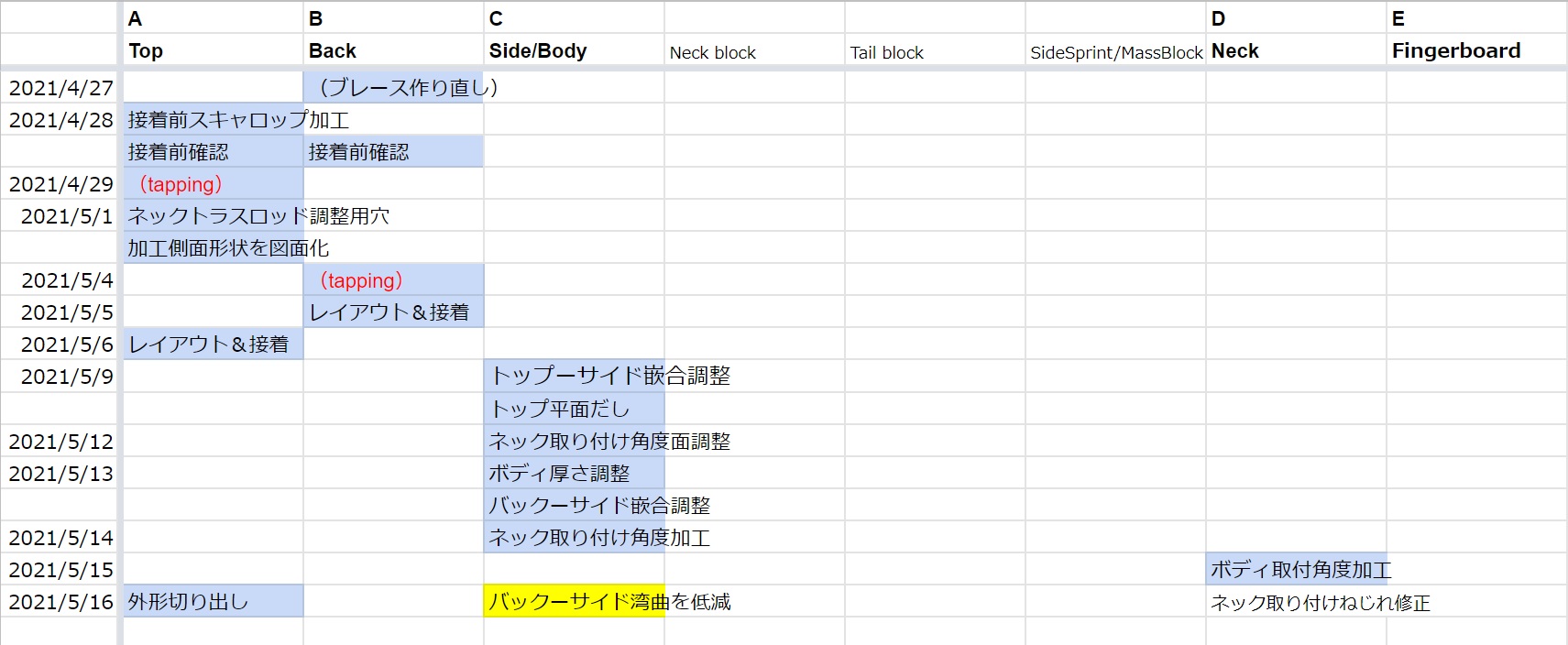
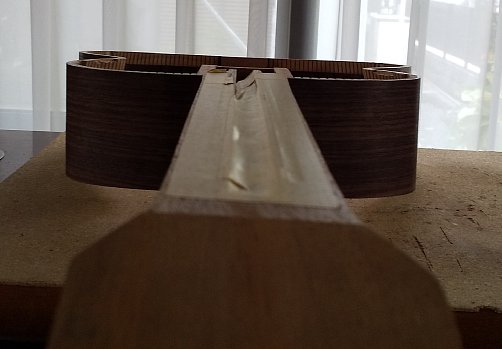
オリジナルギター2-C-27 ボディ:バック接着前にネック取り付け確認 [original guitar2]
バックを接着してしまうと作業性が制限されるので、接着する前にネック取付状態を完成させます。ネックにフィンガーボードを取り付け後、初めてバック接着前にネック取り付け確認を行い、問題を修正しました。
<問題点>
1.ネックの取り付け角度が浅く、サドル位置で設計値8.7mmに対して、7mm程度しかない。このまま、ネックを取り付けるとサドル位置で弦高が低すぎてしまう。
2.Fallawayが全く取れていない。
3.ネック根元(14フレット)で、ネック面とトップ面が面一にあるべきだが、1弦側はネックが上にあった。6弦側はネックが下にある。
4.ネック接合ビスが固くなった。
***対策

1.12フレット上で、弦高2mm(+フレット1mm)とするとサドル位置で5mm(弦高4mm+フレット1mm)fallawayと合わせてネック取付角度をヒール部で1mm追加して深くする。
→サドル位置で高さ9.0mm(設計値8.7mm)、ほぼブリッジ面一にした。
2.Fallawayは20フレットで0.2mmほどついている。逆ぞりはなくなった。

