を読み直してください。)
MySteinberg(右上の人マーク)より
メールアドレス xxxxxxx@yyyyyyyyyyy
パスワード xxxxxxxx
を作成しID登録する。
2.上記URLより、MySteinberg からログイン
「eLicensor/ソフトウェアの登録」
・ダウンロードアクセスコード: XXXXX XXXXX XXXXX XXXXX XXXXXの入力
(コードは、ハードウエアについてきます。)
・UR12のシリアルNo. : XXXXXXXXX
→UR12 USB Audio Interface の登録が完了しました。
→アクティベーションコード Cubase AI 10
XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX
3.Cubase AI 10 Windows版インストーラのダウンロード
Steinberg_Download_Assistant_1.15.2_Installer_win 108MBをダウンロードする。
4.USB Driverのインストール
CDからUSBドライバーをインストール
5.ソフトウェアをインストール
①Steinberg_Download_Assistant_1.15.2_Installer_win 108MB をインストール後、起動。
②Steinberg_Download_Assistant 画面より、Cubase AI 10 を選択して 右画面よりダウンロード
15GBあるので、1Mbpsでは40時間(10Mbpsでも4時間)近くかかるので注意。
③以下のURLに
・Steinberg日本語サイト ダウンロードページ
https://japan.steinberg.net/jp/support/downloads/
アクセス後、
・「ソフトウェア」欄にて「Cubase 10」を選択
・表示画面にて「CUBASE ELEMENTS / CUBASE AI / CUBASE LE」のアップデータをダウンロード
Cubase Elements / AI / LE 10.0.30 · Update · 415 MB
・ダウンロードしたアップデータをインストール
一番上のモジュールの[再インストール]を行う。
6.Cubase AI 10のアクティベーション
①eLicenser Control Center ダウンロード
https://japan.steinberg.net/jp/support/downloads/elcc.html
eLicenser Control Center (eLCC) ソフトウェアを起動します。緑色の「アクティベーションコードの入力」ボタンを押し、コードを入力してください。正しいコードが入力されれば、自動的に該当する製品のライセンスが表示されます。
②eLicenser Control Centerを起動
アクティベーションを行う。
③ライセンスの確認
「ライセンス」欄に、Cubase AI 10が鍵のアイコン付きで表示されている
④eLicenser Control Centerを閉じる。
7.動作確認
①UR12をホストPCに接続する。
・POWER SOURCE をUSB2.0に
・+48VをOFFに
⇒ パネルのUSB LED が白く点灯 (未接続は、点滅する)
②USB Driverの確認
③コントロールパネル(または、タスクバーのスピーカーを右クリック)→サウンド(再生タグ)→「ライン」に接続を確認→右クリックで「テスト」⇒テスト音を確認。
④マイクの確認
【Cubase AI 10シリーズ】URシリーズに付属のCubase AIで録音する方法は? に、マイク~ヘッドホーンモニターまでを確認方法が丁寧に載っています。
以上で確認終了。
音響測定解析ツール1 [voicing]

ギターのトップやバックの厚みを決める段階から、周波数を測定する必要があります。そして、ボイシングでも必須です。マイクで拾った音をリアルタイムで周波数特性が確認できる最小限のシステムを紹介します。
0.PC(Windows10に沿って説明します。Appleでも構いません。)
注意点がいくつかあります。
①以下に出てくるDAWソフトCubase 10 シリーズは32ビット環境では使用できない。
②高速インターネット環境を推奨します。(15GBのファイルのダウンロードが必要になる。インストール途中でもアプリケーションや関連データ等のダウンロードが必要になる。)
DAWソフトは必要ないのですが、制御ソフトとして、これをダウンロードさせられます。15GBあるのでネットが1Mbpsだとしたら35時間、10Mbpsで3.5時間かかる計算になります。
③これは使用中の問題ですが、ソフト起動後、毎回ライセンスチェックに行きます。eLicenser Control Centerの問題でWindows10 のVersionUp毎に、ライセンスのアクティベーションができなくなりました。その都度、最新版をインストールする必要があります。
以下、推奨環境
Windows 10 (64ビット版のみ)
64ビット Intel / AMD マルチコアプロセッサー (Intel i5 以上推奨)
推奨 RAM サイズ: 8GB 以上 (最低 4 GB 以上)
ディスク空き容量: 20 GB 以上
推奨ディスプレイ解像度: 1920 x 1080 (最低 1440 x 900 以上)
Direct X 10、WDDM 1.1 に対応したグラフィックボード (Windows のみ)
OS 対応オーディオデバイス (ASIO 対応デバイス推奨)
インターネット環境: インストール、ライセンスアクティベーション、ユーザー登録等
1.オーディオインターフェース
PCのオーディオシステムとは別に、高品質のオーディオ入出力ができるBoxです。いろいろなメーカーがありますが、Steinberg UR12にしました。10,000円くらいで買えます。YAMAHAのOEMです。UR22mkIIという上位機種があり、2入力(マイク)2出力ですので、将来アコギからの録音を考えるならこちらが良いかもしれません。14,000円。
2.DAWソフトウェア CubaseAI10
DeskTopMusicに必要なDigitalAudioWorkstation用のソフトウエアです。ここでは、DTMを極めようというわけではないので、オーディオインターフェースを制御するPCアプリとして使用します。これは、オーディオインターフェースに付属しています。
2’.Voxengo SPAN plug-in
無料のPlug-inです。FFT Spectrum Analyzerです。同じ機能がCubaseにあり、必須ではありませんが、ネットで調べていると、これが良いとの評価が高かったので使用しています。
3.マイク audio-technica AT2035 16,500円
ギターから音を拾うためのマイクロフォンです。コンデンサー型の少し高性能なものが良いです。もちろん、もっと良いものでも。周波数特性が平らなものを。マイクスタンドも忘れずに。
4.ヘッドフォン audio-technica ATH-AVC200 3,000円くらい?
出力をモニターするためです。良いものに越したことはありませんが、ごく普通のものです。スピーカは、必須ではありません。
次回、「Cubase AI インストールとUR12基本動作確認」です。
ブレーシング tips-1 [voicing]
経験から得たtipsをまとめておきます。
・全体のボイシングを進めるには、まず各ブレースのサイドとの境界に当たる部分を薄くする。
・周波数変化をゆっくりするために、各ブレースの端から木材を取り除く。四角いバーの側面から木材を取り除いていく⇒断面を三角形にする。
・モノポールに影響があるXブレースを完成させて(目標周波数になって)から、別のブレースを薄くするとモノポールがさらに下がってしまうので、各ブレースを均等に削っていく。
・フィンガーブレースの端は、サイドとの境界に当たるので、モノポールに影響を与える。
・フィンガーブレースを薄くすると、クロストリポール (約500Hz)がでるようになる。
・Xブレースを削ると、モノポールとクロスダイポールに影響する。
・ロングダイポールはブレイシングやトーンバーを削ってもあまり影響されない。
・全体のボイシングを進めるには、まず各ブレースのサイドとの境界に当たる部分を薄くする。
・周波数変化をゆっくりするために、各ブレースの端から木材を取り除く。四角いバーの側面から木材を取り除いていく⇒断面を三角形にする。
・モノポールに影響があるXブレースを完成させて(目標周波数になって)から、別のブレースを薄くするとモノポールがさらに下がってしまうので、各ブレースを均等に削っていく。
・フィンガーブレースの端は、サイドとの境界に当たるので、モノポールに影響を与える。
・フィンガーブレースを薄くすると、クロストリポール (約500Hz)がでるようになる。
・Xブレースを削ると、モノポールとクロスダイポールに影響する。
・ロングダイポールはブレイシングやトーンバーを削ってもあまり影響されない。
ボイシング雑感2 どうブレースを削っていくか? [voicing]
ギターを作り始めた頃は、一つ一つの共振周波数に対応するブレースを削ることにより、合わせていけるものだと思っていました。
1台目を完成させてみて、そんな単純な話ではなく、すべてのブレースやトップ、バック、サイドまでもが影響しあっていることが身にしみてわかりました。
「何々ブレースを削って、xxダイポールを10Hz下げる」というようなことではなく、全体のバランスを見ながら、徐々にすべてのブレースを少しずつ削っていくという感じだと思います。
「モノポールをみながら、トップ全体の剛性を徐々に下げていき、ある程度あってくれば、バックを合わせて最終形を確認する。」
個別の合わせこみはむしろブレースの配置を変えることによって行うことだと思います。
といっても、どうすればよいか今わかっているわけではありません。
ブレースを削る手順をどう進めていけばよいかは、以下のようにしようと思います。
ある程度調整のできているトップブレースと仮定して、
1.各ブレースの端を削る。順番は影響の少ないフィンガーブレース、次にトーンブレース、最後にXブレースを削る。
2.各ブレースの断面が三角形になるように、角を落としていく。なるべく端からこれも同じ順番で削っていく。
3.各ブレースの高さを調整する。
4.各ブレースの中心の長さを短くする。
おそらく、3や4まではやる必要はないと思います。
<今日のポリシー>
5.ボイシング(音作り)と木工を並行して行うので、その兼ね合いが重要になる。
1台目を完成させてみて、そんな単純な話ではなく、すべてのブレースやトップ、バック、サイドまでもが影響しあっていることが身にしみてわかりました。
「何々ブレースを削って、xxダイポールを10Hz下げる」というようなことではなく、全体のバランスを見ながら、徐々にすべてのブレースを少しずつ削っていくという感じだと思います。
「モノポールをみながら、トップ全体の剛性を徐々に下げていき、ある程度あってくれば、バックを合わせて最終形を確認する。」
個別の合わせこみはむしろブレースの配置を変えることによって行うことだと思います。
といっても、どうすればよいか今わかっているわけではありません。
ブレースを削る手順をどう進めていけばよいかは、以下のようにしようと思います。
ある程度調整のできているトップブレースと仮定して、
1.各ブレースの端を削る。順番は影響の少ないフィンガーブレース、次にトーンブレース、最後にXブレースを削る。
2.各ブレースの断面が三角形になるように、角を落としていく。なるべく端からこれも同じ順番で削っていく。
3.各ブレースの高さを調整する。
4.各ブレースの中心の長さを短くする。
おそらく、3や4まではやる必要はないと思います。
<今日のポリシー>
5.ボイシング(音作り)と木工を並行して行うので、その兼ね合いが重要になる。
ボイシング雑感1 [voicing]
オリジナルギター1のまとめが終えて、ボイシングについて思うことをまとめておきます。
ギターでボイシングまたはヴォイシングというと、コードボイシングとか理論や弾き方の話と間違えられそうです。
そうではなく、いい音が出るようにギターのボディを調整する(共振周波数を調整する)ことです。
これについて具体的に書いている本や記事は少ないです。
ビルダーの人たちはどうしているのでしょうか。
アコースティックギターのブレースパターンは、独自仕様を考えなければ、Xブレース+αでほぼ決まっています。
あとは、材料を選んで、何台か作ってみて、その経験からノウハウを積み上げていって、パターン化する。それが、その人の音ということになるのでしょう。
方法論として気になっていることは、帰納的か演繹的かということです。
帰納とは、さまざまな事実の傾向をまとめて、結論をだす
演繹とは、原理を前提として、結論を導きだす
ということですが、やってきたことは、明らかに帰納的です。どうしてもそういう方向に流れます。
何故そうなのかが分かっていないと方向が間違っていないかという不安があり、納得感はいまいちです。
そうはいっても、達成感はありました。
オリジナルギター1のボイシングの最後の方は、どんな音がでるのか、良く分からず、ダメもとで、とにかく最後まで組み立ててみようということでした。
組立終わり、狙いに近い音がした時、ゼロから始めたことをまとめ上げた達成感は充分ありました。
測定した結果を積み上げていき、そこから導かれる傾向に納得するのはいいのですが、前提となる原理に対して正しい知識を持ち、判断したいと常に考えています。
ギターでボイシングまたはヴォイシングというと、コードボイシングとか理論や弾き方の話と間違えられそうです。
そうではなく、いい音が出るようにギターのボディを調整する(共振周波数を調整する)ことです。
これについて具体的に書いている本や記事は少ないです。
ビルダーの人たちはどうしているのでしょうか。
アコースティックギターのブレースパターンは、独自仕様を考えなければ、Xブレース+αでほぼ決まっています。
あとは、材料を選んで、何台か作ってみて、その経験からノウハウを積み上げていって、パターン化する。それが、その人の音ということになるのでしょう。
方法論として気になっていることは、帰納的か演繹的かということです。
帰納とは、さまざまな事実の傾向をまとめて、結論をだす
演繹とは、原理を前提として、結論を導きだす
ということですが、やってきたことは、明らかに帰納的です。どうしてもそういう方向に流れます。
何故そうなのかが分かっていないと方向が間違っていないかという不安があり、納得感はいまいちです。
そうはいっても、達成感はありました。
オリジナルギター1のボイシングの最後の方は、どんな音がでるのか、良く分からず、ダメもとで、とにかく最後まで組み立ててみようということでした。
組立終わり、狙いに近い音がした時、ゼロから始めたことをまとめ上げた達成感は充分ありました。
測定した結果を積み上げていき、そこから導かれる傾向に納得するのはいいのですが、前提となる原理に対して正しい知識を持ち、判断したいと常に考えています。
オリジナルギター1-30 材料費 [original guitar1]
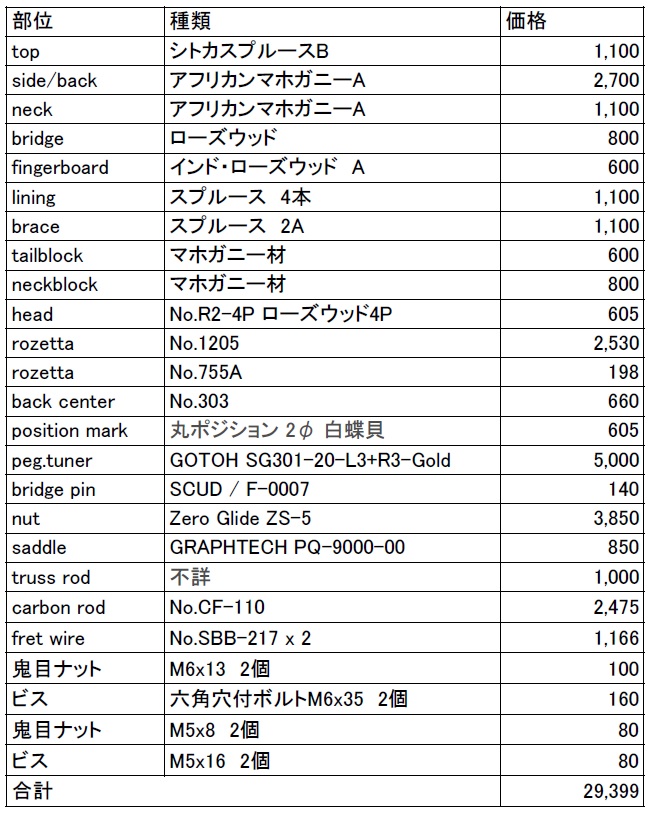
ようやくオリジナルギター1のまとめが終わりました。ダイジェストといいながら、30回までいきました。材料費がどの程度かかっているのかまとめておきます。
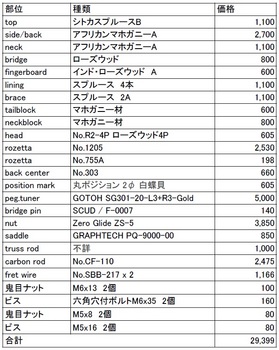
約3万円でした。
トップ材 バック材 ネックが安い材料を使用したので、この程度で納まっています。
少しグレードアップを考えるなら、
1.トップ材 +10,000円
2.バック&サイド材 +10,000円
3.ペグチューナー +5,000円
4.Zero glide Nut -3,850円
5.ロゼッタ -2,530円
で5万円くらい。
さらにグレードアップを考えると、
マダガスカルローズウッド +35,000円
or
ホンジュラスローズウッド +28,000円
アディロンダックスプルース +26,000円
+6万で 9万円位。
これ以上はもう木材、とくにバック&サイドの材料の値段になります。
明日から、オリジナルギター2に入る前の全体的な話をしたいと思います。
約3万円でした。
トップ材 バック材 ネックが安い材料を使用したので、この程度で納まっています。
少しグレードアップを考えるなら、
1.トップ材 +10,000円
2.バック&サイド材 +10,000円
3.ペグチューナー +5,000円
4.Zero glide Nut -3,850円
5.ロゼッタ -2,530円
で5万円くらい。
さらにグレードアップを考えると、
マダガスカルローズウッド +35,000円
or
ホンジュラスローズウッド +28,000円
アディロンダックスプルース +26,000円
+6万で 9万円位。
これ以上はもう木材、とくにバック&サイドの材料の値段になります。
明日から、オリジナルギター2に入る前の全体的な話をしたいと思います。
オリジナルギター1-29 最終調整 [original guitar1]
塗装終了しました。ブリッジを貼り付け、最終調整を行います。

1.ブリッジ押さえ治具を使用して、ブリッジを接着する。

2.ペグチューナーをタイプ変更(GOTOH SD90-06M-GG-L3+R3からGOTOH SG301-20-L3+R3-Gold)したので、取付穴調整をΦ10に広げる。

3.チューナーと弦クリアランス確認は、ナットと弦の位置の確認(干渉しないか)を行う。6弦と5弦のクリアランスは微妙で、6弦を上側に5弦を下側にしてなんとかクリア。このヘッド形状はもう使いません。
4.仮ナットとサドルにてスケール長を確認。
<イントネーションがうまくいかず悩む>
弦の長さ余裕の確認をしたところ、6弦で1FのFが30c位#したため、弦長が長すぎるかと思い、弦長を±10mm変えたが結果は同じであった。原因は仮ナットとサドルが高すぎたため、1フレットを押さえると弦が伸びるため#していたことが分かった。普段あまり気にしていないことを突き詰めた結果、袋小路に入ってしまった。

5.フレットボードをプレイアビリティを上げるため、Zero Glide Nutを0フレットに追加した。詳細はネットを見てもらうとして、プレイアビリティが上がる、特に1フレットの押さえが楽になります。加工は少し技術が必要です。1フレットの弦高に悩んでいるなら、使ってみる価値はあります。
6.サドルをTUSQ GRAPHTECH PQ-9000-00に交換する。
TUSQは、既にいろいろな情報があると思います。ネットで確認してください。私の経験では、サドルは音量が上がりました。ナットの効果は良く分かりません。ブリッジピンは、使用したことがないので、さらに良く分かりません。ピックもあるんですね。
7.5フレットあたりが凹んでいることが判明。トラスロッドを仕込んだ溝が深すぎたことで、1フレットから5フレットまで逆傾斜(1フレット側が高すぎ、幅方向は16Rでほぼ平らなため、3、4弦の5フレットがフィンガーボードと弦間が開いている。)になっているため、弾きにくい原因になっていた。
1から4フレットを抜き、フレットボード全体を平らにし、1から3フレットを10R、5フレットまでを12Rにし、リフレットした。全体フレット仕上げ研磨した。フレットボード先端が0.5mm下がったため、ナット底を削り合わせる。
8.フレット端ザラツキ修正
フレット端の処理をしなかったため、フレットが指に引っかかるザラツキ感がなくならないので、フィンガーボードサイドを修正する。
9.ロゴマークを貼る
2007年に開始して、中断10年、再開2年、足かけ14年かかってようやく1台完成しました。
10.弦高確認
後は定期的に弦高を確認していきます。(12フレット面から弦との隙間を測定し、フレットの高さ0.7mmを引いています。)
今回使ったトラスロッドは1wayなので、ほとんどトラスロッドにテンションがかかっていなかった(トラスロッドネジが無負荷で回る状態)。この時の状態を固定するためにテンションがかかるようにした。
2021/7/14 トラスロッドで調整
1弦 6弦
1.6 2.1mm 調整前
1.1 1.6mm 調整後