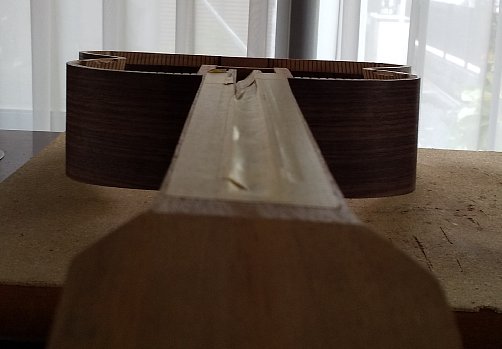
3.1弦側の隙間を埋めるためのエボニーシムを入れ隙間を埋める。
4.ビス穴を大きくする必要があるが、あとでもできるのでそのままとする。
バック接着は湿度が50%程度になってから行います。
<問題点>
1.ネックの取り付け角度が浅く、サドル位置で設計値8.7mmに対して、7mm程度しかない。このまま、ネックを取り付けるとサドル位置で弦高が低すぎてしまう。
2.Fallawayが全く取れていない。
3.ネック根元(14フレット)で、ネック面とトップ面が面一にあるべきだが、1弦側はネックが上にあった。6弦側はネックが下にある。
4.ネック接合ビスが固くなった。
***対策

1.12フレット上で、弦高2mm(+フレット1mm)とするとサドル位置で5mm(弦高4mm+フレット1mm)fallawayと合わせてネック取付角度をヒール部で1mm追加して深くする。
→サドル位置で高さ9.0mm(設計値8.7mm)、ほぼブリッジ面一にした。
2.Fallawayは20フレットで0.2mmほどついている。逆ぞりはなくなった。
3.1弦側の隙間を埋めるためのエボニーシムを入れ隙間を埋める。
4.ビス穴を大きくする必要があるが、あとでもできるのでそのままとする。
バック接着は湿度が50%程度になってから行います。
オリジナルギター2-C-26 ボディ:ブリッジ加工 [original guitar2]


オリジナルギター2-C-25 ボディ:Xブレース補強材とトランスバースブレースサイド補強材接着 [original guitar2]
ボイシング4が終わり、バック接着で箱になる前にやり残したことを確認しておきます。
・Xブレース補強材接着
Xブレースの交差する部分の剛性確保のために補強材(ローズウッド材厚さ3mm)を接着します。
・トランスバースブレース補強材サイド接着
トップ側のトランスバースブレースとバック側のトランスバースブレースを繋ぐ補強材を接着します。最終的にネックブロックのトップ側とトップ側のトランスバースブレース、ネックブロックのバック側とバック側のトランスバースブレースも接着するのでネックを受ける部分の強度を上げます。
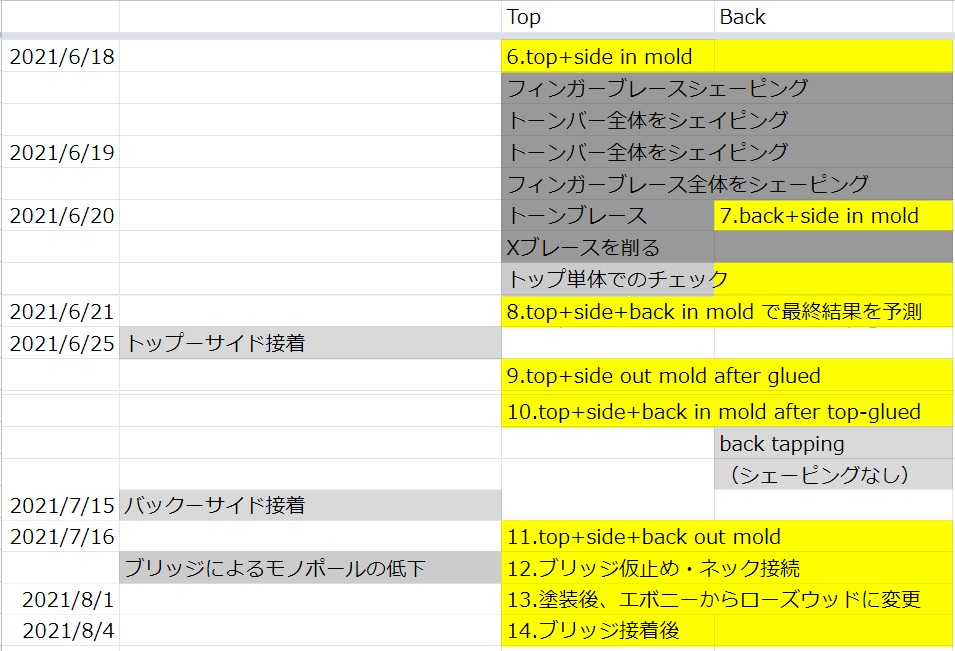
オリジナルギター2:ボイシング4 [voicing]
***ボイシング1
・(板の段階)
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
***ボイシング3
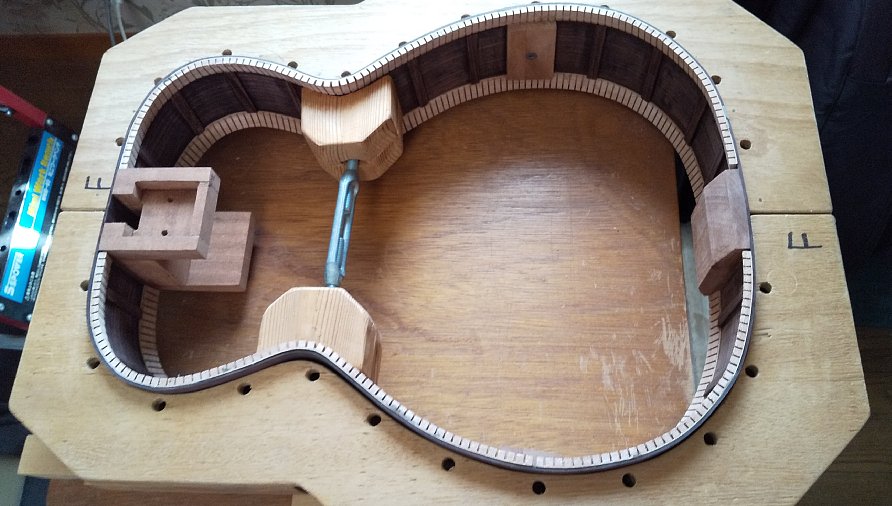
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
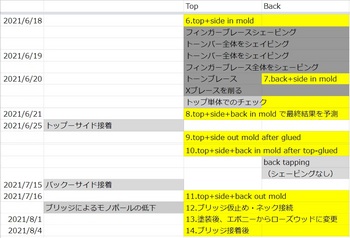
***ボイシング4
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
***ボイシング5
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
モールドとスプールクランプを利用して最終形で共振周波数が予想できたところで、この状態のトップ単体、バック単体の周波数を記録しておきます。ほとんど追加で削っていないのでそのままです。
トップ、バックがほぼ完成状態になったところで、まずトップからサイドに接着します。
9.トップとサイドを接着後、モールドから出して行う。(top+side out mold after top-glued)

トップ接着後、モールドから出したことで、サイドの剛性、重量が下がり、トップのモノポール振動領域の境界(節)はエッジから内側に入ります。つまり、振動領域は狭くなり、周波数は上がります。
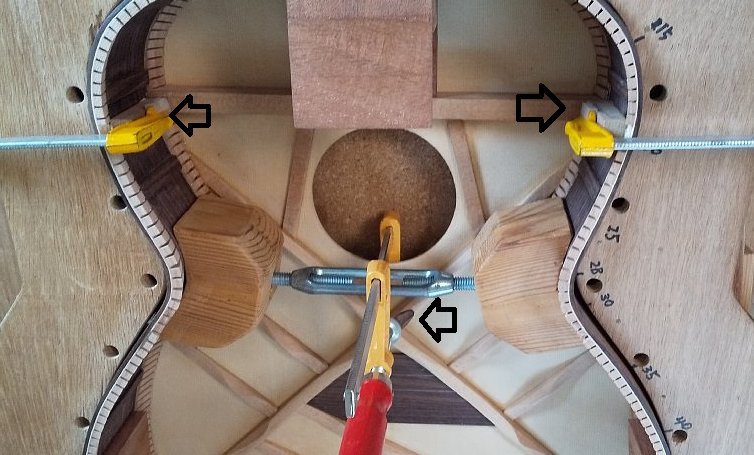
ネックブロックを手で持って、ボディを吊るして、ブリッジ取り付け部のタッピング音を測定します。