1.ブリッジ押さえ治具を使用して、ブリッジを接着する。

2.ペグチューナーをタイプ変更(GOTOH SD90-06M-GG-L3+R3からGOTOH SG301-20-L3+R3-Gold)したので、取付穴調整をΦ10に広げる。

3.チューナーと弦クリアランス確認は、ナットと弦の位置の確認(干渉しないか)を行う。6弦と5弦のクリアランスは微妙で、6弦を上側に5弦を下側にしてなんとかクリア。このヘッド形状はもう使いません。
4.仮ナットとサドルにてスケール長を確認。
<イントネーションがうまくいかず悩む>
弦の長さ余裕の確認をしたところ、6弦で1FのFが30c位#したため、弦長が長すぎるかと思い、弦長を±10mm変えたが結果は同じであった。原因は仮ナットとサドルが高すぎたため、1フレットを押さえると弦が伸びるため#していたことが分かった。普段あまり気にしていないことを突き詰めた結果、袋小路に入ってしまった。

5.フレットボードをプレイアビリティを上げるため、Zero Glide Nutを0フレットに追加した。詳細はネットを見てもらうとして、プレイアビリティが上がる、特に1フレットの押さえが楽になります。加工は少し技術が必要です。1フレットの弦高に悩んでいるなら、使ってみる価値はあります。
6.サドルをTUSQ GRAPHTECH PQ-9000-00に交換する。
TUSQは、既にいろいろな情報があると思います。ネットで確認してください。私の経験では、サドルは音量が上がりました。ナットの効果は良く分かりません。ブリッジピンは、使用したことがないので、さらに良く分かりません。ピックもあるんですね。
7.5フレットあたりが凹んでいることが判明。トラスロッドを仕込んだ溝が深すぎたことで、1フレットから5フレットまで逆傾斜(1フレット側が高すぎ、幅方向は16Rでほぼ平らなため、3、4弦の5フレットがフィンガーボードと弦間が開いている。)になっているため、弾きにくい原因になっていた。
1から4フレットを抜き、フレットボード全体を平らにし、1から3フレットを10R、5フレットまでを12Rにし、リフレットした。全体フレット仕上げ研磨した。フレットボード先端が0.5mm下がったため、ナット底を削り合わせる。
8.フレット端ザラツキ修正
フレット端の処理をしなかったため、フレットが指に引っかかるザラツキ感がなくならないので、フィンガーボードサイドを修正する。
9.ロゴマークを貼る
2007年に開始して、中断10年、再開2年、足かけ14年かかってようやく1台完成しました。
10.弦高確認
後は定期的に弦高を確認していきます。(12フレット面から弦との隙間を測定し、フレットの高さ0.7mmを引いています。)
今回使ったトラスロッドは1wayなので、ほとんどトラスロッドにテンションがかかっていなかった(トラスロッドネジが無負荷で回る状態)。この時の状態を固定するためにテンションがかかるようにした。
2021/7/14 トラスロッドで調整
1弦 6弦
1.6 2.1mm 調整前
1.1 1.6mm 調整後
オリジナルギター1-28 ボディ塗装 [original guitar1]
1.バックとサイド

バックとサイドを先に塗装するので、トップをマスキングします。
最初は木が塗料を吸うので、下塗りに専用のうすめ液で1:1の油性ポリウレタン塗料を塗布後、#400で直ぐサンディングを3回繰り返します。その後、一日置き、
・#400でサンディング 3時間おきに3回塗装 1日置く
・#400でサンディング 3時間おきに3回塗装 1日置く
・#800→#1000→#1500で全体をサンディング
ここで光っている部分(木管に入った塗料が光っている、凹んでいる部分)がなくならないので、このまま番手を挙げても塗料が削れるだけで、木目が露出してきてしまうと考え、コンパウンド50μで全体を磨くことにする。これが効果があり(紙やすりだけでは入り込めなかった部分)にも入るため全体のマット感が出てきた。
サイドとバックでは仕上がり状態に差がある。バックはマットではあるが光沢感がある。サイドは、曲線部分が塗料が薄くなったせいでムラが多く、木目が出ている部分がある。サイドにもう一度コンパウンド50μで磨く。バックと同じような光沢感が出てきた。
NGな点
①マット仕上げというより、光沢仕上げの途中という感じ。特にサイドは、紙やすりで#1000、#1500の時、ムラをなくそうと塗装の厚い部分等を強くこすりすぎで木目が出てくる。

②木目、テールエンド化粧部分の隙間にコンパウンドが入り込む。→ 塗料を隙間に染み込ませることを10回繰り返し修正した。
最後にコンパウンド(和信製)で磨くが、ムラが取り切れない。
2.トップ

ブリッジ貼り付け部とネックブロックをマスキングします。サウンドホールに塗料が入り込まないように紙を詰めておきます。塗装途中の写真です。
・#400でサンディング後、3時間おきに3回塗装、一日置く
・#400でサンディング後、3時間おきに3回塗装一日置く
・#800でサンディングを始めたが、塗布むらが取り切れず、#400から開始する。
・#400→#800→#1000→#1500→#2000でサンディング

サウンドホールインレイの周辺の隙間に厚めに塗装する。
鏡面仕上げをするため、
コンパウンド(和信製)で磨くが、2種のムラ
①磨きの光沢の出方(磨きムラも塗装のムラによると思われる)
②塗装が薄いためサンディングし過ぎると木地が出てしまう。
がでて鏡面になる部分と木地が出てしまうところが多数発生した。
木地が露出して、塗装が薄くなった部分に再塗装で修正できるかを試したが、
①一度、#1000を使ってから再塗装すると鏡面が出る。
②木地が露出した部分は、コンパウンドでいくら磨いても鏡面にならない。
③木地の露出にも程度があるので、塗装面が薄い部分はムラになる。
#1200でサンディング後、マット仕上げを狙い、50μのコンパウンドで仕上げる。


<塗装修正>
トップは、スポット状の傷を#1000で落としてから、再度#2000で磨く。
⇒60%OK。 光沢ムラが残る。
サイドは、ムラが大きいので、サンドペーパー#1200で凸凹を取ってから、#2000で仕上げる。
⇒50%OK。ムラがまだ残る。
バックは、#1000で一度光沢部分を磨き、サンドペーパー#1500でスポット状のムラを落とし、再度#2000で仕上げる。
⇒80%OK。エッジに木管が埋まっていないムラがある。
塗装の修正が済んだところで全体をコンパウンドで仕上げる。
塗装を薄くし過ぎ、サンディングを強くしたため、木地が出てきてしまい、塗装ができている部分と木地が露出している部分との光沢差が取り切れない。 表面保護という意味では問題ないのですが、ムラが残って見栄えが悪い。次機種では、もっと塗装膜を厚くする必要がある。サンディングは、塗料だけを磨くようにしないとムラになりやすいので注意。

バックとサイドを先に塗装するので、トップをマスキングします。
最初は木が塗料を吸うので、下塗りに専用のうすめ液で1:1の油性ポリウレタン塗料を塗布後、#400で直ぐサンディングを3回繰り返します。その後、一日置き、
・#400でサンディング 3時間おきに3回塗装 1日置く
・#400でサンディング 3時間おきに3回塗装 1日置く
・#800→#1000→#1500で全体をサンディング
ここで光っている部分(木管に入った塗料が光っている、凹んでいる部分)がなくならないので、このまま番手を挙げても塗料が削れるだけで、木目が露出してきてしまうと考え、コンパウンド50μで全体を磨くことにする。これが効果があり(紙やすりだけでは入り込めなかった部分)にも入るため全体のマット感が出てきた。
サイドとバックでは仕上がり状態に差がある。バックはマットではあるが光沢感がある。サイドは、曲線部分が塗料が薄くなったせいでムラが多く、木目が出ている部分がある。サイドにもう一度コンパウンド50μで磨く。バックと同じような光沢感が出てきた。
NGな点
①マット仕上げというより、光沢仕上げの途中という感じ。特にサイドは、紙やすりで#1000、#1500の時、ムラをなくそうと塗装の厚い部分等を強くこすりすぎで木目が出てくる。

②木目、テールエンド化粧部分の隙間にコンパウンドが入り込む。→ 塗料を隙間に染み込ませることを10回繰り返し修正した。
最後にコンパウンド(和信製)で磨くが、ムラが取り切れない。
2.トップ

ブリッジ貼り付け部とネックブロックをマスキングします。サウンドホールに塗料が入り込まないように紙を詰めておきます。塗装途中の写真です。
・#400でサンディング後、3時間おきに3回塗装、一日置く
・#400でサンディング後、3時間おきに3回塗装一日置く
・#800でサンディングを始めたが、塗布むらが取り切れず、#400から開始する。
・#400→#800→#1000→#1500→#2000でサンディング

サウンドホールインレイの周辺の隙間に厚めに塗装する。
鏡面仕上げをするため、
コンパウンド(和信製)で磨くが、2種のムラ
①磨きの光沢の出方(磨きムラも塗装のムラによると思われる)
②塗装が薄いためサンディングし過ぎると木地が出てしまう。
がでて鏡面になる部分と木地が出てしまうところが多数発生した。
木地が露出して、塗装が薄くなった部分に再塗装で修正できるかを試したが、
①一度、#1000を使ってから再塗装すると鏡面が出る。
②木地が露出した部分は、コンパウンドでいくら磨いても鏡面にならない。
③木地の露出にも程度があるので、塗装面が薄い部分はムラになる。
#1200でサンディング後、マット仕上げを狙い、50μのコンパウンドで仕上げる。


<塗装修正>
トップは、スポット状の傷を#1000で落としてから、再度#2000で磨く。
⇒60%OK。 光沢ムラが残る。
サイドは、ムラが大きいので、サンドペーパー#1200で凸凹を取ってから、#2000で仕上げる。
⇒50%OK。ムラがまだ残る。
バックは、#1000で一度光沢部分を磨き、サンドペーパー#1500でスポット状のムラを落とし、再度#2000で仕上げる。
⇒80%OK。エッジに木管が埋まっていないムラがある。
塗装の修正が済んだところで全体をコンパウンドで仕上げる。
塗装を薄くし過ぎ、サンディングを強くしたため、木地が出てきてしまい、塗装ができている部分と木地が露出している部分との光沢差が取り切れない。 表面保護という意味では問題ないのですが、ムラが残って見栄えが悪い。次機種では、もっと塗装膜を厚くする必要がある。サンディングは、塗料だけを磨くようにしないとムラになりやすいので注意。
オリジナルギター1-27 ネック塗装 [original guitar1]
塗料の選定は、ギターの塗装についてで書いたように、油性ポリウレタン塗料を使用しました。専用のうすめ液で1:1に薄めて塗ります。薄めないと粘性がありすぎで塗りにくいです。120mlでネック、ボディを含め、ギター1台塗ることができます。
塗り方をどうしようか悩みましたが、刷毛ではなく、布でもなく、キムワイプにしました。化学系の方にはおなじみですね。一番の理由は、けば立ちがないことです(これは重要なポイントです)。二番目はディスポーザブルなことです。
塗り方は、1:1に薄めた溶液を作っておき、一回分ごとに皿に出して、木目に沿って塗ります。夏の暑い日に外庭で行いましたから、表面はすぐ乾きます。なるべく2度塗りはしないほうが良いと思いますが、数分以内なら問題ありませんでした。ムラがないほうが重要です。

ネック取り付け部をマスキングします。もちろんフィンガーボード表面にもマスキングします。フィンガーボードの側面には塗装をするので、境界をしっかりマスクする必要があります。
1回目は木の吸い込みが激しいので、捨て塗りです。塗布後、#400で直ぐサンディングを3回繰り返し、そのまま乾燥させて一日置きます。
・#400で全体をサンディング後、3時間おきに3回塗布後、一日置く。
・#400で全体をサンディング後、3時間おきに3回塗布後、一日置く。
・#800で全体をサンディング後、3時間おきに3回塗布後、一日置く。
・#1000で全体をサンディング、手で握る部分は#1000で止める。
ヘッド部分は、#1500→#2000で全体をサンディング
ここまでのNGな点
1.ニス層が薄すぎるのか、やすりを強くかけすぎたせいか、木目が出て塗装色が薄くなった。

<修正>
3時間おきに3回塗布後、ネックの握る部分は#1200で、ヒール&ヘッド#2000でサンディングする。
2.フィンガーボードとネック上面との平面性が悪く隙間が空いている。塗装時にもうまく補修できなかった。

<修正>
マスキングして上塗りを6回で50%程修正できた。さらに、2フレット、4フレット部分をマスキングして4回上塗りして、隙間を埋めることができた。ネックとフィンガーボードの隙間を埋めるのは大変。接着の際に隙間がなくなるように注意が必要です。
3.天板を塗装前に#1000で磨いたら、ニスが染み込まない。初めのサンディング時に必要以上に細かくしない。#400までにする。

最後にコンパウンドで磨き、艶消しで完成。
4.透明と謳いながら、この油性ポリウレタン塗料は、琥珀色になる。
現在の姿。
塗り方をどうしようか悩みましたが、刷毛ではなく、布でもなく、キムワイプにしました。化学系の方にはおなじみですね。一番の理由は、けば立ちがないことです(これは重要なポイントです)。二番目はディスポーザブルなことです。
塗り方は、1:1に薄めた溶液を作っておき、一回分ごとに皿に出して、木目に沿って塗ります。夏の暑い日に外庭で行いましたから、表面はすぐ乾きます。なるべく2度塗りはしないほうが良いと思いますが、数分以内なら問題ありませんでした。ムラがないほうが重要です。

ネック取り付け部をマスキングします。もちろんフィンガーボード表面にもマスキングします。フィンガーボードの側面には塗装をするので、境界をしっかりマスクする必要があります。
1回目は木の吸い込みが激しいので、捨て塗りです。塗布後、#400で直ぐサンディングを3回繰り返し、そのまま乾燥させて一日置きます。
・#400で全体をサンディング後、3時間おきに3回塗布後、一日置く。
・#400で全体をサンディング後、3時間おきに3回塗布後、一日置く。
・#800で全体をサンディング後、3時間おきに3回塗布後、一日置く。
・#1000で全体をサンディング、手で握る部分は#1000で止める。
ヘッド部分は、#1500→#2000で全体をサンディング
ここまでのNGな点
1.ニス層が薄すぎるのか、やすりを強くかけすぎたせいか、木目が出て塗装色が薄くなった。

<修正>
3時間おきに3回塗布後、ネックの握る部分は#1200で、ヒール&ヘッド#2000でサンディングする。
2.フィンガーボードとネック上面との平面性が悪く隙間が空いている。塗装時にもうまく補修できなかった。

<修正>
マスキングして上塗りを6回で50%程修正できた。さらに、2フレット、4フレット部分をマスキングして4回上塗りして、隙間を埋めることができた。ネックとフィンガーボードの隙間を埋めるのは大変。接着の際に隙間がなくなるように注意が必要です。
3.天板を塗装前に#1000で磨いたら、ニスが染み込まない。初めのサンディング時に必要以上に細かくしない。#400までにする。

最後にコンパウンドで磨き、艶消しで完成。
4.透明と謳いながら、この油性ポリウレタン塗料は、琥珀色になる。
現在の姿。
ギターの塗装について [finish]
塗装の目的は「対象物を環境から守るために表面を保護する」ことで、ギターの場合の環境とは、使用温湿度、保管環境(ギターケースや置台(特にゴム))、人の汗や皮脂などになると思います。
ギターの塗装の種類は
①オイルフィニッシュ
②シェラックニス
③ラッカー
④ポリウレタン
があります。
今までの経験とテストから、個人的に①②③は、普通に何年も使用するという意味ではNGだと感じています。
①は、塗装の中でも木の質感を大切にする仕上げで、クルミ油とXOTIC ( エキゾティック ) / XP-OG1をテストしましたが、光に数日当てておくと乾燥してしまい、塗装という感じではなくなりました。簡単な保護剤としての効果しかないと思います。もちろんそれでも良く、音質を優先させるのであれば良いのですが。
②は、10年前にギターはシェラック塗装だという定説に引きずられて、試しました。YAMAHA FG-130という中古機を購入し、リペアの一環として、ネックを再塗装してみました。その結果、乾燥に非常に長い時間がかかる、厚く塗りすぎたせいか乾いた後も数か月は塗膜が柔らかく、押し付けるとその痕がつく状態でした。完全に乾燥するためには2年くらいかかったと思います。また、経年でクラックも発生しました。以上より個人的にNGという判断をしました。今は安定していて問題なく使用できていますが。
③これは、ゴムに弱いということを経験しました。特にギタースタンドにネックを支えておくと白濁します。また、ラッカー仕上げのネックは、何年も使用していると汗に弱く、ほとんど剥げ、トップにはクラックが入ってしまいました。
ゴム類に弱い、経年でクラックが入る、手汗に対して弱いという、決定的な弱点があります。トップの経年変化をウエザークラックと言って、仕方がないこととしていますが、判断基準が甘いと思います。また、スプレーガンのような設備が必要になり、臭いもして乾燥にも時間がかかるので、とても6畳一間の製作家には使えません。
塗装としての役割以上に音質に影響を与えないことが重要視され、①は論外としても、②が理想的、③が高級ギターとしては良いという評価が一般的で、ラッカー仕上げのものが多いと思います。
簡単で、匂いが少なく、短期間でできるものとして、ポリウレタン塗料があります。ポリウレタンは厚くなるといった迷信のようなものがありますが、それは短時間に厚く塗って丈夫にしたいという安価な量産ギターについていえることで薄く塗ることもできます。
1台目は、油性ポリウレタン塗料を使いました。当然溶剤の臭いがするので、生活をする空間での作業はNGです。私は、外庭で、隣家と離れているところで、塗装から乾燥まで行いました。それでも乾燥には1時間以上かかるため何回も繰り返すことは工数的に大変でした。仕上がりは問題ありませんが、琥珀色になってしまうという欠点があります。これはトップ以外は問題ありませんが、トップの塗装としては受け入れられません。
2台目は、水性ポリウレタン塗料を使いました。これをアコースティックギターに使用した例が少なく、端材でのテストを行っていけるだろうと判断しました。この塗料は、スポンジ刷毛で塗ることができ、臭いもなく、短時間で乾燥するため、私のような個人製作家には最適です。ローズウッドには目止め(木管を埋める)をする必要があります。事前テストとして、Z-POXYという目止め材を使用してみましたが、乾燥後の膜剥ぎとサンディングが手間だったため、今回は水性ポリウレタン塗料とその下塗り剤だけで行ってみました。
その結果、バックとサイドとヘッド化粧板のローズウッドは木管を完全に埋めるということは無理で、その痕がわずかに残ってしまいましたが、トップのスプルース、ネックのマホガニーについては問題ありませんでした。
今後、経年の塗膜変化がどうなるかを見極めたいと思います。
3台目はローズウッドの目止めにはZ-POXYを使用を考えています。
以上、今までの経験と実際に試したことをまとめて、自分の塗装技術を勘案して私見を述べました。
塗料は成分がよく分からず、メーカーからの説明も少ないので、使用する前に端材でのテストを必ずやってみて、自分の目で確かめる必要があります。
<今日のポリシー>
6.本に書いてあったり、ネットで出てくるギターの定説は疑ってみる必要がある。
ギターの塗装の種類は
①オイルフィニッシュ
②シェラックニス
③ラッカー
④ポリウレタン
があります。
今までの経験とテストから、個人的に①②③は、普通に何年も使用するという意味ではNGだと感じています。
①は、塗装の中でも木の質感を大切にする仕上げで、クルミ油とXOTIC ( エキゾティック ) / XP-OG1をテストしましたが、光に数日当てておくと乾燥してしまい、塗装という感じではなくなりました。簡単な保護剤としての効果しかないと思います。もちろんそれでも良く、音質を優先させるのであれば良いのですが。
②は、10年前にギターはシェラック塗装だという定説に引きずられて、試しました。YAMAHA FG-130という中古機を購入し、リペアの一環として、ネックを再塗装してみました。その結果、乾燥に非常に長い時間がかかる、厚く塗りすぎたせいか乾いた後も数か月は塗膜が柔らかく、押し付けるとその痕がつく状態でした。完全に乾燥するためには2年くらいかかったと思います。また、経年でクラックも発生しました。以上より個人的にNGという判断をしました。今は安定していて問題なく使用できていますが。
③これは、ゴムに弱いということを経験しました。特にギタースタンドにネックを支えておくと白濁します。また、ラッカー仕上げのネックは、何年も使用していると汗に弱く、ほとんど剥げ、トップにはクラックが入ってしまいました。
ゴム類に弱い、経年でクラックが入る、手汗に対して弱いという、決定的な弱点があります。トップの経年変化をウエザークラックと言って、仕方がないこととしていますが、判断基準が甘いと思います。また、スプレーガンのような設備が必要になり、臭いもして乾燥にも時間がかかるので、とても6畳一間の製作家には使えません。
塗装としての役割以上に音質に影響を与えないことが重要視され、①は論外としても、②が理想的、③が高級ギターとしては良いという評価が一般的で、ラッカー仕上げのものが多いと思います。
簡単で、匂いが少なく、短期間でできるものとして、ポリウレタン塗料があります。ポリウレタンは厚くなるといった迷信のようなものがありますが、それは短時間に厚く塗って丈夫にしたいという安価な量産ギターについていえることで薄く塗ることもできます。
1台目は、油性ポリウレタン塗料を使いました。当然溶剤の臭いがするので、生活をする空間での作業はNGです。私は、外庭で、隣家と離れているところで、塗装から乾燥まで行いました。それでも乾燥には1時間以上かかるため何回も繰り返すことは工数的に大変でした。仕上がりは問題ありませんが、琥珀色になってしまうという欠点があります。これはトップ以外は問題ありませんが、トップの塗装としては受け入れられません。
2台目は、水性ポリウレタン塗料を使いました。これをアコースティックギターに使用した例が少なく、端材でのテストを行っていけるだろうと判断しました。この塗料は、スポンジ刷毛で塗ることができ、臭いもなく、短時間で乾燥するため、私のような個人製作家には最適です。ローズウッドには目止め(木管を埋める)をする必要があります。事前テストとして、Z-POXYという目止め材を使用してみましたが、乾燥後の膜剥ぎとサンディングが手間だったため、今回は水性ポリウレタン塗料とその下塗り剤だけで行ってみました。
その結果、バックとサイドとヘッド化粧板のローズウッドは木管を完全に埋めるということは無理で、その痕がわずかに残ってしまいましたが、トップのスプルース、ネックのマホガニーについては問題ありませんでした。
今後、経年の塗膜変化がどうなるかを見極めたいと思います。
3台目はローズウッドの目止めにはZ-POXYを使用を考えています。
以上、今までの経験と実際に試したことをまとめて、自分の塗装技術を勘案して私見を述べました。
塗料は成分がよく分からず、メーカーからの説明も少ないので、使用する前に端材でのテストを必ずやってみて、自分の目で確かめる必要があります。
<今日のポリシー>
6.本に書いてあったり、ネットで出てくるギターの定説は疑ってみる必要がある。
オリジナルギター1-26 ブリッジ製作 [original guitar1]
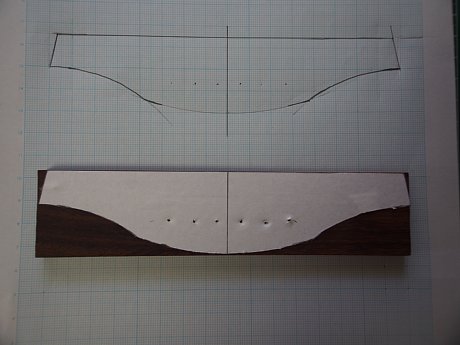
方眼紙でブリッジデザインを行い、ブロック材に型紙を貼り付けます。ローズウッド材を使用しました。

まず、ドレメルルーターを使って、溝開けを行います。溝幅は3.2mm です。
いろいろな木材とFクランプを組み合わせて、ブロック材に斜めになる溝を掘っています。

溝開け後、ピン穴開け、穴の面取りも終了しています。
ここから、高さ方向にプロファイルを作っていくのですが、ブリッジの重さをなるべく軽くした方がよいとの情報があり、とことん軽量化してみました。

18gまで攻めましたが、逆に強度がなくなり、諦めました。

ここまでに、4日かかったのでまた繰り返し作る気力がなく、市販のマーチンタイプ(既に溝加工、穴あけ加工あり)からの外形加工だけで済ませました。ここから、#1000まで磨き上げます。重さは20g。
ブリッジが出来上がったので、トップに接続するための治具を作ります。

塗装する前に、ブリッジの位置を決め、ブリッジを貼り付けピン穴を開けます。

ブリッジ接着のためのトップ裏からの押さえる治具を製作しています。Xブレースを避けて、ブリッジを裏から押さえます。ブレースパターンを変えるごとに作り直す必要があります。どなたか忘れましたが、これをたくさん作ったと紹介している個人製作家の方がいました(笑)。
重要な点は、サウンドホールからの出し入れを可能にするため、幅を90mmにカットすることです。100mmオーバーだとサウンドホールから取り出せません(笑)。

トップ側から押さえる治具を作ります。Cクランプを3本使えばいいのですが、サウンドホールに3本いれると縁を傷つけそうで、1本で押さえられる治具を作りました。高低差はコルク材を何枚か貼ることによって調整します。
ブリッジは、ナット~サドル位置をスケール長に合わせる必要があります。
スケール長632.5mmですが、スチール弦の場合は弦の振動する長さが短くなるため、スケール長より1弦で2mm、6弦で5mm程度長くします。Shenandoah M00045を測定しみると、1弦で1mm強、6弦で4mm強 長くしてあります。
ということで、サドル位置が1弦で2mm長くなるようにします。
やり方は、2つあり
1.サドル溝が切ってあるブリッジをスケール長に合わせて接着する。
2.サドル溝を切っていないブリッジを貼り付け、イントネーターを使い12フレットのハーモニクスで位置を決め、それに沿って溝を切る。
(ブリッジに溝を切る治具も必要になる。)
理想的には2.のやり方ですが、工具や治具も揃えなければならないことから、1.のやり方にします。イントネーションを気にするなら2.のやり方でしょう。
接着するのは、塗装後です。
<今日のポリシー>
9.無理せず加工完成部品を購入したほうが手っ取り早くできる。
オリジナルギター1-25 フレットうち [original guitar1]
0.フレットボード表面仕上げ
#400→#800→#1000の紙やすりで表面を整えます。フレットボード表面は塗装しないのでこれがそのまま最後まで残ります。
1.フレットワイヤー20個の切断
フレットワイヤーは、一般的なスモールタイプ(フレットボード上で高さ1.0x幅2.0)は、国内では三晃製作所、タイプはSBB-217(0.5mm)です。販売は大和マークです。
フレットを指板のRに対して最適な形状に曲げ、各フレットに合わせ長さに切り、フレットキーパーに納めます。使用する工具類は、YAMAHA FG-130リペアを参照。
2.フレットを打つ
事前にフレット曲げペンチで指板のRより少し小さなRに曲げておく。どちらかの端を打ち込んでから、反対側へハンマーを移動しながらプラスチックハンマーで打ち込んでいく。フレットの両端をフレットカッターでカットする。
3.フレット端処理
エッジファイルで側面を平らにし、斜めファイルでエッジを60°に揃える。使用する工具類は、YAMAHA FG-130リペアを参照。
4.マスキングテープを貼る。
まず、ネックと平行にフィンガーボード側面が隠れるように、ネックエンドまで 貼り、そのあとでフレットボードをマスキングします。
5.フレット高さ均一確認
・フレットレベラーでまずトップを粗く高さ調整し、平らにします。その後、フレットファイルでフレットの山を丸く整えていきます。フレットファイルは、幅が広めの物を使います。スモールサイズ(幅2mm)用はピッタリすぎて動きません。
・小型曲尺を使用して、両隣のフレット合わせて3フレットで高さがそろっているかを見ます。押さえつけて高さが違うとカタカタと音がします。フレットの真ん中、左端、右端の3カ所で確認します。
・フレットが高い箇所にはマジックペンなどで印をしておきます。
6.仕上げ
紙ヤスリ(#400)⇒スチールウール⇒コンパウンドで、フレットを磨いていきます。このやり方は、ギター工房オデッセイさんのリペア情報を参考にさせていただきました。このサイトは、私がギターを自作しようという思いをかなり後押ししてくれました。リペアの手順をかなり詳しく載せているので、ギター製作を思い立った頃から、いろいろなことがある毎に参考にさせていただいています。もう1100台以上のギターをリペアしているんですね。いつも丁寧なリペアに感心します。
NGだった点
1.Φ25cmで丸めて保管してあったため、いたるところにフレット自体が横方向(打ち込む方向と90°)に曲がってるところがあった。全体的に浮いているフレットが目立つ⇒ 横方向に曲がっていたためフレットボード前後の前部分に偏り、後ろ側が浮き気味になる。
2.最初にRをつけすぎたため、1フレットが真ん中が浮いた。タイトボンドでは処理できず、Rを平坦化して、アロンアルファでつけた。
3.フレット溝が広くなりすぎて、17,18フレットが外れる。Rを平坦化して、タイトボンドで接着した。
#400→#800→#1000の紙やすりで表面を整えます。フレットボード表面は塗装しないのでこれがそのまま最後まで残ります。
1.フレットワイヤー20個の切断
フレットワイヤーは、一般的なスモールタイプ(フレットボード上で高さ1.0x幅2.0)は、国内では三晃製作所、タイプはSBB-217(0.5mm)です。販売は大和マークです。
フレットを指板のRに対して最適な形状に曲げ、各フレットに合わせ長さに切り、フレットキーパーに納めます。使用する工具類は、YAMAHA FG-130リペアを参照。
2.フレットを打つ
事前にフレット曲げペンチで指板のRより少し小さなRに曲げておく。どちらかの端を打ち込んでから、反対側へハンマーを移動しながらプラスチックハンマーで打ち込んでいく。フレットの両端をフレットカッターでカットする。
3.フレット端処理
エッジファイルで側面を平らにし、斜めファイルでエッジを60°に揃える。使用する工具類は、YAMAHA FG-130リペアを参照。
4.マスキングテープを貼る。
まず、ネックと平行にフィンガーボード側面が隠れるように、ネックエンドまで 貼り、そのあとでフレットボードをマスキングします。
5.フレット高さ均一確認
・フレットレベラーでまずトップを粗く高さ調整し、平らにします。その後、フレットファイルでフレットの山を丸く整えていきます。フレットファイルは、幅が広めの物を使います。スモールサイズ(幅2mm)用はピッタリすぎて動きません。
・小型曲尺を使用して、両隣のフレット合わせて3フレットで高さがそろっているかを見ます。押さえつけて高さが違うとカタカタと音がします。フレットの真ん中、左端、右端の3カ所で確認します。
・フレットが高い箇所にはマジックペンなどで印をしておきます。
6.仕上げ
紙ヤスリ(#400)⇒スチールウール⇒コンパウンドで、フレットを磨いていきます。このやり方は、ギター工房オデッセイさんのリペア情報を参考にさせていただきました。このサイトは、私がギターを自作しようという思いをかなり後押ししてくれました。リペアの手順をかなり詳しく載せているので、ギター製作を思い立った頃から、いろいろなことがある毎に参考にさせていただいています。もう1100台以上のギターをリペアしているんですね。いつも丁寧なリペアに感心します。
NGだった点
1.Φ25cmで丸めて保管してあったため、いたるところにフレット自体が横方向(打ち込む方向と90°)に曲がってるところがあった。全体的に浮いているフレットが目立つ⇒ 横方向に曲がっていたためフレットボード前後の前部分に偏り、後ろ側が浮き気味になる。
2.最初にRをつけすぎたため、1フレットが真ん中が浮いた。タイトボンドでは処理できず、Rを平坦化して、アロンアルファでつけた。
3.フレット溝が広くなりすぎて、17,18フレットが外れる。Rを平坦化して、タイトボンドで接着した。
オリジナルギター1-24 ネック最終調整 [original guitar1]
ボイシングが終わり、ネックを仕上げましょう。
1.ボディとネック・フィンガーボードの幅方向の中心合わせ
ボディにネックを止めて、ネック中心とトップの中心(ブックマッチしたライン)がテールエンドまでまっすぐになるかを見る。
中心をチェックすることは一番大事なことなので、工程ごとに常にこれを行います。
2.サドルの高さ確認
フィンガーボードの延長線で、サドル高さ9.5mm で1mm隙間あり。フレット分1mmを加えて、12フレットで2mm弦高を確保すると、サドルでは+4mm、よってブリッジから1+1+4=6mm高いサドルを作成すればよい。
(設計値では、ブリッジ面位置から5.5mm に余裕を見て6.5mmでした。)
3.フレット溝を1.5mm深くする。
R処理のためフレット表面を削りすぎたため、溝の深さが1mm程度しかなくなった。フレットの足の長さは1.5mmあり、1mm余裕を見て、深さ2.5mmにした。
Fret Slotting Miter Boxに再セットして追加処理しました。
4.ネックにフィンガーボード接着
フレットを打つ前にネックに接着します。フィンガーボードにフレットを打ってから接着しても良いとは思いますが、フレットを打つことによって少し逆ぞり方向の力がフィンガーボード上で働き、接着しにくくなるのではないかという懸念がありました。
ネックプロファイルを完成した後で、ネックサポートにネックに乗せてFクランプで接着したのですが、ネック裏が丸いため、接着面に均等に力がかからないので隙間が出やすいと思います。ネックプロファイルを付ける前にフィンガーボードを完成させて接着したほうが、安定して接着できます。
5.ネック裏プロファイル微調整

1フレットのアクセスをしやすくするために、1フレット裏まであった突起を低くし、トップを0フレットまでにした。また、7フレット辺りで変曲点があった(握りが太く感じる点)がこれを修正した。0フレットから12フレットまでのスムーズな握り具合を微調整した。
6.フィンガーボードにサイドマークを入れる。

サイドマークは白蝶貝Φ2を使用した。深さ2mmなので、安全を考えて電動ドリルは使わずに、手で回して穴を空ける。
1.ボディとネック・フィンガーボードの幅方向の中心合わせ
ボディにネックを止めて、ネック中心とトップの中心(ブックマッチしたライン)がテールエンドまでまっすぐになるかを見る。
中心をチェックすることは一番大事なことなので、工程ごとに常にこれを行います。
2.サドルの高さ確認
フィンガーボードの延長線で、サドル高さ9.5mm で1mm隙間あり。フレット分1mmを加えて、12フレットで2mm弦高を確保すると、サドルでは+4mm、よってブリッジから1+1+4=6mm高いサドルを作成すればよい。
(設計値では、ブリッジ面位置から5.5mm に余裕を見て6.5mmでした。)
3.フレット溝を1.5mm深くする。
R処理のためフレット表面を削りすぎたため、溝の深さが1mm程度しかなくなった。フレットの足の長さは1.5mmあり、1mm余裕を見て、深さ2.5mmにした。
Fret Slotting Miter Boxに再セットして追加処理しました。
4.ネックにフィンガーボード接着
フレットを打つ前にネックに接着します。フィンガーボードにフレットを打ってから接着しても良いとは思いますが、フレットを打つことによって少し逆ぞり方向の力がフィンガーボード上で働き、接着しにくくなるのではないかという懸念がありました。
ネックプロファイルを完成した後で、ネックサポートにネックに乗せてFクランプで接着したのですが、ネック裏が丸いため、接着面に均等に力がかからないので隙間が出やすいと思います。ネックプロファイルを付ける前にフィンガーボードを完成させて接着したほうが、安定して接着できます。
5.ネック裏プロファイル微調整

1フレットのアクセスをしやすくするために、1フレット裏まであった突起を低くし、トップを0フレットまでにした。また、7フレット辺りで変曲点があった(握りが太く感じる点)がこれを修正した。0フレットから12フレットまでのスムーズな握り具合を微調整した。
6.フィンガーボードにサイドマークを入れる。