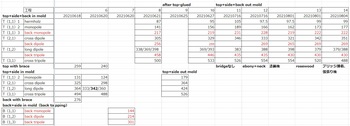
オリジナルギター1と2の2台のデータからトップ接着前のin mold状態の周波数特性から,
接着後のmonopole(+55Hz),cross dipole(+70Hz)特性は相関がとれますが、long、 tripoleはないという結果です。
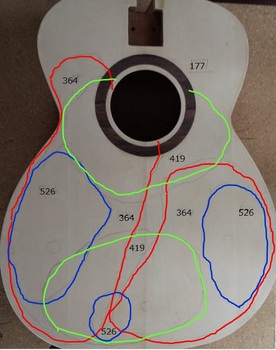
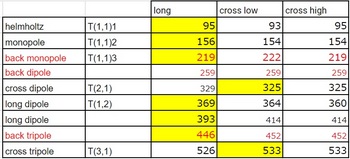
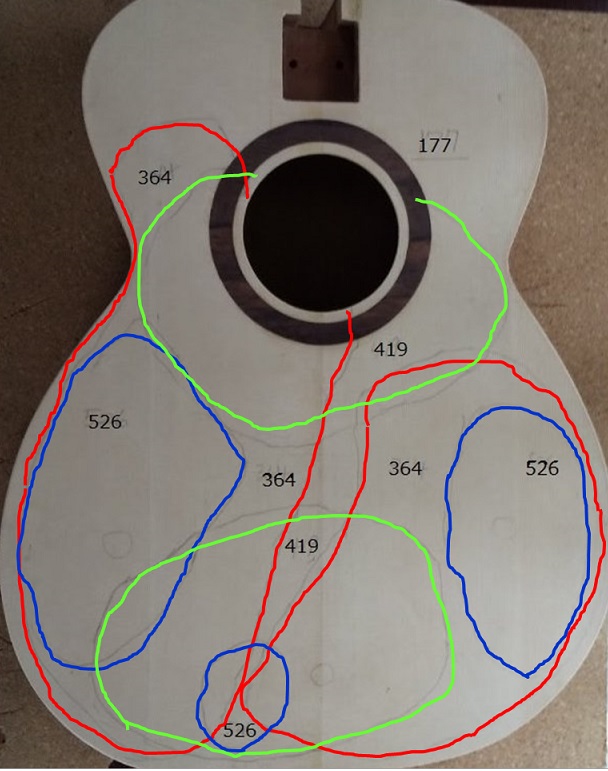
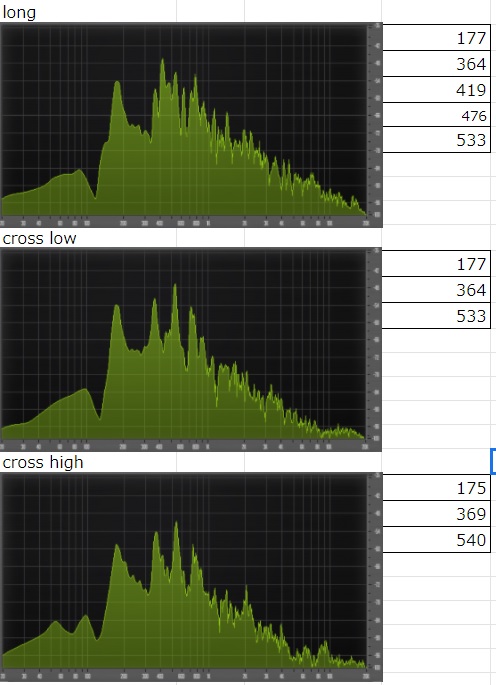
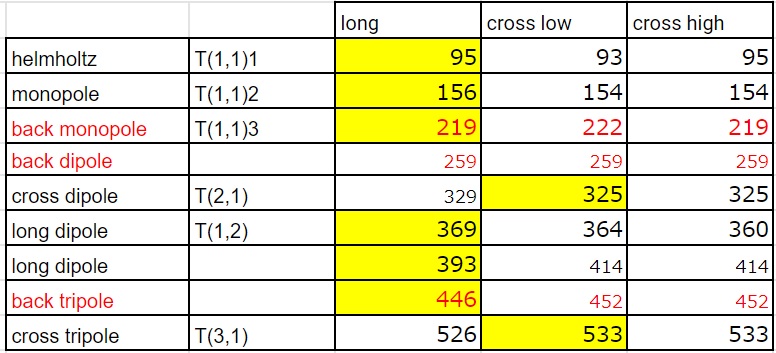
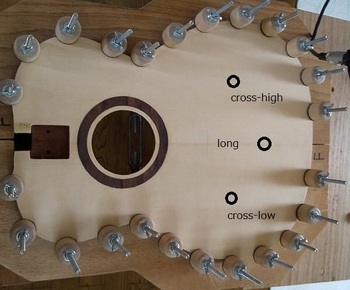
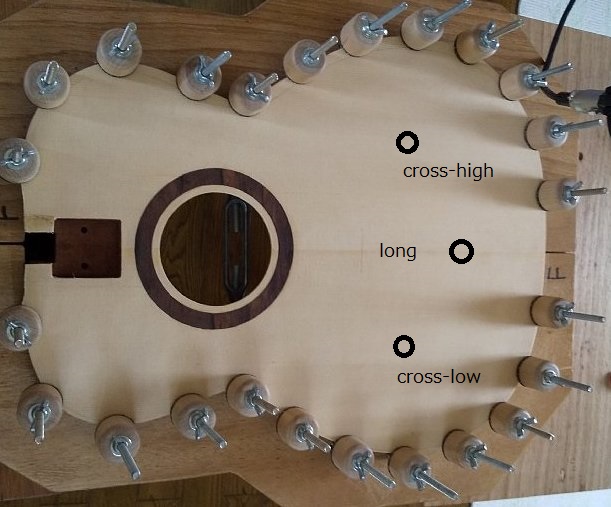
クロスダイポール(赤)、ロングダイポール(緑)、クロストリポール(青)がどの部分で振動が強いかをマップにしてみました。あくまでもタッピングしてある一定以上振幅が合った部分ですので、絶対的な値ではありません。また、クラドニパターンとも違いますので、間違えないように。
モノポール177Hzはほぼ全体ですので、エリアは書いていません。クロスダイポールは364Hzで赤いエリアです。左右非対称です。トーンブレースが非対称なので当たり前かもしれません。ロングダイポールは419Hzで緑エリアです。クロストリポールは526Hzで、青エリアです。左右非対称なのがトーンブレースが非対称なのが原因だとしたら、非対称にする意味はないかもしれません。
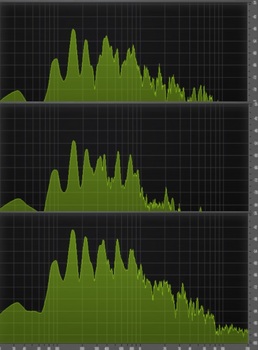
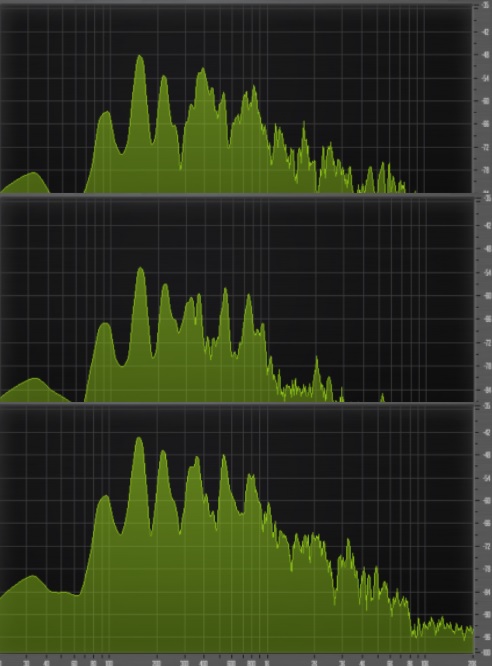
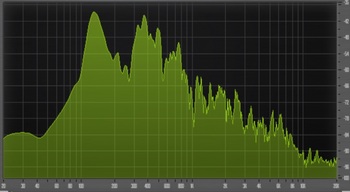
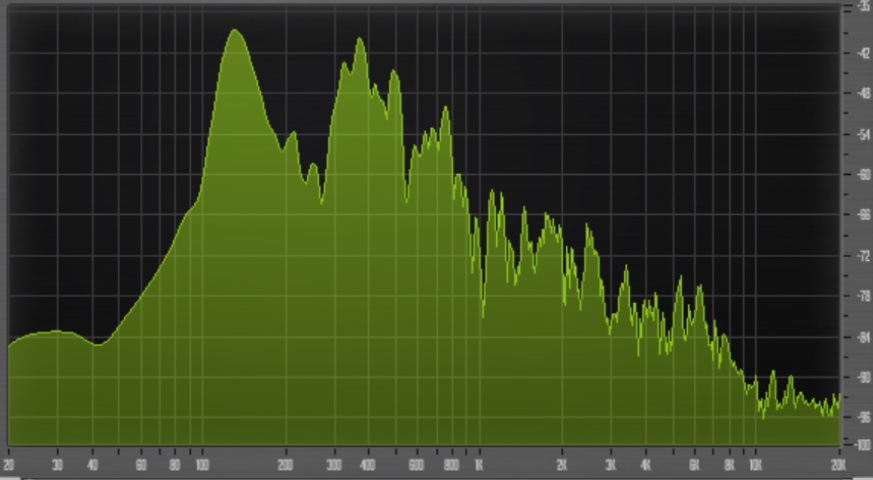