サイドマークは白蝶貝Φ2を使用した。深さ2mmなので、安全を考えて電動ドリルは使わずに、手で回して穴を空ける。
オリジナルギター1-23 ボイシング7 [original guitar1]
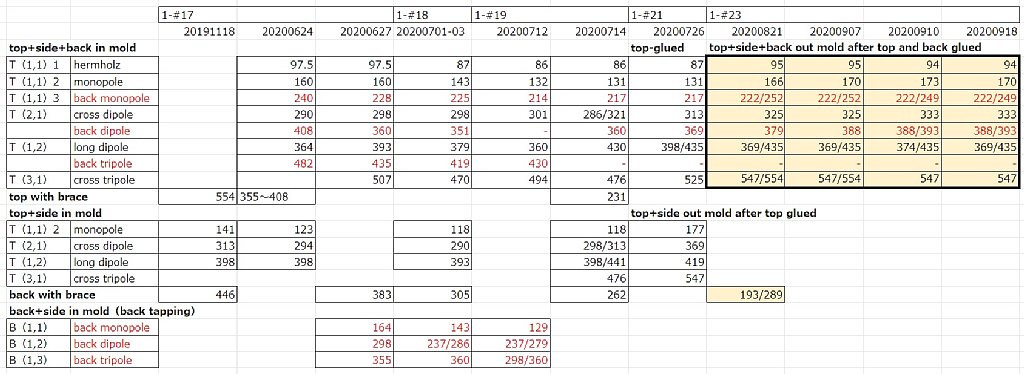
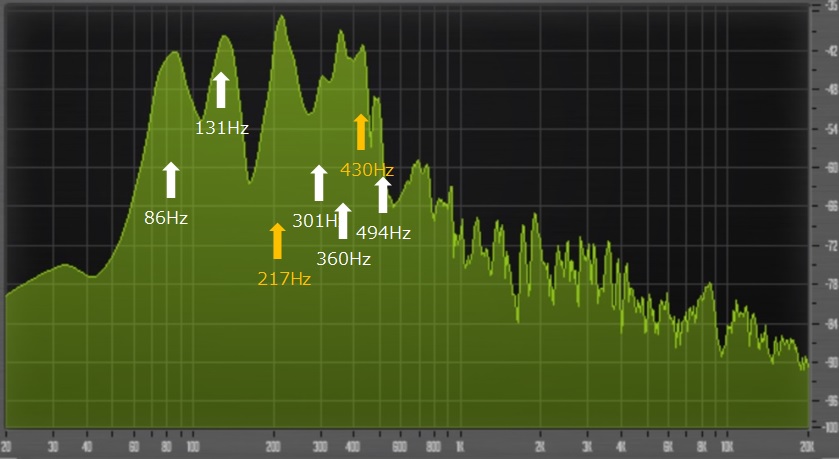
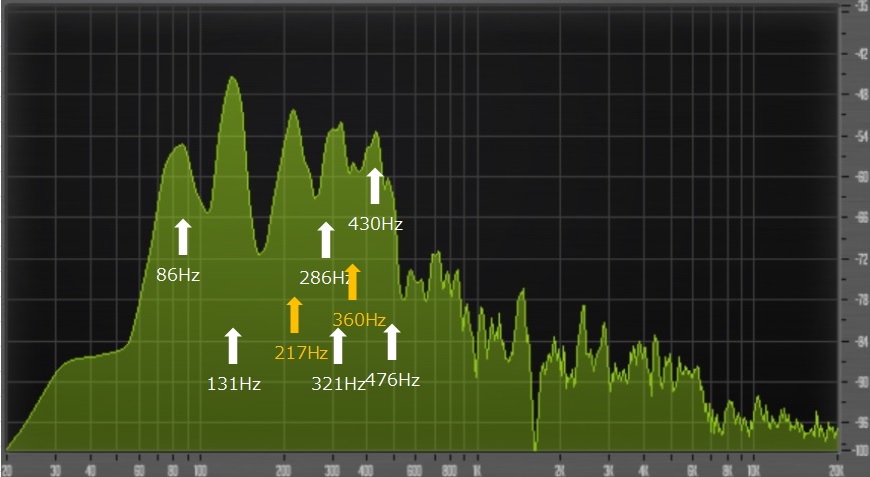
バック接着後、Boxになった時の周波数特性です。ヘルムホルツ周波数は87→95Hzとバックがついたために強度が増して上がったのだと考えられます。トップモノポール周波数は166Hzになりました。クロスダイポールは12Hz上がり、ロングダイポールは29Hz上がりました。ロングダイポールは369Hzが支配的で、435Hzの振動エリアは狭いです。バック無し(モールド無)から予測より、トップ、バック付き(モールド有)からの予測の方が当たっています。バック側はモノポールは217→222Hz ダイポールも369→379Hz になりました。何故そうなるのか、明確な理由付けはできないでいます。バックを貼り付ける前の単体の周波数をとっていますが、262(前回)→289Hzと変化しています。板としては何もしていませんので、経時で板の強度が変化したのかもしれません。
塗装後です。トップモノポール周波数は166Hzをもう少し上げようと、ブリッジの軽量化を行いました。29→20gに替えると170Hzにアップしました。バックのダイポールが変化しているのは良く分かりません。2週間位経っているのでこの形に馴染んだのかもしれません。
弦を張って音だし2日目の状況です。大きな変化はありません。前日のメモに「弦を張って10分くらいで音の響きがみるみる変わる。」とあります。確かに全く鳴らなかったものがサスティーンが見違えるようになりました。共振周波数の変化はありません。
強制振動テスト100h後
61h後、6弦の倍音、サスティーンが良くなっている。しかし、それ以上はあまり変化しませんでした。モノポールが下がっているように見えますが、自然変動の範囲のようです。今(2021/10/17現在)測ると173Hzでした。
<まとめ>
1.トップを接着した後(top+side out mold after top glued)から、バック接着しても周波数が上がらず、下がった。これは、予想外だった。
2.ヘルムホルツ周波数 T(1,1)1=94Hz トップモノポール T(1,1)2=173Hz バックモノポールT(1,1)3=225Hz (T(1,1)2の4半音+α上)は、結果的にほぼ目標通りだった。
ボイシングも7回目でやっと終了です。その進行状況を時系列でまとめました。自分で読み返してみても、すべてが記憶にあるわけでもなく、理解しにくいところもあり、全体像の分かるまとめ方を改めてする必要があると感じています。
オリジナルギター1-22 バックを接着 [original guitar1]

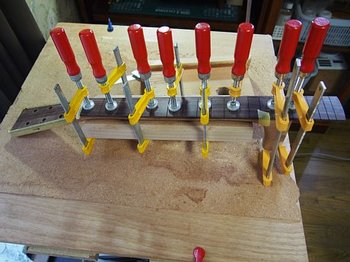
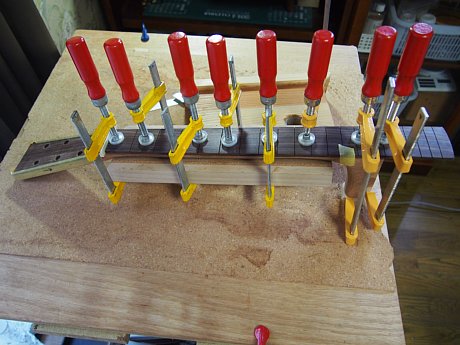
ボイシングを終えたバック側です。ブレースを貼った直後から比べると高さが半分以下になっています。いよいよバックを接着します。もう大きな変更はできません。
ロワーボウトにパッチが貼ってありますが、これは10年くらいブレースを貼った板のままであったので、木目方向に割れ目ができたための修正です。マホガニーはローズウッドに比べて脆いと思います。
今見るとマリッジストリップ(センターにある補強材)の木目方向が90°違いますね。バックの木目とクロスする方向でないと補強になりませんね。

サイドに乗せて隙間を見ています。当初、凸構造にしようと思っていましたが、ボイシングでブレースを削っていくうちに、バックが平らになってきて凸構造は諦めました。サイドを加工し、できるだけ隙間をなくしました。

トップ接着と同じようにスプールクランプだけでなく、モールド作成時の端材を2枚貼り合わせた板(ギターのボディの形をしている)で全面を押さえています。
これでバック接着ができました。ボディとしては完成です。
オリジナルギター1-21 ボイシング6 [original guitar1]
トップはやや削りすぎた感じがしているが、周波数の変化がどうなるかは、あくまでも予測値なので、少しづつ進めながら大きく破綻がないようにしています。よって、ある程度の結果が見えたら、次のステップに行くという方針で進めています。
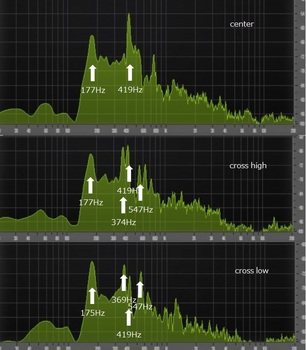
トップとサイド接着後、モールドから外して初めての周波数測定です。接着すると、測定結果も安定します。トップモノポールは177Hzでin moldから32Hzアップする予想が59Hzアップしています。クロスダイポールもトリポールも71Hz、ロングダイポールも21Hzアップしています。なかなか予測がつかない動きです。
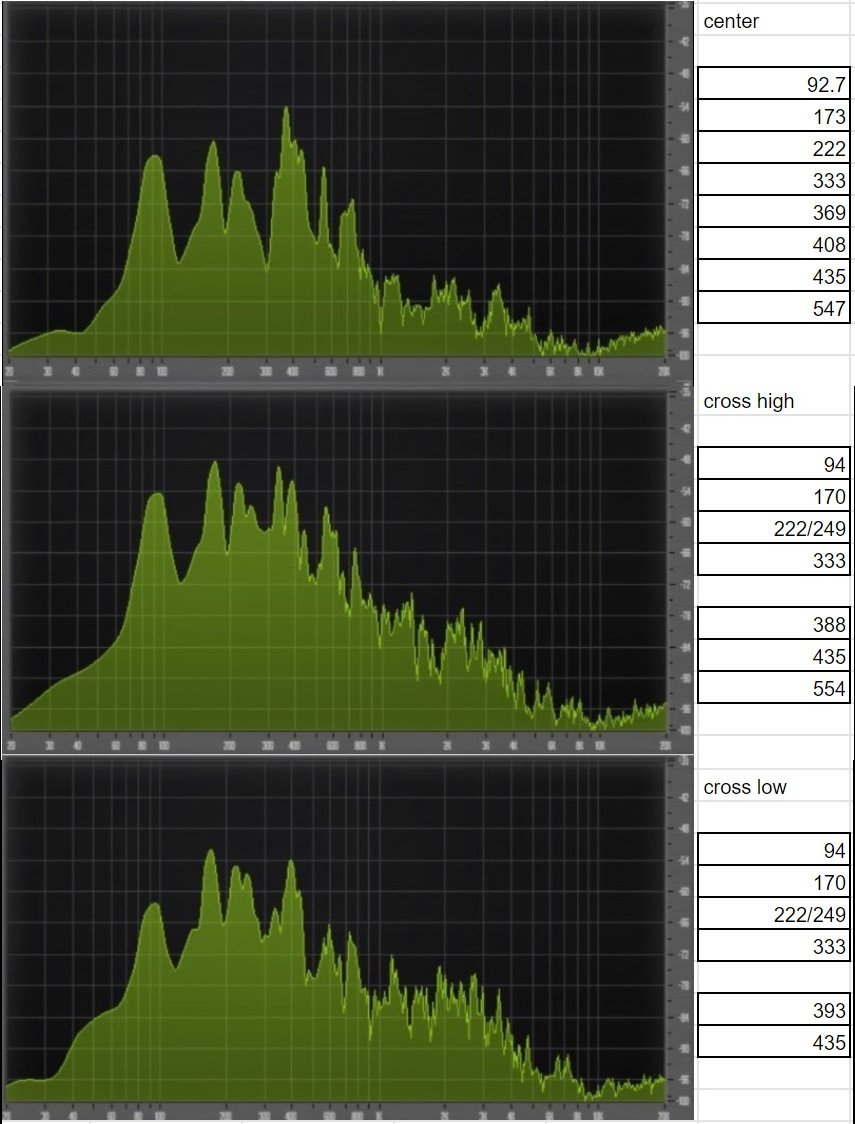
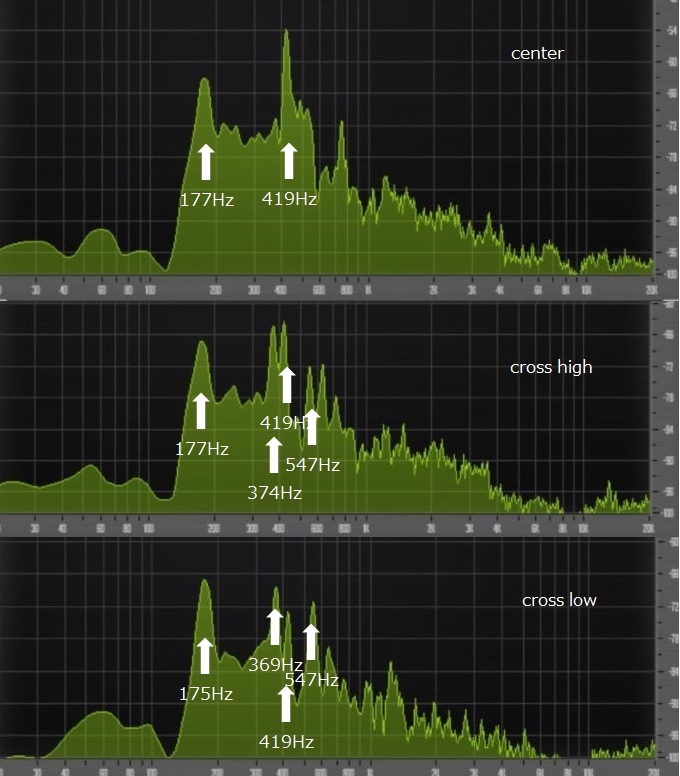
図はタッピングポイントの3か所の周波数応答を示しています。上の図はcenterを叩いたもので、クロスダイポール369or374Hzが出ていません。中と下は、クロス方向に少しずれた位置を叩いています。クロスダイポール、トリポールが出ています。周波数が少しずれることもあります。これより高い共振周波数もありますが、割愛します。
これだけ見ると、最終的にモノポールは203Hz位を予想しますが、バックを付けた形で測定してみます。予測が外れたときはいろいろなパターンで測定して、誤差を小さくするようにします。
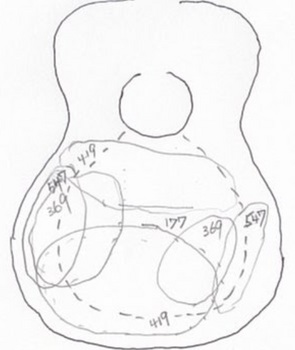
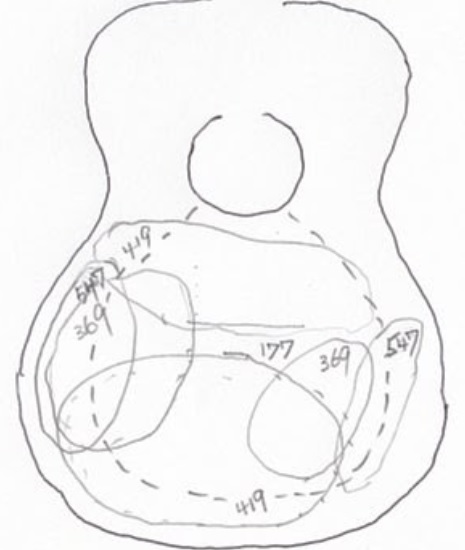
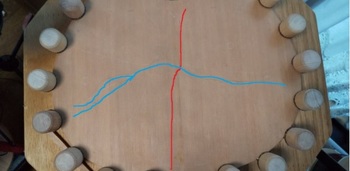
トップ全体を叩いてどのエリアがどの周波数の共振エリアかをおおよそ示した図です。 chladniとまでは行きませんが、雰囲気はわかります。

バックをクランプして、モールドに入れて周波数特性を見ます。モノポールは143Hzですが、ブリッジ相当の29gをつけると、131Hzに下がります。バックモノポールも5Hz下がっています。この図はcenterをタッピングしたものなので、クロスダイポールがよく出ていません。バックの共振周波数が最終的にどうなるかはよくわかりません。
ここで、起こしやすいミスの状況を書いておきます。サイド固定治具でサイドをモールドに押さえつけていわけですが、これがXブレースに当たっていると、周波数特性、特にモノポール周波数が大幅に狂います。特にトップとバックの両方をつけてしまうと分かりにくく、悩む原因となり、意外と盲点なので気をつけましょう。
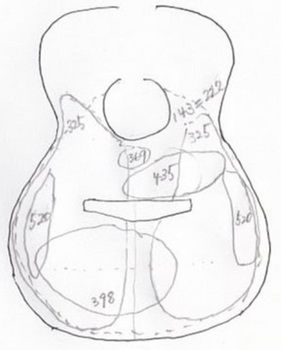
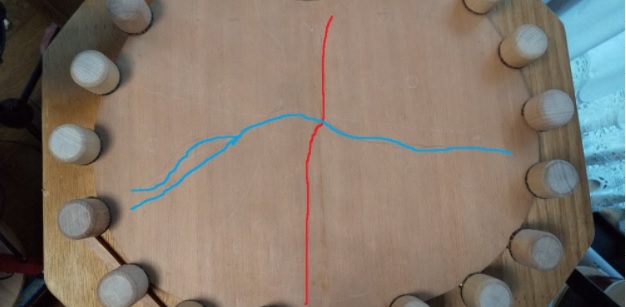
トップ全体を叩いてどのエリアがどの周波数の共振エリアかをおおよそ示した図です。ロングダイポールは、上下エリアで398Hz,435Hzと周波数が分かれています。
<まとめ>
1.トップとサイド接着後、モールドから外して32Hzアップする予想が59Hzアップした。トップを接着すると測定結果、繰り返し再現性が安定する。
2.タッピングポイント、center,cross-high,cross-lowの3か所を叩く。centerは、クロスダイポール、トリポールは出にくい。
3.トップ全体を叩いてどのエリアがどの周波数に反応するかで、ボイシングの参考になる。
4.ブリッジ装着(29g)でトップモノポールは、12Hz下がる。
5.サイド固定治具がXブレースと当たっていると、周波数特性、特にモノポール周波数が大幅に狂い、悩む原因となるので気をつけましょう。
トップとサイド接着後、モールドから外して初めての周波数測定です。接着すると、測定結果も安定します。トップモノポールは177Hzでin moldから32Hzアップする予想が59Hzアップしています。クロスダイポールもトリポールも71Hz、ロングダイポールも21Hzアップしています。なかなか予測がつかない動きです。
図はタッピングポイントの3か所の周波数応答を示しています。上の図はcenterを叩いたもので、クロスダイポール369or374Hzが出ていません。中と下は、クロス方向に少しずれた位置を叩いています。クロスダイポール、トリポールが出ています。周波数が少しずれることもあります。これより高い共振周波数もありますが、割愛します。
これだけ見ると、最終的にモノポールは203Hz位を予想しますが、バックを付けた形で測定してみます。予測が外れたときはいろいろなパターンで測定して、誤差を小さくするようにします。
トップ全体を叩いてどのエリアがどの周波数の共振エリアかをおおよそ示した図です。 chladniとまでは行きませんが、雰囲気はわかります。
バックをクランプして、モールドに入れて周波数特性を見ます。モノポールは143Hzですが、ブリッジ相当の29gをつけると、131Hzに下がります。バックモノポールも5Hz下がっています。この図はcenterをタッピングしたものなので、クロスダイポールがよく出ていません。バックの共振周波数が最終的にどうなるかはよくわかりません。
ここで、起こしやすいミスの状況を書いておきます。サイド固定治具でサイドをモールドに押さえつけていわけですが、これがXブレースに当たっていると、周波数特性、特にモノポール周波数が大幅に狂います。特にトップとバックの両方をつけてしまうと分かりにくく、悩む原因となり、意外と盲点なので気をつけましょう。
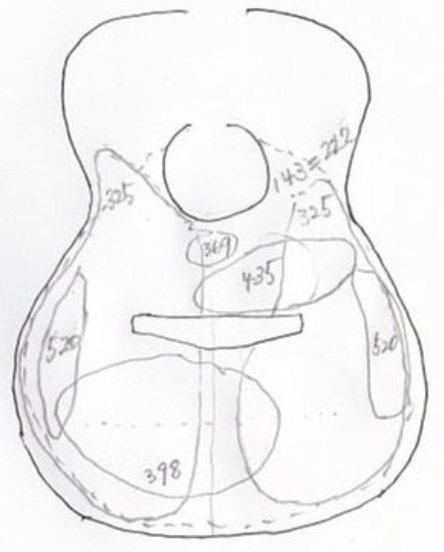
トップ全体を叩いてどのエリアがどの周波数の共振エリアかをおおよそ示した図です。ロングダイポールは、上下エリアで398Hz,435Hzと周波数が分かれています。
<まとめ>
1.トップとサイド接着後、モールドから外して32Hzアップする予想が59Hzアップした。トップを接着すると測定結果、繰り返し再現性が安定する。
2.タッピングポイント、center,cross-high,cross-lowの3か所を叩く。centerは、クロスダイポール、トリポールは出にくい。
3.トップ全体を叩いてどのエリアがどの周波数に反応するかで、ボイシングの参考になる。
4.ブリッジ装着(29g)でトップモノポールは、12Hz下がる。
5.サイド固定治具がXブレースと当たっていると、周波数特性、特にモノポール周波数が大幅に狂い、悩む原因となるので気をつけましょう。
オリジナルギター1-20 トップ接着 [original guitar1]
トップを接着する。

スプールクランプでトップを締めれば締めるほど、トップとサイドの隙間ができてしまい、トップ全面を押さえるとうまくいくことが分かりました。

モールド作成時の端材を2枚貼り付け(ギターのボディの形をしている)、全面を押さえる板を作り、これで押さえます。タイトボンドは押さえる時の圧力が大事なので、このアイデアは、スマッシュヒットです。今は24個使っていますが、スプールクランプだけでやる時は、36個位必要になります。

この写真はすでに完成したもの。実はこのトップとサイド+ライニングとの隙間をなくすのに、すごく苦労しています。ブレイシングされたトップは板ですから、ボイシングで削ることにより剛性が変化して、経時や温湿度によってかなり変形します。これを強引にサイドに接着するというやり方もありますが、なるべく自然に置いた時に隙間がなくなるようにしました。湿度50%RH以下で貼り付けます。おかげでライニングを削りすぎて厚さがたらなくなり、補強しました。

トップを接着したところです。バインディングレスなので、これがそのまま外観となります。

スプールクランプでトップを締めれば締めるほど、トップとサイドの隙間ができてしまい、トップ全面を押さえるとうまくいくことが分かりました。

モールド作成時の端材を2枚貼り付け(ギターのボディの形をしている)、全面を押さえる板を作り、これで押さえます。タイトボンドは押さえる時の圧力が大事なので、このアイデアは、スマッシュヒットです。今は24個使っていますが、スプールクランプだけでやる時は、36個位必要になります。

この写真はすでに完成したもの。実はこのトップとサイド+ライニングとの隙間をなくすのに、すごく苦労しています。ブレイシングされたトップは板ですから、ボイシングで削ることにより剛性が変化して、経時や温湿度によってかなり変形します。これを強引にサイドに接着するというやり方もありますが、なるべく自然に置いた時に隙間がなくなるようにしました。湿度50%RH以下で貼り付けます。おかげでライニングを削りすぎて厚さがたらなくなり、補強しました。

トップを接着したところです。バインディングレスなので、これがそのまま外観となります。
オリジナルギター1-19 ボイシング5 [original guitar1]
前回の結果より、トップもバックもどこまで削るか、削りすぎかどうかを考えています。
・トップモノポールが低すぎるか?
・87Hzではヘルムホルツ周波数が低すぎるか?


サイド補強(ライニング補強、サイド内側割れ止めを10個追加)しています。
これにより、サイドの剛性が上がったため、トップモノポール周波数が11Hz下がっている。
ロングダイポールは、360Hzになり、バックダイポールに重なっていると考えられる。
バックのダイポールをトップの共振周波数の間に入れるために30Hz下げようと、バック全体を0.1mm程度薄くしたが、変化なし。第1ブレース、第2ブレースを削る。

ここで、問題発生!
特にtop+side+back in moldにした時、400Hz付近の周波数がうまくでないことから、モールドを置いていたworkbenchを外すと、400Hz付近の様子が違ったことからわかった。workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していたようです。

第3ブレース、第4ブレースを交互に削り、測定環境を変えて、バック側(下)に何も置かないようにしてにして、再測定した。

top+side in mold の測定結果。トップのモノポール周波数は118Hzで+70Hzすると最終形になると仮定して進めていた。最終モノポールは188Hzと予想。これは異なる2か所のタッピングポイントの写真です。上側はcenterでは、ロングダイポールが2種(398,441))出ています。下側は高音側のクロスダイポールが出やすい点で、2種類(298,313)出ています。クロスダイポールの出方が違うのが分かります。また、タッピングポイントを中心からずらすとトリポール(476Hz)が出ているのが分かります。叩く場所によって、周波数特性が違ってきます。
さらにここで、ブリッジ相当の重さ28gを貼り付けるとモノポールが103Hzまで下がった。最終は173Hzと予想できる。
トップ単体では、231Hz、バック単体は262Hz となり、剛性が下がってきたのが分かります。
トップはやや削りすぎた感じがしているので、トップを接着して次のステップに進む。
<まとめ>
1.サイド補強(ライニング補強、サイド内側割れ止めを10個追加)で剛性が上がったため、トップモノポール周波数が11Hz下がった。叩く場所(centerとcross dipole の出やすい場所)によって、周波数特性は違う。実際は(弦からの振動は)、これが合成された周波数特性になっていると思います。
2.バックモノポールは、板単体でピーク周波数が下がっている(剛性は下がっている)が、それほど下がらない。
workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していた。ボイシングの時は対象の下に物を置かないようにしましょう。
・トップモノポールが低すぎるか?
・87Hzではヘルムホルツ周波数が低すぎるか?

サイド補強(ライニング補強、サイド内側割れ止めを10個追加)しています。
これにより、サイドの剛性が上がったため、トップモノポール周波数が11Hz下がっている。
ロングダイポールは、360Hzになり、バックダイポールに重なっていると考えられる。
バックのダイポールをトップの共振周波数の間に入れるために30Hz下げようと、バック全体を0.1mm程度薄くしたが、変化なし。第1ブレース、第2ブレースを削る。

ここで、問題発生!
特にtop+side+back in moldにした時、400Hz付近の周波数がうまくでないことから、モールドを置いていたworkbenchを外すと、400Hz付近の様子が違ったことからわかった。workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していたようです。
第3ブレース、第4ブレースを交互に削り、測定環境を変えて、バック側(下)に何も置かないようにしてにして、再測定した。
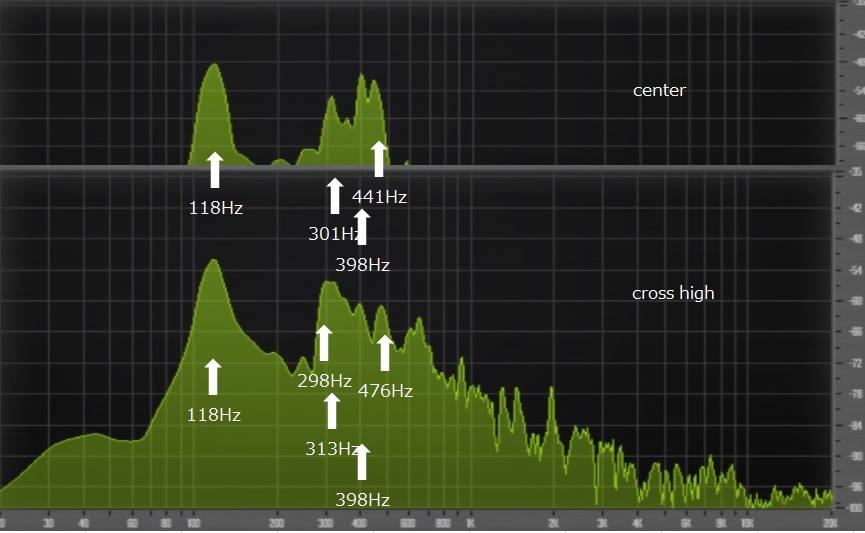
top+side in mold の測定結果。トップのモノポール周波数は118Hzで+70Hzすると最終形になると仮定して進めていた。最終モノポールは188Hzと予想。これは異なる2か所のタッピングポイントの写真です。上側はcenterでは、ロングダイポールが2種(398,441))出ています。下側は高音側のクロスダイポールが出やすい点で、2種類(298,313)出ています。クロスダイポールの出方が違うのが分かります。また、タッピングポイントを中心からずらすとトリポール(476Hz)が出ているのが分かります。叩く場所によって、周波数特性が違ってきます。
さらにここで、ブリッジ相当の重さ28gを貼り付けるとモノポールが103Hzまで下がった。最終は173Hzと予想できる。
トップ単体では、231Hz、バック単体は262Hz となり、剛性が下がってきたのが分かります。
トップはやや削りすぎた感じがしているので、トップを接着して次のステップに進む。
<まとめ>
1.サイド補強(ライニング補強、サイド内側割れ止めを10個追加)で剛性が上がったため、トップモノポール周波数が11Hz下がった。叩く場所(centerとcross dipole の出やすい場所)によって、周波数特性は違う。実際は(弦からの振動は)、これが合成された周波数特性になっていると思います。
2.バックモノポールは、板単体でピーク周波数が下がっている(剛性は下がっている)が、それほど下がらない。
workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していた。ボイシングの時は対象の下に物を置かないようにしましょう。
オリジナルギター1-18 ボイシング4 [original guitar1]
前回の結果より、トップもバックもまだオーバービルド(=重たい、硬い)なので、どういったアプローチで削るかを考えています。
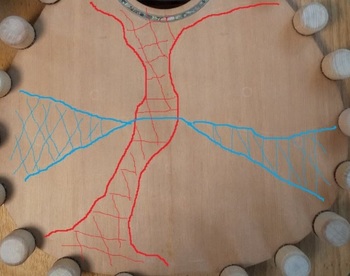
ボイシングをするにあたり、トップの表面を手あたり次第叩き、どのエリアでどの周波数が出ているかを調べてみました。その結果、このようになりました。ダイポールについて見ると、クロスダイポールは赤の領域、ロングダイポールは青の領域です。斜線は出ていない領域です。
top+side in mold で、クロスダイポールの非振動領域の改善と中心ずれを治そうと、
・トーンブレース上の中心の山の両端を落とす
・トーンブレース下の山全体を低くする
・4本のフィンガーブレース端側を落とす
⇒ ロングダイポールの振動領域の拡大がある程度できた。
⇒ クロストリポール470Hz が出てきた
⇒ モノポール周波数が17Hzダウン
ブレーシングを行ってみて、気が付くことは、
・モノポールに影響があるXブレース等のブレースを削り、モノポールが目標周波数になってから、今度はダイポールに関連するブレースを薄くするとダイポールと共にモノポールがさらに下がってしまいます。完全に独立したブレースと共振点はないので、どこかを削るとすべてに影響すると考えて、少しずつ削っていくしかないです。
・ボイシングでブレースを削ると板の剛性が変わるため、クランプを一度緩めて閉めなおさないと周波数特性が正しく取れない。
back+side in mold でバックのモノポールをさらに下げる。バック側をタッピングしています。
モノポールに注目して、top+side+back in moldで目標210Hzに対して228Hz。その差-18Hzだから、164Hzに対して仮目標は146Hzとしました。
・第3ブレースのサイドを削り(山形にする)、周波数の変化を見たが、ダイポール、トリポール周波数は下がらなかった。
・モノポールは、第4ブレースが支配的で、第2ブレース、第4ブレースも交互に削ったが、モノポールが目標に対して143Hzで下がりすぎたのでその時点で終了。
・ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。厚みを薄くすると、縦方向の剛性も下がるので、その分は横ブレースでバランスをとる必要がある。

バック単体でも周波数特性を取っておく。305Hzまでピーク周波数が下がっている。
<ここまでのまとめ>
1.トップは、クロスダイポール領域の拡大ができたが、 ダイポールはなかなか下がらない。その前にモノポールが下がりすぎてしまう。
・87Hzではヘルムホルツ周波数が低すぎるか?
・トップモノポールが低すぎるか?
・フィンガーブレースを削ることでクロストリポール470Hzがでてきた。
2.バックモノポールは第4ブレースが支配的で、モノポールが146Hzの目標に対して143Hzで下がりすぎたのでその時点で終了した。ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。
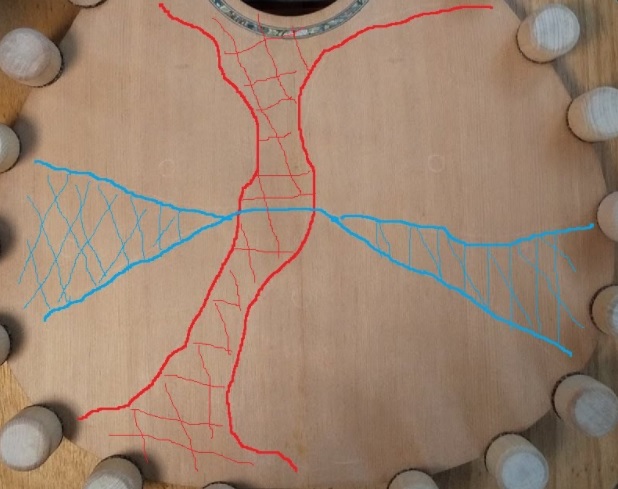
ボイシングをするにあたり、トップの表面を手あたり次第叩き、どのエリアでどの周波数が出ているかを調べてみました。その結果、このようになりました。ダイポールについて見ると、クロスダイポールは赤の領域、ロングダイポールは青の領域です。斜線は出ていない領域です。
top+side in mold で、クロスダイポールの非振動領域の改善と中心ずれを治そうと、
・トーンブレース上の中心の山の両端を落とす
・トーンブレース下の山全体を低くする
・4本のフィンガーブレース端側を落とす
⇒ ロングダイポールの振動領域の拡大がある程度できた。
⇒ クロストリポール470Hz が出てきた
⇒ モノポール周波数が17Hzダウン
ブレーシングを行ってみて、気が付くことは、
・モノポールに影響があるXブレース等のブレースを削り、モノポールが目標周波数になってから、今度はダイポールに関連するブレースを薄くするとダイポールと共にモノポールがさらに下がってしまいます。完全に独立したブレースと共振点はないので、どこかを削るとすべてに影響すると考えて、少しずつ削っていくしかないです。
・ボイシングでブレースを削ると板の剛性が変わるため、クランプを一度緩めて閉めなおさないと周波数特性が正しく取れない。

back+side in mold でバックのモノポールをさらに下げる。バック側をタッピングしています。
モノポールに注目して、top+side+back in moldで目標210Hzに対して228Hz。その差-18Hzだから、164Hzに対して仮目標は146Hzとしました。
・第3ブレースのサイドを削り(山形にする)、周波数の変化を見たが、ダイポール、トリポール周波数は下がらなかった。
・モノポールは、第4ブレースが支配的で、第2ブレース、第4ブレースも交互に削ったが、モノポールが目標に対して143Hzで下がりすぎたのでその時点で終了。
・ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。厚みを薄くすると、縦方向の剛性も下がるので、その分は横ブレースでバランスをとる必要がある。
バック単体でも周波数特性を取っておく。305Hzまでピーク周波数が下がっている。
<ここまでのまとめ>
1.トップは、クロスダイポール領域の拡大ができたが、 ダイポールはなかなか下がらない。その前にモノポールが下がりすぎてしまう。
・87Hzではヘルムホルツ周波数が低すぎるか?
・トップモノポールが低すぎるか?
・フィンガーブレースを削ることでクロストリポール470Hzがでてきた。
2.バックモノポールは第4ブレースが支配的で、モノポールが146Hzの目標に対して143Hzで下がりすぎたのでその時点で終了した。ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。
オリジナルギター1-17 ボイシング3 [original guitar1]

ボイシングの最適な工程は、写真にあるようにトップをサイドに接着した時です。(ブレース接着後、ここまで一気に組み立ててもブレースを削ることもできるし、あまり問題はありません。バック+サイドの確認ができないというだけです。)
ギターの形になっていれば、ブレースやトップがオーバービルド状態でも、それなりの周波数特性が出ます(ギターがどう鳴っているか参照)。
板の状態(ブックマッチ後のギターの形になったトップ板やブレース付きトップ板)で周波数特性を見る(chladoniパターンで確認することも含め)のはどういう意味があるのでしょうか?
おそらく、弦の振動を音に変える「効率」をアップできるのであろうと想像します。
Mark Blancardさんは、今まで製作した100台の経験から、いい音のするギターがトップ板状態ではどんなchladoniパターンになるかが分かっていて、その経験から、次の機種はトップ板状態でそのパターンになるように調整するそうです。
板の状態でいい音が出るということとギターの形にした時にいい音が出るということの相関が取れているという事でしょう。
前回書いたように、ブレース付きトップとサイドとブレース付きバックをモールドを利用して固定することにより、完成時の周波数特性を予測しながら進めていきます。
接着してないので、直ぐにばらばらにもできます。板状態で確認することも可能です。欠点は、モールドが付いているので、その分周波数はシフトしますから、最終的な周波数特性を予測しなければならないということです。経験的に言えば、モノポールはかなり予測できますが、ダイポールは難しいです。
それでは進めていきます。
トップとサイドをモールドにスプールクランプで接続(トップを接着する工程と同じ)し、タッピングします。
ボイシング(タッピング)を行う上での注意点を書いておきます。
・板単独の場合と同じように、タッピングは指で行うと高周波がうまく出ないので、tapping stickを使用する。
・叩く場所はブリッジを付けるところ(ここだけでは、クロスダイポールなど、うまく出ない共振周波数もあります。)
・スプールクランパの数が少ないと、サイドとしっかりと密着しないので、周波数応答が変わってくる。 特にクロスダイポールが高く出ることがわかりました。クランプは最高個数で行う方がよい。
・モールドの置き方によっても周波数応答が変わる。最終的に平置きで下に何も置かないようにした。
トップとサイドをモールドにクランプし周波数特性をとりました。

これが、結果です。
まず、グラフの見方ですが、横軸は周波数(Hz)でlogスケールで20Hzから20kHzまでです。共振周波数は90Hzから500Hzにピークがでます。縦軸は音の強度でdBです。絶対値自体は意味がありません。相対的にどこが大きいかを見るだけです。
モノポール141Hz、クロスダイポール313Hz、ロングダイポール398Hzでした。200Hz辺りにピークがありますが、これは良くわかりません。
周囲がフリーな板とサイドとモールドで固定され節の位置が全く変わったユニットとは、周波数特性が変わるのは想像できます。実は、ギターの形で周りが固定されると、こういった周波数特性にほぼなるそうです。全く違う特性になることはありません。逆に言えば、それほど大きく周波数特性は変えられないということを意味します。ボイシングという作業は「最適化」です。木を選定し、厚みを決め、ブレーシングをしたら、もう後はそれを少し調整するだけということです。
トップとバックを接着して完成したボディとトップとサイドをモールドに入れたものとの違い、つまり、トップにモールドが付くとどういう影響があるのでしょうか。太鼓をイメージしてモノポールの動きを考えると、胴体が重く安定するので、節(境界で動かない部分)がトップの外側に移動し、モノポール動作する範囲が広くなるので、周波数が低くなるのは定性的に理解できます。それに比べてダイポールは、モールドが付いても面内の左右(クロス)または上下(ロング)で交互に振動する訳なので、大きな影響は受けない(モノポールに比べて周波数変化は少ない)と考えられます。
voyagerguitarsさんのブログでは、モールド有り無しでモノポールが69(132→201)Hz増えていますが、ロングダイポールは5Hz、クロスダイポール15Hzしか増えていません。
ここで注意が必要です。私が今進めているのは000タイプです。voyagerguitarsさんはDタイプです。結論から言うと、ロングダイポールとクロスダイポールの周波数値が逆になります。サイズ比とロング方向とクロス方向の剛性の差でこうなるのでしょう。実はこの時点ではまだこれに気が付いていません。縦長だからロングが低くなるのだろうと思っていました。
最終的にモノポールは+70Hz、ダイポール+10Hzになると仮定すると、モノポール211(=141+70)Hz、クロスダイポール323(=313+10)Hz、ロングダイポール408(=398+10)Hzと予想できます(ここでは、後とのつながりを考えて、ロングとクロスの数字を入れ替えています)。
モノポールの目標は170から180Hz辺りで、低音をしっかり出したいということで、セミディープ(通常の000より厚め)にしています。やはりこのままでは、オーバービルドと考えられます。
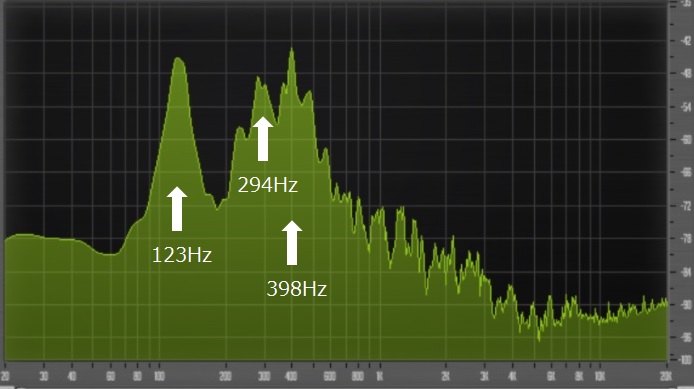
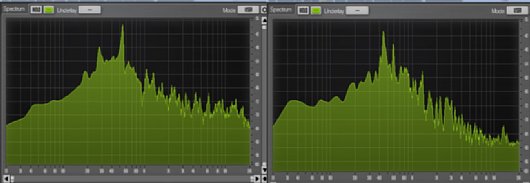
トップブレースの高さを、前々回示した寸法のように低くしました。その結果、モノポール141→123Hz、クロスダイポール313→294Hz(2つの山の真ん中)に変化し、ロングダイポール398→398Hzは変化しませんでした。最終予測はモノポール193(=123+70)Hz、クロスダイポール304(=294+10)Hz、ロングダイポール408(=398+10)Hzとなります。モノポールが下がってきて、クロスダイポールも下がりました。まあ、良い方向です。