3つのタッピングポイントの周波数特性です。
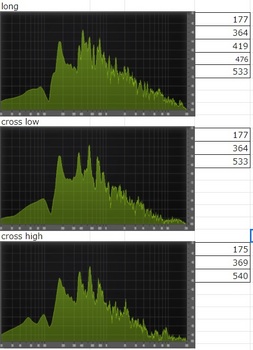
ブレースは削っていませんが、ほぼ狙い通りの周波数が出ています。このまま進めます。クロスのポイント(両側)では、ロングダイポール成分が出ていません。また、同じ状態でも場所によって、またはタッピングポイントによって、周波数が数Hzずれます。これはそういうもののようです。各用語の意味は、ギターがどう鳴っているか?を参照してください。
10.トップ接着、バック、モールド最終結果を予測 (top+side+back in mold after top-glued)
トップをサイドに接着した後、さらにバックをクランプしてタッピング音を測定します。
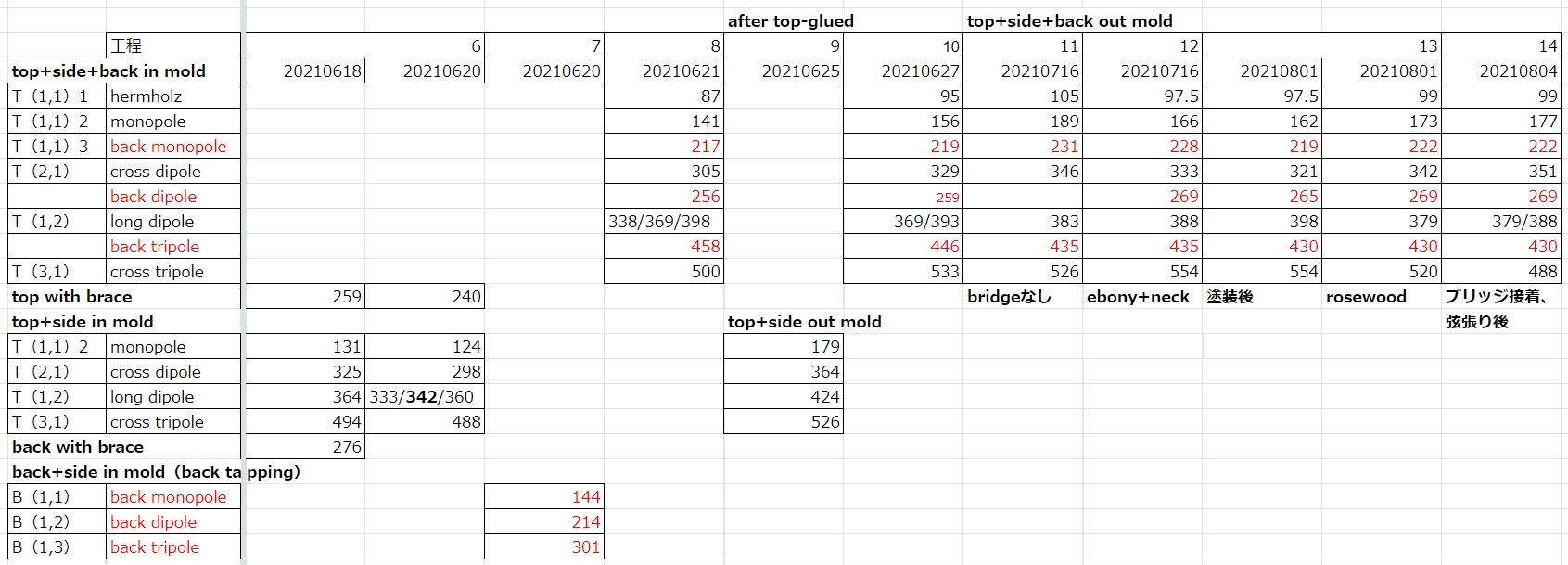
トップを接着する前の状態(top+back+side in mold)と比べる(下図8と10を比較)と、トップ接着により剛性が上がったせいか、全体的に共振周波数が上がっています。
ボイシング全体の周波数変化を載せておきます。
・(板の段階)
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
***ボイシング3
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
***ボイシング4
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
***ボイシング5
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
モールドとスプールクランプを利用して最終形で共振周波数が予想できたところで、この状態のトップ単体、バック単体の周波数を記録しておきます。ほとんど追加で削っていないのでそのままです。
トップ、バックがほぼ完成状態になったところで、まずトップからサイドに接着します。
9.トップとサイドを接着後、モールドから出して行う。(top+side out mold after top-glued)