最終的にBoxになった状態でどうなるかの予測をしたいので、トップとバックをサイドと一緒にモールドに入れて周波数特性がどうなるかを見てみます。
Boxになっているので、ヘルムホルツ共振がでています。また、バックの共振がトップにも現れて、いわゆるライブバックな状態です。モノポール160Hz クロスダイポール290Hz ロングダイポール364Hz、T(1,1)3(バックモノポールがトップに伝わる)モノポールが240Hzなので、最終的には270Hzになると予想されます。目標はトップより3~4半音高く、210~220Hzなので、バック側がオーバービルドです。

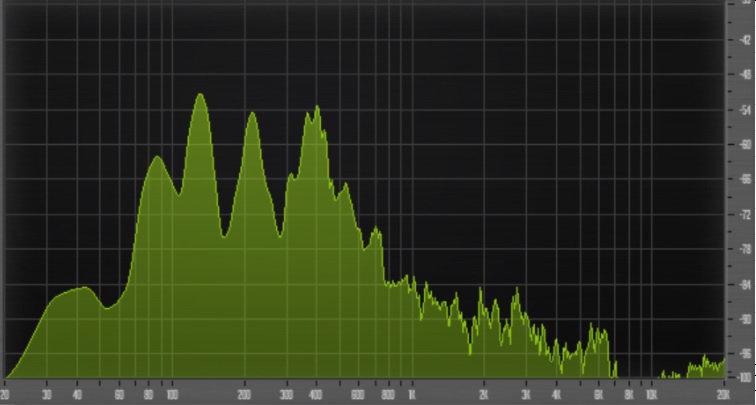
この時点の、トップ単体の周波数特性も取っておきます。次機種のリファレンスになります。山の中心周波数が355~400Hz辺りで、少し下がっています。一番高いピークは520Hzです。
まだ、ボイシングを始めたばかりで、安定して繰り返し同じ値が測定できるか苦労しています。
・横置きが良いか、平置きか?
・タッピングポイントは、どこが良いか?
・マイクの位置
・スプールクランプは締まっているか?
等。
バック側に何も置かないように! 置き方によっても周波数特性が激しく変わるので注意しましょう。
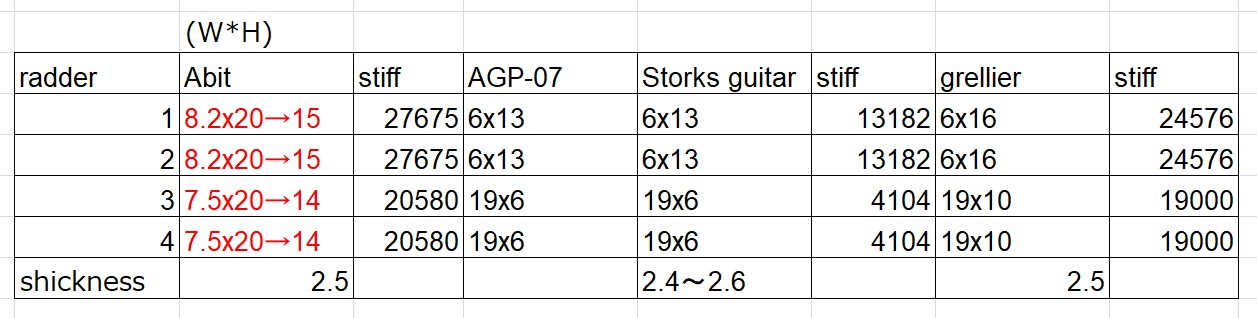
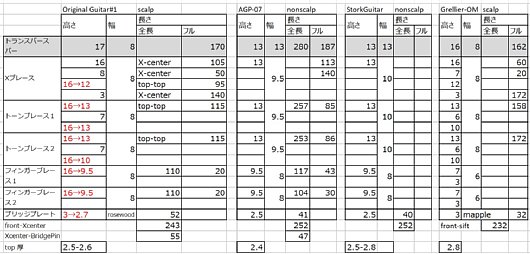
back側も同じように入手できる図面と寸法測定との比較を行い、かなりオーバービルであることが分かりました。stiffは強度で、高さの3乗に幅を掛けた値です。強度比をみて、かなり余裕を見て削る寸法を決定しました。これでもまだオーバービルドだと思います。削りすぎると元に戻せないので、慎重に安全を見て削っています。AGP-07とは、LMIで購入した図面の名前です。StorkGuitarの図面は、AGP-07(ほぼマーチン)と同じなので、同じ値になります。
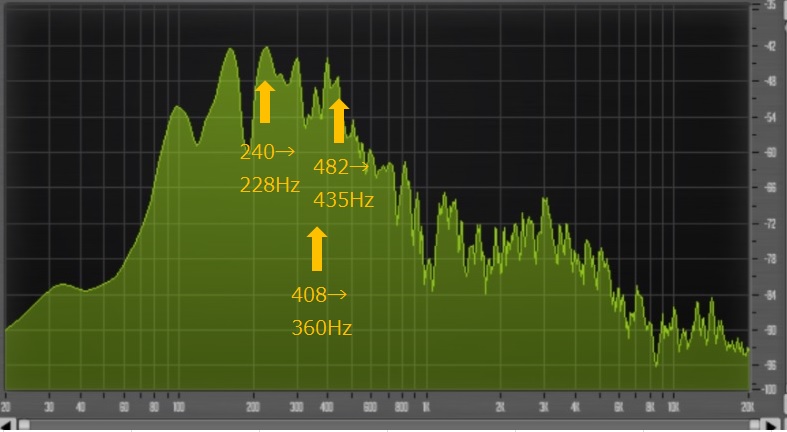
バックのブレーシングを削った結果、T(1,1)3 バックのモノポールが228Hz まで下がり、ダイポール、トリポールも大幅に下がりました。
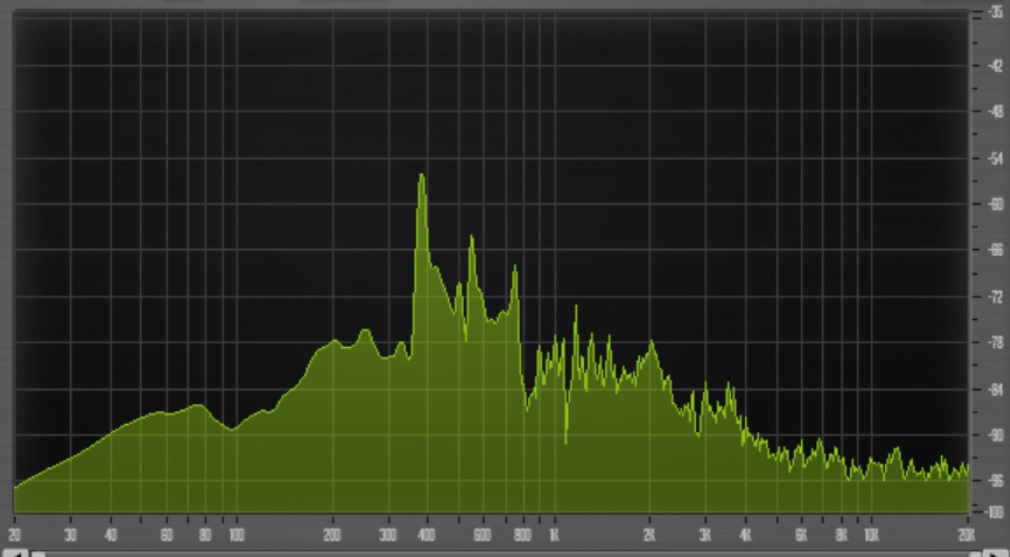
この時のバック単体でも周波数特性を記録しておきます。ピークが383Hzまで下がりました。
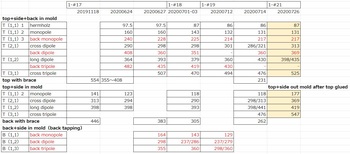
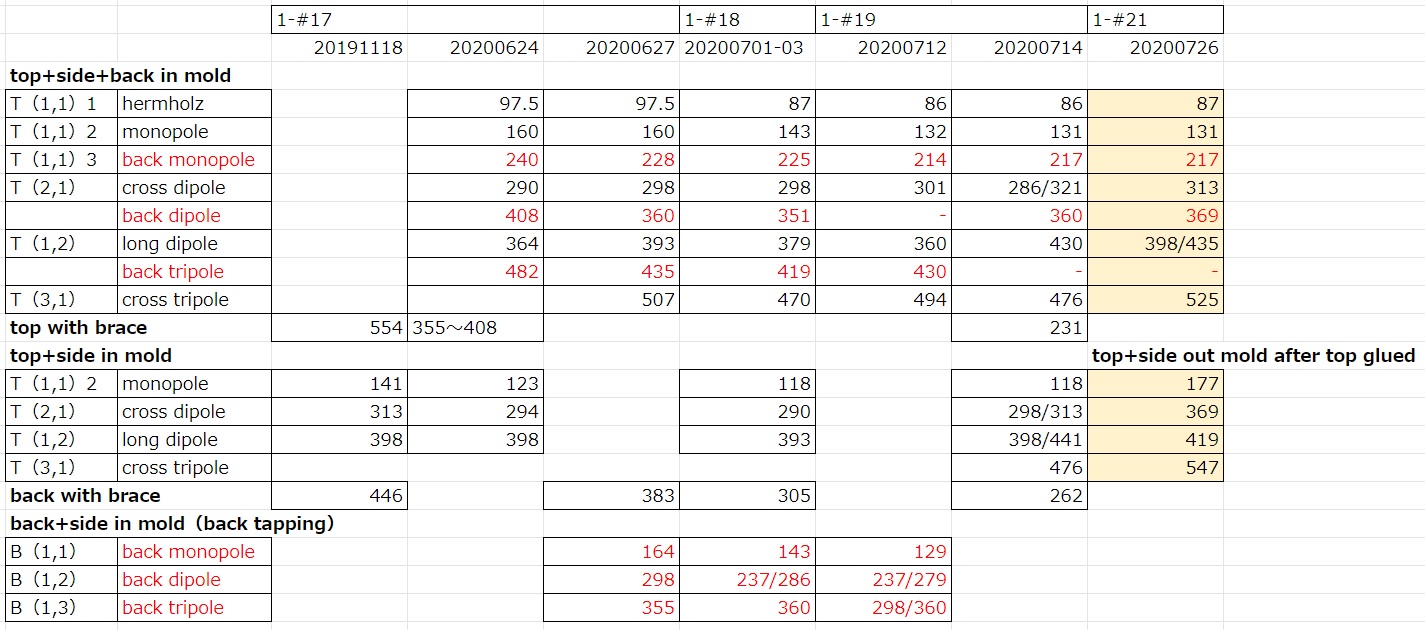
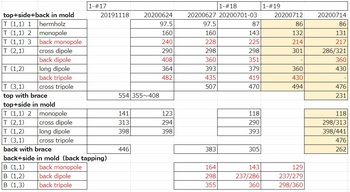
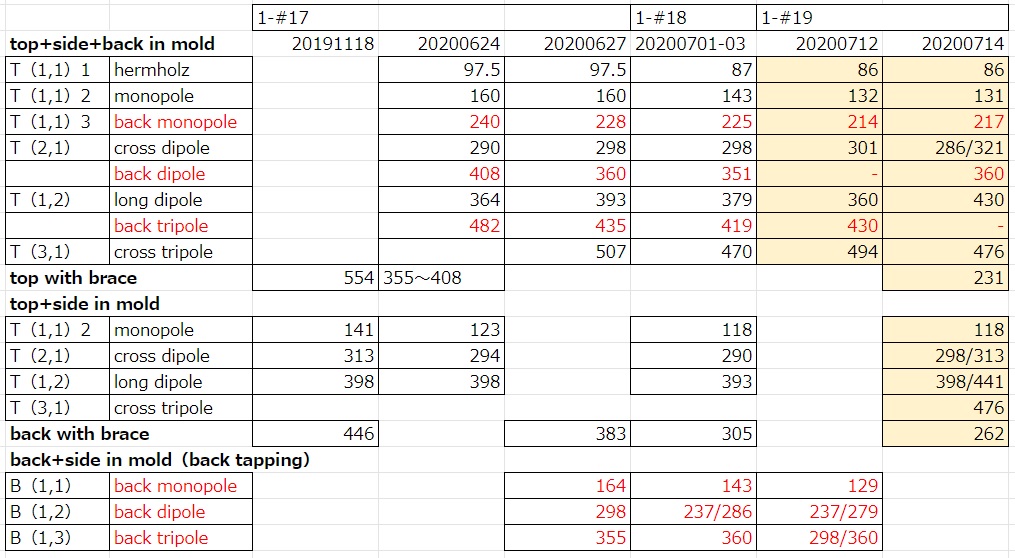
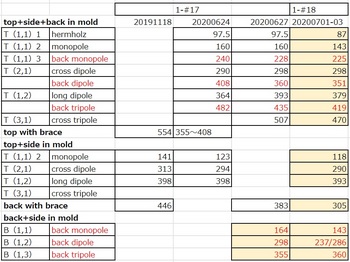
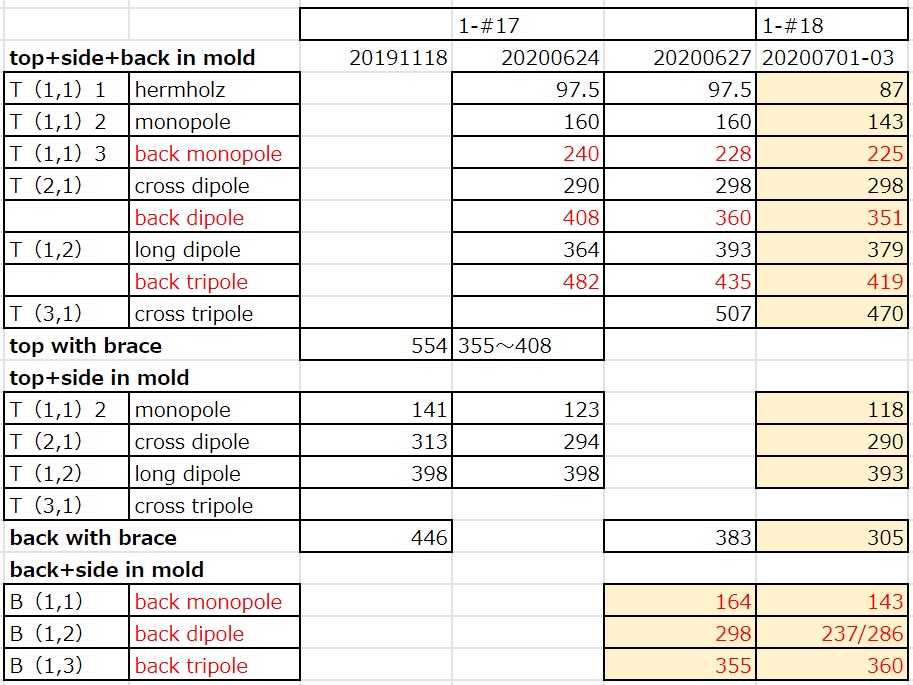
<ここまでのボイシングまとめ>
・top+side+back in mold 最終形態
・top with brace トップ単体
・top+side in mold トップ+サイド
・back with brace バック単体
のトップとバック、モールドでクランプした2つの状態の共振周波数の変化を見ながら、ボイシングを進めています。
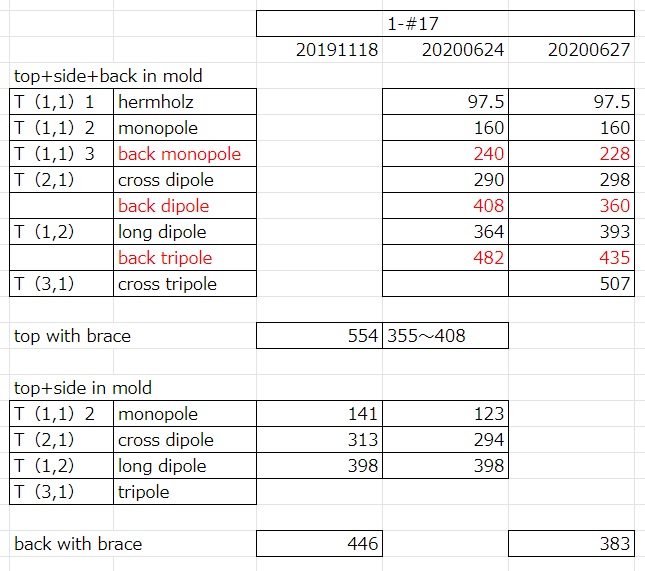
0.製作中のブレース寸法と入手できる図面の中に出てくるブレース寸法を比較することより、ブレーシングがオーバービルド(厚すぎ=重すぎ)であることが推定できた。
1.top+side in mold で最終の周波数特性が推定できる。
→ 完成予想は、モノポールは+70Hz、ダイポール+10Hzと仮定して進める。(voyager guitarsの記事を参考にした。)
バックを接合すると、モノポールが40Hz上がる。ダイポールは10Hz下がると仮定して進める。
2.top+side+back in moldで最終の周波数特性がどうなるか予想した。
→ 完成予想は、モノポール+30Hz、ダイポール+20Hzと仮定して進める。
・モールドの横置きか平置きかで特性が変わる。⇒ 安定している平置きで進める。
・ロングダイポールとクロスダイポールの周波数を逆に考えていた。000 形はlong>cross、D形はlong<cross。
・モールドクランプの締めが緩んでくると、モノポール周波数が下がってくるので注意が必要。
3.ブレース付きトップ単体及びブレース付きバック単体の周波数特性も取り、次機種のリファレンスにする。
オリジナルギター1-16 ボイシング2 [original guitar1]
この辺りの具体的なやり方やモールドの出し入れで各共振周波数がどうシフトするかは、voyagerguitarsの2016年のブログ記事を参考にさせていただきました。
somogyiの記事や本にもブレース接着後にダミーのボディを作り、それでボイシングすることが書かれていますが、具体的な周波数や各工程で周波数がどうシフトしていくかは書かれていません。
・サウンドボードの厚みを削るべきか?
・Xブレース、フィンガーブレース、トーンブレースの構造で音色が変化すると言われているがブレースをどういう風に削っていくか?
・バックはどう考えるか?
の具体的なやり方で迷っていて、いろいろなネット情報や記事を調べています。
ボイシングに関する情報1 Dana Bourgeois
ボイシングに関する情報2 voyager guitars
Chladoni by Mark Blanchard
Somogyi の本
2020/6/9 に「この半年間、ボイシングの方法でどうしたらよいか分からず、次を踏み出せないでいた。現状認識と各部の進度整理を行い、進め方を決める」というメモがあります。以下、整理した内容です。
0.ギター全体の発音の仕組みを再確認
・ブレースされたトップにはいくつもの共振点があり、これが一定間隔で並ぶのがよい。
・ブレースされたバックにも同様に共振点があり、基本周波数(モノポール)をトップより少し高く設定する。これは、トップの共振点の隙間にバックの共振点を入れるということ。
1.ブレース付きトップ単体の周波数特性を見る。
この時点でまず何を考えて進めるか?
・ボディサイズ(000タイプ)とブレーシングパターン(Xブレース)は決まっているので、基本設計はできており、多くは変わらない(変えられない)。
・ボイシング作業はあくまでも最適化
・応答性の良さ ボッボッ ⇒ ボーン、ボーン と云ったサスティーンをどう出すか。
・縦方向(ロング)と横方向(クロス)の強度がバランスするように決める。 (Dana BourgeoisのVideoでは、サウンドホールから手を入れ、テイルエンドを持ちロング方向の強度を、フィンガーブレースの真ん中に両手の親指を入れクロス方向の強度確認をしている。相対的にはわかるが、絶対値がわからない。)
・指によるタッピングは、高周波400Hz以上をダンピングさせるので、モノポールを評価するときには良いが、それ以上の周波数を評価することができない。28cmのスプルース角材の先に消しゴムをつけたタッピングスティックを作成しこれによりタッピングを行う。
2.トップとサイドをモールドに入れて、削りながら周波数特性を見る。
<各ブレースの機能の整理>
Xブレース剛性↓ モノポール周波数はダウン
ロングダイポール周波数はあまり変わらず
クロスダイポールの周波数ダウン
ブリッジプレート厚さ↓ モノポール周波数は変わらず
トーンブレース1 ?
トーンブレース2 ?
フィンガーブレース1 ?
フィンガーブレース2 ?
3.トップとバックの両方をサイドにつけ、モールドに入れて完成状態で周波数特性を見る。
トップとバックをモールドに入れ、Boxにして周波数特性をみるのは、あまり見たことがない。どの程度最終形態に近くなるかを見る。
4.ブレース付きバック単体周波数特性を見る。
各々の段階で次のステップに行く目安を決めながら進める。この段階(トップ、バックとも接着前)では、まだいろいろなことが試すことができる。トップを接着した後の工程がボイシングの大事なポイントになるが、接着すると、バック+サイドの特性が試せなくなる。
somogyiの記事や本にもブレース接着後にダミーのボディを作り、それでボイシングすることが書かれていますが、具体的な周波数や各工程で周波数がどうシフトしていくかは書かれていません。
・サウンドボードの厚みを削るべきか?
・Xブレース、フィンガーブレース、トーンブレースの構造で音色が変化すると言われているがブレースをどういう風に削っていくか?
・バックはどう考えるか?
の具体的なやり方で迷っていて、いろいろなネット情報や記事を調べています。
ボイシングに関する情報1 Dana Bourgeois
ボイシングに関する情報2 voyager guitars
Chladoni by Mark Blanchard
Somogyi の本
2020/6/9 に「この半年間、ボイシングの方法でどうしたらよいか分からず、次を踏み出せないでいた。現状認識と各部の進度整理を行い、進め方を決める」というメモがあります。以下、整理した内容です。
0.ギター全体の発音の仕組みを再確認
・ブレースされたトップにはいくつもの共振点があり、これが一定間隔で並ぶのがよい。
・ブレースされたバックにも同様に共振点があり、基本周波数(モノポール)をトップより少し高く設定する。これは、トップの共振点の隙間にバックの共振点を入れるということ。
1.ブレース付きトップ単体の周波数特性を見る。
この時点でまず何を考えて進めるか?
・ボディサイズ(000タイプ)とブレーシングパターン(Xブレース)は決まっているので、基本設計はできており、多くは変わらない(変えられない)。
・ボイシング作業はあくまでも最適化
・応答性の良さ ボッボッ ⇒ ボーン、ボーン と云ったサスティーンをどう出すか。
・縦方向(ロング)と横方向(クロス)の強度がバランスするように決める。 (Dana BourgeoisのVideoでは、サウンドホールから手を入れ、テイルエンドを持ちロング方向の強度を、フィンガーブレースの真ん中に両手の親指を入れクロス方向の強度確認をしている。相対的にはわかるが、絶対値がわからない。)
・指によるタッピングは、高周波400Hz以上をダンピングさせるので、モノポールを評価するときには良いが、それ以上の周波数を評価することができない。28cmのスプルース角材の先に消しゴムをつけたタッピングスティックを作成しこれによりタッピングを行う。
2.トップとサイドをモールドに入れて、削りながら周波数特性を見る。
<各ブレースの機能の整理>
Xブレース剛性↓ モノポール周波数はダウン
ロングダイポール周波数はあまり変わらず
クロスダイポールの周波数ダウン
ブリッジプレート厚さ↓ モノポール周波数は変わらず
トーンブレース1 ?
トーンブレース2 ?
フィンガーブレース1 ?
フィンガーブレース2 ?
3.トップとバックの両方をサイドにつけ、モールドに入れて完成状態で周波数特性を見る。
トップとバックをモールドに入れ、Boxにして周波数特性をみるのは、あまり見たことがない。どの程度最終形態に近くなるかを見る。
4.ブレース付きバック単体周波数特性を見る。
各々の段階で次のステップに行く目安を決めながら進める。この段階(トップ、バックとも接着前)では、まだいろいろなことが試すことができる。トップを接着した後の工程がボイシングの大事なポイントになるが、接着すると、バック+サイドの特性が試せなくなる。
ボイシング情報2 Voyager Guitars [voicing]
ボイシング情報1 Bourgeois Guitars [voicing]
ボイシングを始めるにあたって、具体的にどんなことを行っているか、トップ材の音や数字が載っている動画やサイトを上げておきます。
Voicing についてのBourgeoisのYoutubeがあります。
Guitar Top Voicing Demonstration by Dana Bourgeois
ギターの音響工学から話をはじめ、後半で実際のブレース付きトップにボイシングを行っています。
ブレースの端を落とす⇒フィンガーブレースを削る⇒トーンブレースを削る⇒Xブレースを削るを繰り返すことにより音がトントントンからトゥイーントゥィーンに変わっています。
Bourgeois Top Voicing Demonstration
ブレース付きトップについてボイシングを行っています。どのようなことを行うかアウトラインが分かります。
・タッピングで音を聞く方法
・具体的にどんな音がするか?
・long方向とcross方向の剛性を比較している
ということは分かりますが、どういう手順でやるか、どういう音がするからどこを削るかといった情報はないので、最初は、何が何だかよくわかりません。
トップ単体(ブレーシング済み)とバック単体(ブレーシング済み)のボイシングを行っていますが、long方向とcross方向の剛性を音と曲げたときの硬さで判断しています。ただ、アディロンダックスプルースとマダガスカルローズウッドの高級品はこんな硬い音がするんだということはわかります。自分の木材とはまるで違うと不安に駆られますが。。。。。。
Bourgeois Guitars 1 31 17
Bourgeois Guitars のトップ材の音を聞くことができます。また、ボルトオンーオフ構造が写っています。
Voicing についてのBourgeoisのYoutubeがあります。
Guitar Top Voicing Demonstration by Dana Bourgeois
ギターの音響工学から話をはじめ、後半で実際のブレース付きトップにボイシングを行っています。
ブレースの端を落とす⇒フィンガーブレースを削る⇒トーンブレースを削る⇒Xブレースを削るを繰り返すことにより音がトントントンからトゥイーントゥィーンに変わっています。
Bourgeois Top Voicing Demonstration
ブレース付きトップについてボイシングを行っています。どのようなことを行うかアウトラインが分かります。
・タッピングで音を聞く方法
・具体的にどんな音がするか?
・long方向とcross方向の剛性を比較している
ということは分かりますが、どういう手順でやるか、どういう音がするからどこを削るかといった情報はないので、最初は、何が何だかよくわかりません。
トップ単体(ブレーシング済み)とバック単体(ブレーシング済み)のボイシングを行っていますが、long方向とcross方向の剛性を音と曲げたときの硬さで判断しています。ただ、アディロンダックスプルースとマダガスカルローズウッドの高級品はこんな硬い音がするんだということはわかります。自分の木材とはまるで違うと不安に駆られますが。。。。。。
Bourgeois Guitars 1 31 17
Bourgeois Guitars のトップ材の音を聞くことができます。また、ボルトオンーオフ構造が写っています。
オリジナルギター1-15 ボイシング1 [original guitar1]