トップ接着後、モールドから出したことで、サイドの剛性、重量が下がり、トップのモノポール振動領域の境界(節)はエッジから内側に入ります。つまり、振動領域は狭くなり、周波数は上がります。
ネックブロックを手で持って、ボディを吊るして、ブリッジ取り付け部のタッピング音を測定します。

オリジナルギター1と2の2台のデータからトップ接着前のin mold状態の周波数特性から,
接着後のmonopole(+55Hz),cross dipole(+70Hz)特性は相関がとれますが、long、 tripoleはないという結果です。
クロスダイポール(赤)、ロングダイポール(緑)、クロストリポール(青)がどの部分で振動が強いかをマップにしてみました。あくまでもタッピングしてある一定以上振幅が合った部分ですので、絶対的な値ではありません。また、クラドニパターンとも違いますので、間違えないように。
モノポール177Hzはほぼ全体ですので、エリアは書いていません。クロスダイポールは364Hzで赤いエリアです。左右非対称です。トーンブレースが非対称なので当たり前かもしれません。ロングダイポールは419Hzで緑エリアです。クロストリポールは526Hzで、青エリアです。左右非対称なのがトーンブレースが非対称なのが原因だとしたら、非対称にする意味はないかもしれません。
3つのタッピングポイントの周波数特性です。
ブレースは削っていませんが、ほぼ狙い通りの周波数が出ています。このまま進めます。クロスのポイント(両側)では、ロングダイポール成分が出ていません。また、同じ状態でも場所によって、またはタッピングポイントによって、周波数が数Hzずれます。これはそういうもののようです。各用語の意味は、ギターがどう鳴っているか?を参照してください。
10.トップ接着、バック、モールド最終結果を予測 (top+side+back in mold after top-glued)
トップをサイドに接着した後、さらにバックをクランプしてタッピング音を測定します。
トップを接着する前の状態(top+back+side in mold)と比べる(下図8と10を比較)と、トップ接着により剛性が上がったせいか、全体的に共振周波数が上がっています。
ボイシング全体の周波数変化を載せておきます。
オリジナルギター2-C-24 ボディ:トップはみ出した部分とネック取り付け角度測定 [original guitar2]