ネックのボルトオンーオフ構造、ボディ、トップ、バック取り付け調整が終わり、いよいよボイシングをする工程になりました。
2019年11月に
1.部材として行う。
2.表板をブックマッチした後に行う。
3.ブレースを接着する前にトップ、バックだけで行う。
4.ブレース接着後、トップ、バックだけで行う。
5.バックをつける前にトップ・サイドをモールドに固定して行う。
*ステップ4と5は交互に行うことができる。
6.トップをサイドに接着後、行う。
7.バックを接着後、ボックスになった時点で行う。
既にブレース接着までおこなっていたため、ステップ4以降を行う。
という計画を立てています。
ここからが最も悩む工程です。ブレーシング済みのトップとバックがあり、「とっかかり」をどうしたら良いかが分からず、様々なアプローチを考えています。「ブートストラップ」をどうしたらよいかということで、6ヵ月悩んで、いろいろな資料なり、情報を調べています。
・タッピング音による判断
どんな本を読んでも「タッピング音を聞いて判断する」ということが書かれています。トントントンがトィーントィーントィーンに変化する点とか、最適な音になるポイントを探すとか表現していますが、なかなか初心者には分かりません。もっとはっきりと定量的でないと理解はできないと思います。何回か作り上げた人なら、なんとなく分かります。私も2台目の時は、なんとなく分かりました。ただ、この表現だけで理解するのは無理があるでしょう。どうしたらよいか「この先に進むのに躊躇している」というメモが残っています。
・chladoniと周波数解析
これは定量的な目標ができますが、いろいろな工程で具体的な数値目標を示しているのは、chladoniを応用したMark Blanchardの記事しかありません。ここでも経験という問題があります。Markも100台くらいのギターを作り続けて、その経験から良いギターのパターンを見つけたということを言っています。また、chladoni装置はスピーカーを使用しており、大きな音が出ます。ヘッドホーン(耳を傷めないための消音器として)をしないと宇宙人が襲ってきたかと隣人からクレームがくるということが書かれていたので、それも躊躇させる原因でした。かなりの大きな音を出さないとうまくできません。少し試してはみましたが、大きな音に耐えられませんでした。
一方、インパルス応答による周波数解析は、より具体的で定量的な値で比較できます。
chladoniも結局は共振周波数を見ているわけですから、その目標値はMark Blanchardを参考に、自分のインパルス応答による共振周波数とを比較することで対応できるとまで考えられませんでした。
オリジナルギター#2では、これ参考にしています。
tappingは指で行うと400Hz以上の高周波がうまく出ないので、tapping stick(28cmの木に消しゴムをつけたもの)を使用し、トップの端を摘まんで、Xブレース交点とブリッジの中心を叩く。バックも端を摘まんで、上から3番目と4番目のブレーシング位置の真ん中を叩く。ということをやってみました。
トップは540Hz、バックは446Hzがピーク。既存ギターの共振ピークが、箱にはなっているが200~300Hzにあるので高すぎる⇒オーバービルド、重すぎる=硬すぎる、ということか?
と結論付けています。
・物理的な測定
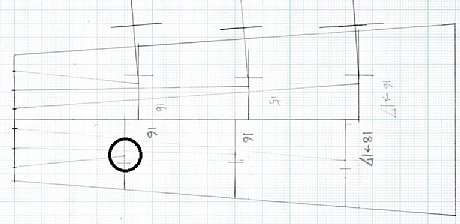
共振周波数の結論を裏付けるために、別な方法で硬すぎるかどうかというのを判断したいと思いました。ブレーシングした状態のトップ自体の厚さとブレーシングの厚さを入手できる図面のブレースの寸法と比較してみました。
これを判断するためには、重要ポイントがあります。剛性∝(高さ)の3乗という法則です。つまり、幅と長さが同じならば、高さの比の3乗に比例して剛性が高くなるということです。10%高さを削ると27%剛性が落ちるということです。ブレースの高さ、16mmと13mmの剛性を比較すると1.86倍(53%)違うということです。
明らかに今の状態はオーバービルド(重すぎ、厚すぎ)であることがわかりました。
この時点では、まだブレースを削ってはいません。
ギターランキング
ギターがどう鳴っているか [theories]
1.固有振動数
物には固有振動があります。ギターの弦は、ナットとサドルに挟まれた部分が振動し、これが基本周波数になります。ハーモニクス(倍音を出す)で12フレット(弦長の1/2)を軽く押さえてると、その2倍の周波数になります。さらに7フレットまたは19フレット(弦長の1/3、2/3)を軽く押さえると3倍の周波数になります。
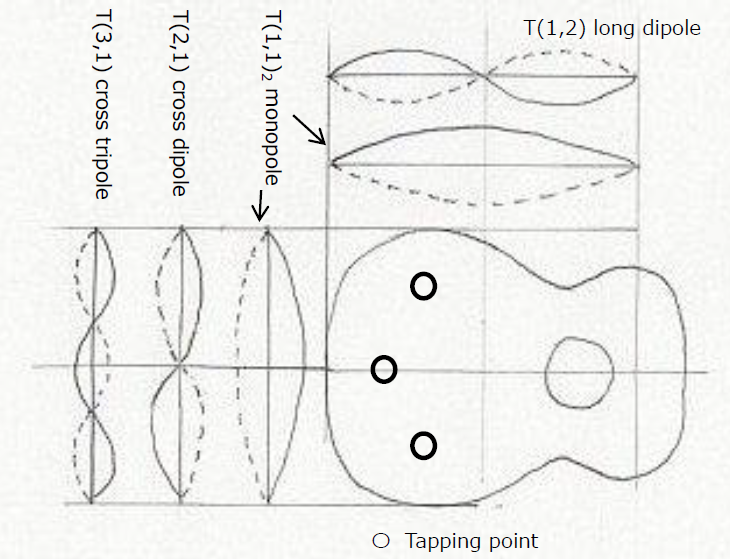
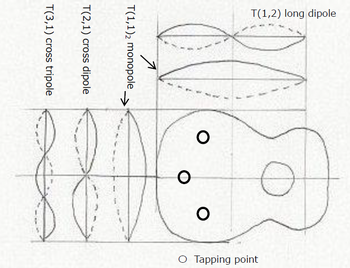 図は、これをギターのトップ(サウンドボード)に展開したものです。面全体が上下に振動するのをモノポール、面の半分が交互に振動するものをダイポール(2次高調波)、面を1/3に分けて真中と左右が交互の振動するのをトリポール(3次高調波)といいます。縦方向をロング(木目方向)、横方向をクロス(木目を横切る方向)といいます。
図は、これをギターのトップ(サウンドボード)に展開したものです。面全体が上下に振動するのをモノポール、面の半分が交互に振動するものをダイポール(2次高調波)、面を1/3に分けて真中と左右が交互の振動するのをトリポール(3次高調波)といいます。縦方向をロング(木目方向)、横方向をクロス(木目を横切る方向)といいます。
ダイポールは、長さで単純に考えるとモノポールは2倍の周波数、トリポールは3倍の周波数と考えやすいですが、木目方向(ロング)には木目が剛性を上げる、振動範囲が端までいかない等がありますので、ぴったりの周波数にはなりません。
そういうことから、ダイポールは、000タイプとDタイプでは周波数が逆転しますので、注意してください。
000タイプ クロスダイポール < ロングダイポール
Dタイプ ロングダイポール < クロスダイポール
2.周波数帯域
人が聞こえる周波数(可聴域)は、20~20kHzです。年齢を重ねると高い周波数が聞こえなくなるようです。私は13kHzくらいで聞こえなくなります。
一方、ギターの各弦の基音の周波数は、6弦(E)82Hz、5弦(A)110Hz、4弦(D)147Hz、3弦(G)196Hz、2弦(B)247Hz、1弦(E)330Hz、1弦の20フレットは1,047Hzですが、各音はいくつもの倍音(高調波)が合わさって構成されるので、ギターから発生される音の帯域は、80~12kHzになります。
3.音の伝わり方と共振周波数
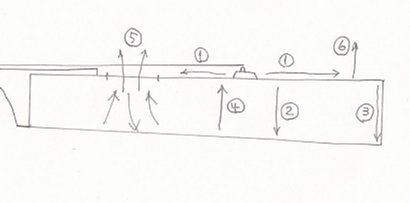
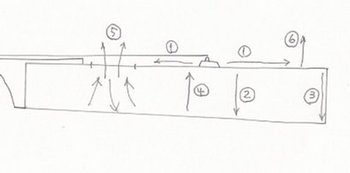 ①弦を弾くとそのエネルギーがサドル(ブリッジ)からトップに伝わります。②トップが振動するとそれはボディ内の空気を通してバックに伝わります。③サイドからの伝達もあります。④バックは振動し、ボディ内の空気を振動させ、トップに戻ります。これが繰り返されて、トップ自身の振動とバックの振動が合わされ、⑤サウンドホールと⑥表面から放射されます。
①弦を弾くとそのエネルギーがサドル(ブリッジ)からトップに伝わります。②トップが振動するとそれはボディ内の空気を通してバックに伝わります。③サイドからの伝達もあります。④バックは振動し、ボディ内の空気を振動させ、トップに戻ります。これが繰り返されて、トップ自身の振動とバックの振動が合わされ、⑤サウンドホールと⑥表面から放射されます。
ボディが共振(共鳴)する最も低い周波数はヘルムホルツ共鳴です。空瓶の口を横から吹くとボーという音がしますが、あの原理です。ヘルムホルツ共鳴周波数fは、f∝ α*√ (S / V) でサウンドホールの面積Sが大きくなると周波数が高くなり、ボディの容積Vが増えると低くなります。
サウンドホールはほぼ一定なので、ボディが大きければ周波数は低くなり、小さければ高くなります。さらに、剛性αに比例し、トップ、サイド、バックの壁の剛性が上がれば高くなり、下がれば低くなります。
モノポールは3つあり、000タイプのギターについていうと、ヘルムホルツ共鳴周波数T(1,1)1は約100Hz、トップ共振周波数T(1,1)2は約190Hz、バック共振がトップに伝わる周波数T(1,1)3は、約240Hzです。
トップ共振周波数T(1,1)2を下げると大サイズのギターのような効果があります。私は、このT(1,1)2を170~180Hz程度に、T(1,1)1を90~95Hzになるように考えています。
バックが良く振動し、トップにその振動が戻るようなバックを「ライブバック」とか「アクティブバック」といい、共振周波数はトップの2半音~7半音高く設定するといわれます。どこにするかは、ビルダーによります。
ダイポールはクロスダイポールT(2,1)が約320Hz、ロングダイポールT(1,2)が約400Hz
(大型のDタイプでは、クロスとロングが逆になります。)クロストリポールT(3,1)は約500Hzです。
バックモノポールB(1,1)(これが伝わりT(1,1)3になる)、バックダイポールB(1,2)、バックトリポールB(1,3)と呼びます。
これらいくつかの共振周波数が合わされ、ギターの全体の特性を作っています。これを周波数特性といいます。
4.周波数特性の測定
これを確認するやり方は、インパルス応答を測定することです。
インパルス(周波数全域に渡って一定の振幅がある)を調査したいシステム(ギターボディ)に与えて、その周波数応答が、そのままシステムの周波数特性になります。
 ギターの場合は、インパクトハンマー(私は消しゴムを棒の先に付けました)でギターのトップを叩き、その音をマイクで拾い、フーリエ変換し周波数特性を得ます。このツールやソフトウエアは市販(または無償でダウンロード)されています。別にまとめて紹介します。
ギターの場合は、インパクトハンマー(私は消しゴムを棒の先に付けました)でギターのトップを叩き、その音をマイクで拾い、フーリエ変換し周波数特性を得ます。このツールやソフトウエアは市販(または無償でダウンロード)されています。別にまとめて紹介します。
これにより、各共振周波数(=周波数特性)が測定できます。
ギターのトップをインパクトハンマーで叩き、その音ををマイクで拾うわけですが、一か所だけではすべての共振周波数がうまく拾えません。特に、ギターの真ん中が節(振動しない)になっているクロスダイポールは拾えないので、ローボウトの左側(低音側)の真ん中とローボウトの右側(高音側)の真ん中の3ヶ所を叩くことによって全部の共振周波数を測定するようにしています(最初の図)。
この方法は、少し矛盾していると感じています。そもそも弦の振動はブリッジ(サドルを通して)からトップに伝わるので、ブリッジを叩くというのが本当の特性ではないかと思いますが、周波数ピークが判断しにくいので良く振動するところで見ているのが現状です。
5.まとめ
ギターのボイシングを行うことを前提として、今まで理解したことや測定結果を示しました。
良い音が出るギターを作ることは、600Hzまでの共振周波数
①ヘルムホルツ共振周波数 T(1,1)1 約100Hz
②トップモノポール周波数 T(1.1)2 約190Hz
③バックモノポールがトップに現れる共振周波数 T(1,1)3 ≒B(1,1) 約240Hz
④クロスダイポール T(2,1) 約320Hz
⑤ロングダイポール T(1,2) 約400Hz
⑥クロストリポール T(3,1) 約500Hz
⑦バックダイポール B(1,2) 約450Hz
⑧バックトリポール B(1,3) 約550Hz
を弦の振動周波数にかぶらないように、バランスをとっていかにうまく出すかが重要だと思います。
(000タイプの周波数を書きました。もちろん、これ以上の周波数も出ています。)
物には固有振動があります。ギターの弦は、ナットとサドルに挟まれた部分が振動し、これが基本周波数になります。ハーモニクス(倍音を出す)で12フレット(弦長の1/2)を軽く押さえてると、その2倍の周波数になります。さらに7フレットまたは19フレット(弦長の1/3、2/3)を軽く押さえると3倍の周波数になります。
 図は、これをギターのトップ(サウンドボード)に展開したものです。面全体が上下に振動するのをモノポール、面の半分が交互に振動するものをダイポール(2次高調波)、面を1/3に分けて真中と左右が交互の振動するのをトリポール(3次高調波)といいます。縦方向をロング(木目方向)、横方向をクロス(木目を横切る方向)といいます。
図は、これをギターのトップ(サウンドボード)に展開したものです。面全体が上下に振動するのをモノポール、面の半分が交互に振動するものをダイポール(2次高調波)、面を1/3に分けて真中と左右が交互の振動するのをトリポール(3次高調波)といいます。縦方向をロング(木目方向)、横方向をクロス(木目を横切る方向)といいます。ダイポールは、長さで単純に考えるとモノポールは2倍の周波数、トリポールは3倍の周波数と考えやすいですが、木目方向(ロング)には木目が剛性を上げる、振動範囲が端までいかない等がありますので、ぴったりの周波数にはなりません。
そういうことから、ダイポールは、000タイプとDタイプでは周波数が逆転しますので、注意してください。
000タイプ クロスダイポール < ロングダイポール
Dタイプ ロングダイポール < クロスダイポール
2.周波数帯域
人が聞こえる周波数(可聴域)は、20~20kHzです。年齢を重ねると高い周波数が聞こえなくなるようです。私は13kHzくらいで聞こえなくなります。
一方、ギターの各弦の基音の周波数は、6弦(E)82Hz、5弦(A)110Hz、4弦(D)147Hz、3弦(G)196Hz、2弦(B)247Hz、1弦(E)330Hz、1弦の20フレットは1,047Hzですが、各音はいくつもの倍音(高調波)が合わさって構成されるので、ギターから発生される音の帯域は、80~12kHzになります。
3.音の伝わり方と共振周波数
 ①弦を弾くとそのエネルギーがサドル(ブリッジ)からトップに伝わります。②トップが振動するとそれはボディ内の空気を通してバックに伝わります。③サイドからの伝達もあります。④バックは振動し、ボディ内の空気を振動させ、トップに戻ります。これが繰り返されて、トップ自身の振動とバックの振動が合わされ、⑤サウンドホールと⑥表面から放射されます。
①弦を弾くとそのエネルギーがサドル(ブリッジ)からトップに伝わります。②トップが振動するとそれはボディ内の空気を通してバックに伝わります。③サイドからの伝達もあります。④バックは振動し、ボディ内の空気を振動させ、トップに戻ります。これが繰り返されて、トップ自身の振動とバックの振動が合わされ、⑤サウンドホールと⑥表面から放射されます。ボディが共振(共鳴)する最も低い周波数はヘルムホルツ共鳴です。空瓶の口を横から吹くとボーという音がしますが、あの原理です。ヘルムホルツ共鳴周波数fは、f∝ α*√ (S / V) でサウンドホールの面積Sが大きくなると周波数が高くなり、ボディの容積Vが増えると低くなります。
サウンドホールはほぼ一定なので、ボディが大きければ周波数は低くなり、小さければ高くなります。さらに、剛性αに比例し、トップ、サイド、バックの壁の剛性が上がれば高くなり、下がれば低くなります。
モノポールは3つあり、000タイプのギターについていうと、ヘルムホルツ共鳴周波数T(1,1)1は約100Hz、トップ共振周波数T(1,1)2は約190Hz、バック共振がトップに伝わる周波数T(1,1)3は、約240Hzです。
トップ共振周波数T(1,1)2を下げると大サイズのギターのような効果があります。私は、このT(1,1)2を170~180Hz程度に、T(1,1)1を90~95Hzになるように考えています。
バックが良く振動し、トップにその振動が戻るようなバックを「ライブバック」とか「アクティブバック」といい、共振周波数はトップの2半音~7半音高く設定するといわれます。どこにするかは、ビルダーによります。
ダイポールはクロスダイポールT(2,1)が約320Hz、ロングダイポールT(1,2)が約400Hz
(大型のDタイプでは、クロスとロングが逆になります。)クロストリポールT(3,1)は約500Hzです。
バックモノポールB(1,1)(これが伝わりT(1,1)3になる)、バックダイポールB(1,2)、バックトリポールB(1,3)と呼びます。
これらいくつかの共振周波数が合わされ、ギターの全体の特性を作っています。これを周波数特性といいます。
4.周波数特性の測定
これを確認するやり方は、インパルス応答を測定することです。
インパルス(周波数全域に渡って一定の振幅がある)を調査したいシステム(ギターボディ)に与えて、その周波数応答が、そのままシステムの周波数特性になります。
 ギターの場合は、インパクトハンマー(私は消しゴムを棒の先に付けました)でギターのトップを叩き、その音をマイクで拾い、フーリエ変換し周波数特性を得ます。このツールやソフトウエアは市販(または無償でダウンロード)されています。別にまとめて紹介します。
ギターの場合は、インパクトハンマー(私は消しゴムを棒の先に付けました)でギターのトップを叩き、その音をマイクで拾い、フーリエ変換し周波数特性を得ます。このツールやソフトウエアは市販(または無償でダウンロード)されています。別にまとめて紹介します。これにより、各共振周波数(=周波数特性)が測定できます。
ギターのトップをインパクトハンマーで叩き、その音ををマイクで拾うわけですが、一か所だけではすべての共振周波数がうまく拾えません。特に、ギターの真ん中が節(振動しない)になっているクロスダイポールは拾えないので、ローボウトの左側(低音側)の真ん中とローボウトの右側(高音側)の真ん中の3ヶ所を叩くことによって全部の共振周波数を測定するようにしています(最初の図)。
この方法は、少し矛盾していると感じています。そもそも弦の振動はブリッジ(サドルを通して)からトップに伝わるので、ブリッジを叩くというのが本当の特性ではないかと思いますが、周波数ピークが判断しにくいので良く振動するところで見ているのが現状です。
5.まとめ
ギターのボイシングを行うことを前提として、今まで理解したことや測定結果を示しました。
良い音が出るギターを作ることは、600Hzまでの共振周波数
①ヘルムホルツ共振周波数 T(1,1)1 約100Hz
②トップモノポール周波数 T(1.1)2 約190Hz
③バックモノポールがトップに現れる共振周波数 T(1,1)3 ≒B(1,1) 約240Hz
④クロスダイポール T(2,1) 約320Hz
⑤ロングダイポール T(1,2) 約400Hz
⑥クロストリポール T(3,1) 約500Hz
⑦バックダイポール B(1,2) 約450Hz
⑧バックトリポール B(1,3) 約550Hz
を弦の振動周波数にかぶらないように、バランスをとっていかにうまく出すかが重要だと思います。
(000タイプの周波数を書きました。もちろん、これ以上の周波数も出ています。)
オリジナルギター1-14 スペックのまとめ [original guitar1]