トップ貼り付けが完了し、ボディよりはみ出した部分をカットします。カット後、紙やすりでエッジを整えます。バインディングを付けないので、この紙やすり痕がそのまま残るので丁寧にやります。
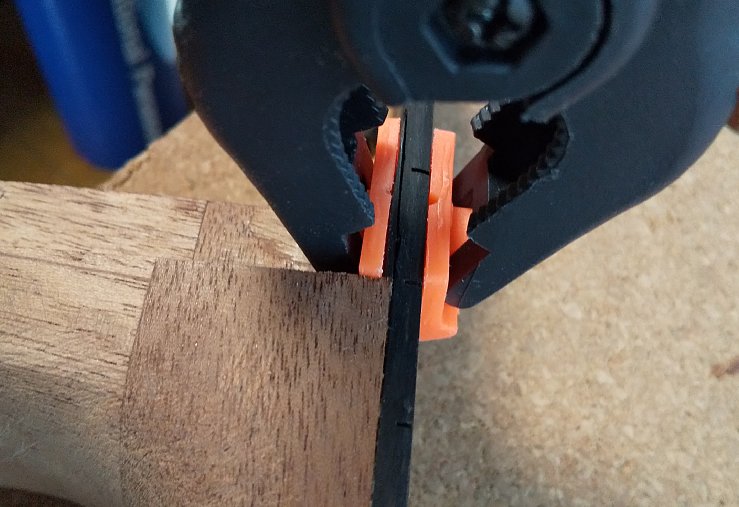
ネック取り付け角度の測定を行います。
ブリッジ厚9mm、サドル高4.7mmを考えています。
フレットボード表面を基準とした弦高を想定すると
①フィンガーボード厚 5.0 mm
②サドル位置のフィンガーボード底面の延長線の高さは、 3.2 mm
12Fでの弦高を2mm、フレット高を1mmとすると、
③サドル位置では弦高が4mm、フレット高分を1mmで 5.0 mm
④Fallaway(ボディ接合の角度を浅くする) 0.5 mm
③を除いて設計値8.7mmに対して、実測で7.5mmしかありません。
サドル高が1.2mm足らないので、バックを貼り付けたところでどうするか判断します。
オリジナルギター2-C-23 ボディ:トップ貼り付け [original guitar2]
トップを貼り付けます。
2021/6/24 朝9:00 25℃67%で湿度が高く、サイドにトップを乗せ、ネック側を止めるとテール側が7mm程度浮いてしまうので、エアコンで除湿モードで24℃52%まで下げました。
テールの浮きはほぼなくなりました。スプルースは、特に湿度の影響を受けやすいので注意する必要があります。
いろいろな本には、45%RH以下の低湿で接着するように書いてあります。でもこれは、米国の基準のような気がしますが、どうでしょう。

タイトボンドを塗って、ギター外形板を当てて、クランプで留めます。クランプは勿論全てつけます。

トランスバースブレースとネックブロックの平行度が出ていなく、テール側で中心を合わせると隙間ができてしまっていました。シムを作り修正しました。

この状態で、一昼夜おきます。
2021/6/24 朝9:00 25℃67%で湿度が高く、サイドにトップを乗せ、ネック側を止めるとテール側が7mm程度浮いてしまうので、エアコンで除湿モードで24℃52%まで下げました。
テールの浮きはほぼなくなりました。スプルースは、特に湿度の影響を受けやすいので注意する必要があります。
いろいろな本には、45%RH以下の低湿で接着するように書いてあります。でもこれは、米国の基準のような気がしますが、どうでしょう。

タイトボンドを塗って、ギター外形板を当てて、クランプで留めます。クランプは勿論全てつけます。

トランスバースブレースとネックブロックの平行度が出ていなく、テール側で中心を合わせると隙間ができてしまっていました。シムを作り修正しました。

この状態で、一昼夜おきます。
オリジナルギター2-D-22 ネック:フィンガーボード隙間修正、平面性調整 [original guitar2]
フィンガーボードの貼り付けが終了しましたが、案の定、ネックの間に隙間ができてしまいました。
写真がとってありません。
フィンガーボード貼り付け前にネックの形を整えたため、貼り付け時の圧力の左右バランスが崩れて、隙間が数か所発生しました。これを2日間にわたって修正しました。
タイトボンドにヤスリで出たエボニーの粉を混ぜ、埋めていきます。隙間がひどい場合はヒケが出るので、何回か同じことを繰り返します。
フィンガーボード平面性も修正しています。これは、周囲とのバランスで#400のやすりで、最後は握りやすさで決めます。
写真がとってありません。
フィンガーボード貼り付け前にネックの形を整えたため、貼り付け時の圧力の左右バランスが崩れて、隙間が数か所発生しました。これを2日間にわたって修正しました。
タイトボンドにヤスリで出たエボニーの粉を混ぜ、埋めていきます。隙間がひどい場合はヒケが出るので、何回か同じことを繰り返します。
フィンガーボード平面性も修正しています。これは、周囲とのバランスで#400のやすりで、最後は握りやすさで決めます。
オリジナルギター2-D-21 ネック:フィンガーボード接着 [original guitar2]

オリジナルギター2-D-20 ネック:チューナー取り付け穴加工 [original guitar2]
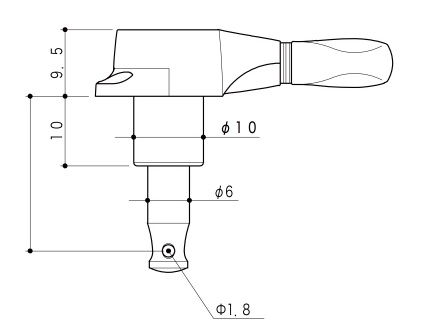
チューナー取り付け穴加工の手順を決めます。チューナー取り付け穴は、Φ6ではチューナーがまわりませんから、表側からΦ7.5で、裏側からΦ10、深さ11mmで開けます。
まず、Φ2.5で中心を決めます。これは型紙の穴位置が残っているのでそこに開けます。