これは、完成した現在の写真です。製作後1年以上経っています。
ネック組立とボルトオンーオフ構造への改良、トップ、バックの貼り付け準備が終わり、いよいよボイシングを行う段階になってきました。製作を始めた時は、ただ図面通りに000タイプを完成させることしか考えていませんでしたが、いろいろな知識を得たり、木工を経験することで考え方が変わってきました。
本来ならば、最初に決めることですが、「target どんなものを作るか」を整理してみたいと思います。
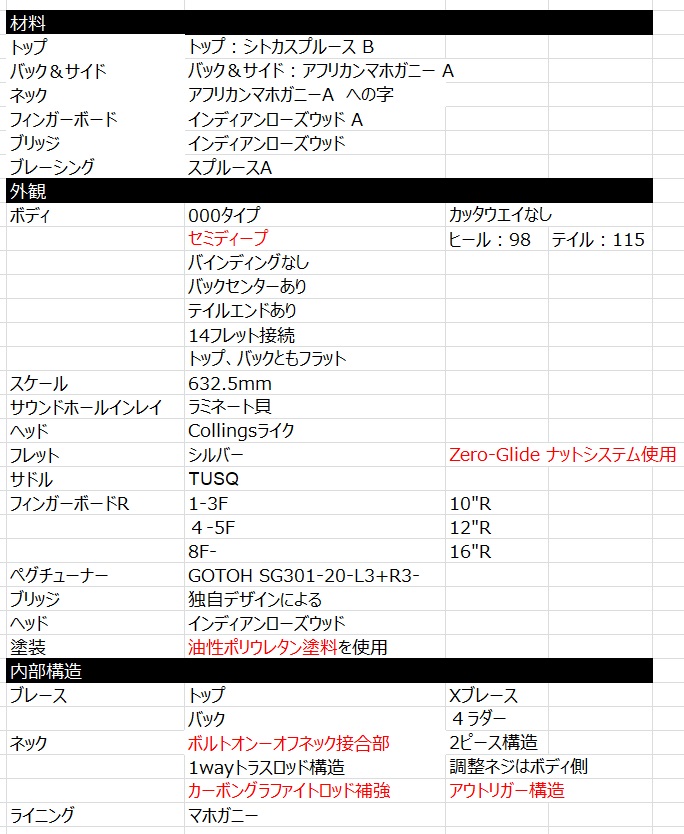
今のスペックを表にまとめました。
1.材料は、1台目なので練習のつもりで安いものを選択しました。トップ材はBランク品ですが、音は結構よいです。
2.サイドは、曲げやすさを考えてマホガニーを選びましたが、ローズウッドの方が曲げやすいです。
3.外観上は、ローズウッドとマホガニーで揃えました。
4.ボディ厚みは、セミディープにしました。低音を出したいということです。
5.スケールは弾きやすさ優先で、632.5mm
6.0フレットにZero-Glide ナットシステムを使用しています。普通のネック構造に0フレットを追加できます。この話になるとイントネーション(すべてのフレットで音程のずれを最小限に合わせること)が絡んできて長くなりますが、弾きやすさを優先させたということです。
6.サドルは、TUSQを使用
7.ペグチューナーは、ロトマチック構造
8.ブリッジは、加工しやすい独自デザインにしました。Furch に似ている感じもしますが。
9.サウンドホールインレイ、バックセンター、テールエンドは木工としてやってみたかったので、やってみました。次回からはしません。
10.バインディング、パーフリングは無しにしました。音に関係なさそうなので。
11.塗装は、油性ポリウレタン塗装にしました。塗装剤としては問題ありませんが、唯一ダメなところは、トップが琥珀色になってしまうところです。
12.ブレースは、Xブレース。バックは4ラダー
13.ネック構造は、弦高を抑えるために、ボルトオンーオフ構造+カーボングラファイトロッド補強にしました。
14.ボイシングのところででてきますが、低音を出したかったので、ボディを厚めにしたのと、ヘルムホルツを90Hz,モノポール周波数を170Hz、ライブバックを目標としました。
フィンガーピッキング用で低音がでるものというのが狙いです。結果的には、かなり満足したものができています。しかし、もちろん欲しい音が思い通り制御ができているわけではありません。まだ、ほとんど分かっていないのが現状です。
オリジナルギター1-13 バック貼付検討 [original guitar1]

接合具合を見ています。バックに合わせてサイドの接着するライニングを含んだ面の調整を行っています。バック面は、当初は2mm凸面にしようと考えていましたが、最終的には平面になっています。
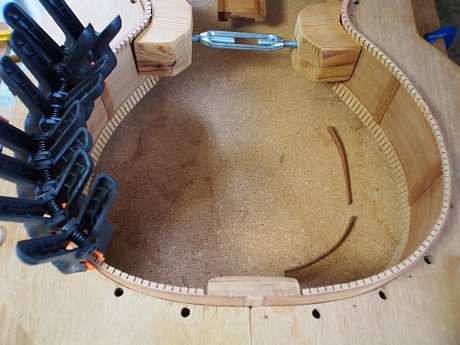
当初、アッパーボウトとロワーボウトの厚みを変えて(これは実現)、凸面にする計画でしたが、ボイシングを行ってトランスバースブレースを削っていくうちに、バックボードが平面になってきて、サイドとの隙間が空き、これを修正するためにサイドを削っていくと、今度はライニングの接着幅が足りなくなる事態になってきて、苦肉の策で平面にしました。写真はライニングの幅を稼ぐために補強しているところです。

トップと同じようにサイドに合わせて見ると、テールエンドブロックが浮いています。この部分はライニング幅より幅が出てしまっているのでライニングの幅に合わせて、斜めにカットします。
ボディの厚みは、最終的にトップ、バックを含めて
ヒールブロック(ネック根元) 97mm
アッパーボウト 100mm
ウエスト 105mm
ロワーボウト 110mm
テイルエンド 115mm
です。
オリジナルギター1-12トップ貼付検討 [original guitar1]
トップをサイドへ貼り付けるにあたり、改めてトップとサイドとの平面性の確認をしておきます。
基本的に凸構造はやめて、平らにします。これに、アッパーボウトのサウンドボード端(ボディ端から100)ボディ端向かって0.9°の角度で下がっていくことになり、ネック側のボディ端 100*tan 0.9°=1.6mm の隙間ができることになります。これはトップが自然に曲がることで対応します。
ローズウッド材でバインディングだけはしようと考えていましたが、パーフリングとバインディングをしないことにしました。音に関係ないし、手間だし、ロープライスですが、そういうギターがチラホラ出ています。
その副作用として、
①ブレーシング端をライニングとサイドの内側に収める必要がある。
②サイドとの接着面が直接さらされるので、外観を保つために隙間をなくす。
ということが必要になります。

この写真は、トップとサイドの中心を合わせて、どこのライニングを削るライニングの位置を決めているところです。トランスバースブレースとヒールブロックの隙間は4mmあり、仮に板を入れています。まだボイシング前なので、ブレースが厚いですね。トランスバースブレース(横梁)とXブレースは構造体と考えて、両端をライニング下にいれサイドより外に出さない(黒丸)。トーンブレース2本の端とフィンガーブレース4本の端は、音を調整するブレースと考えて、ライニングの下に入れない(赤丸)。という方針でいくことに決めました。この方針に合わせて、トップがサイドと隙間なく合わさるようにサイド上面をヤスリ、ライニングをカットしていきます。

トップをサイドに合わせて見ると、テールエンドブロックが浮いています。この部分はライニング幅より幅が広くなっているのでライニングの幅に合わせて、斜めにカットします。
基本的に凸構造はやめて、平らにします。これに、アッパーボウトのサウンドボード端(ボディ端から100)ボディ端向かって0.9°の角度で下がっていくことになり、ネック側のボディ端 100*tan 0.9°=1.6mm の隙間ができることになります。これはトップが自然に曲がることで対応します。
ローズウッド材でバインディングだけはしようと考えていましたが、パーフリングとバインディングをしないことにしました。音に関係ないし、手間だし、ロープライスですが、そういうギターがチラホラ出ています。
その副作用として、
①ブレーシング端をライニングとサイドの内側に収める必要がある。
②サイドとの接着面が直接さらされるので、外観を保つために隙間をなくす。
ということが必要になります。

この写真は、トップとサイドの中心を合わせて、どこのライニングを削るライニングの位置を決めているところです。トランスバースブレースとヒールブロックの隙間は4mmあり、仮に板を入れています。まだボイシング前なので、ブレースが厚いですね。トランスバースブレース(横梁)とXブレースは構造体と考えて、両端をライニング下にいれサイドより外に出さない(黒丸)。トーンブレース2本の端とフィンガーブレース4本の端は、音を調整するブレースと考えて、ライニングの下に入れない(赤丸)。という方針でいくことに決めました。この方針に合わせて、トップがサイドと隙間なく合わさるようにサイド上面をヤスリ、ライニングをカットしていきます。

トップをサイドに合わせて見ると、テールエンドブロックが浮いています。この部分はライニング幅より幅が広くなっているのでライニングの幅に合わせて、斜めにカットします。
オリジナルギター1-11 ヘッド組立 [original guitar1]

ヘッド形状はMartinとCollingsを参考にしました。少し違うのは、よりシャープにするために、0フレットからヘッド内40mmまでの幅を狭くし過ぎました。それによって、6弦ピン辺りで5弦とピンが干渉すれすれです。
この干渉を避けるために、ピン穴位置を方眼紙上で弦の干渉を検討しています。6弦を少しずらさないと干渉します。図は左右で違う位置になっています。で、1-3弦側を採用しました。この干渉は先に広がる形のMartinタイプの宿命で、全く意味がない苦労なので、次機種からはこの形状は取りません。

化粧板は、厚み2.2mmで、ヘッド形状に合わせて切断します。

ヘッドに化粧板を貼り付けます。隙間がないように注意します。

ネックヘッドの化粧板を貼り付け、ペグチューナー取付穴を開けます。ペグチューナーは、GOTOH SD90-06M-L3R3-Goldを使うことを考えて、Φ9で開けました。ブッシュを入れています。
しかし安定性を考えて、ロトマチックタイプ(ダイカストハウジングにギアとウォームを組み込み、密閉されている)がいいと思い、GOTOH SG301-20-L3+R3-Goldに変更しました。Φ10で開けなおしました。

直接、ドリルを化粧板に当てるとチッピングが発生。パテを作ってその部分を埋めました。