ここで注意。左側を使います。右側は食い込み過ぎて深さ調整できず、貫通してしまいます。貫通しても取付穴のビスで締め付ければ、問題はないのですが。


こんな感じになります。固定ビスは、まだ開けません。塗装後に開けます。
オリジナルギター2-D-19 ネック:ヘッド形状微調 [original guitar2]

オリジナルギター2:ボイシング3 [voicing]
***ボイシング1
・(板の段階)
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
***ボイシング3
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
<スケジュール>
トップとバックの調整が終わり、ここからがいよいよボディの形でボイシングです。


①ある程度調整したブレース付きトップ
②ある程度調整したブレース付きバック
③トップ、バックを直ぐに接着できるまで合わせたサイド
をモールドにスプールクランプで留めた状態で周波数特性を測定します。
トップをサイドに留めることでトップ周囲が固定され、ギターがどう鳴っているかで説明したいくつかの共振周波数がでてきます。
まだ接着はしません。ここでの目的は、トップとバックを仮止めして最終的な周波数特性を予測することです。
ボイシングの最適な工程は、トップをサイドに接着した時です。ブレース接着後、ここまで一気に組み立ててもブレースを削ることもできるし、あまり問題はありません。バック+サイドの確認ができないというだけです。
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。(top + side in mold)

ここが最も重要なボイシングするポイントです。
Somogyiもトップの周囲を固定する治具を作って、ここでボイシングをしています。Ervin Somogyi: Voicing the Guitar DVD The 2009 Healdsburg Guitar Festival Lectureのステージ後ろにも、これと同じような治具が写っています。
少し考察すると、
①トップの周囲(終端)が開放状態と固定状態では、振動状況が異なります。最終的には固定されるのに、板の状態(周囲が開放)でボイシングする意味はどこにあるのでしょうか。最後は固定されるわけですから、開放状態でボイシングをして意味があるのかという疑問がわきます。これについてMark Blanchardの記事を読むと「何台もつくった経験により、箱になった状態で良く振動する板の状態が分かっていて、それに合わせている」と言っています。
②ブレーシングパターン(例えばXブレース)が決まって、形の決まった型に押し込め、トップとサイドを接着する(=終端を固定する)ということは、ギターがどう鳴っているかで説明した似たような共振周波数パターンになります。
③モールドに入れて、クランプで押さえつけているわけですから、出来上がりの状態と比べて、サイドの剛性と重量がモールドによって上がっているので、トップやバックのモノポール共振周波数は低くなっています。
これらのことを理解した上で、具体的に、どの程度まで周波数を落としていったらよいかを考えていきます。
ブリッジ部をタッピングするのが理想的ですが、クロスダイポール共振周波数が出にくい(中心なので節になる)ため、
①ブリッジ部とロワーボウト端の真ん中(ロングダイポールが最大に出るポイント)
②ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)低音側
③ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)高音側
の3カ所をタッピングして、3つの共振周波数を総合して判断しています。
・フィンガーブレース全体をシェーピング
・トーンバー全体をシェイピング
・Xブレースを削る
を順番にモノポール周波数が目標周波数になるまで削っていきます。その前に次の工程(back + side in mold)、さらにその次に工程(top+back+side in mold)に進み、完成時の周波数を予測することもできます。この3工程は、スプールクランプで押さえているだけですから、何回でもやり直すことができます。トップとバックをモールドに入れた状態で最終形との対応ができれば、ボイシングの目標に近づける有効な手段となります。
この辺りの具体的なやり方やモールドの出し入れで各共振周波数がどうシフトするかは、voyagerguitarsの2016年のブログ記事を参考にさせていただきました。
オリジナルギター1で、モノポールに注目すると、「top+side in mold で最終の周波数特性予想は、モノポール+70Hz、バックを接合すると、モノポールが40Hz上がり、top+side+back in moldで最終の周波数特性の完成予想は、モノポール+30Hzになる。」と仮定しています。よって最終的なトップの目標周波数を180Hzと仮定すると、110Hzがtop+side in moldの目標周波数になります。(実際は下げ過ぎるのを抑えるためにこの時点での目標周波数を少し余裕を見て上げています。)
前置きが長くなりましたが、ボイシング結果を見ていきます。
モノポールは131Hz、クロスダイポール325Hz(クロスポイントをタッピングすると305Hz)、ロングダイポールは364Hz、クロストリポールも出ていて513Hz(ロングポイントでは494Hz)でした。
モノポールを少し下げる必要があることと、クロスとロングダイポールの間を広げる方針で進めます。
まず、トーンブレース全体をシェーピングするとクロスが少し下がった(313Hz)が、モノポールは変わりませんでした。
フィンガーブレース、トーンブレース、Xブレース全体をシェーピングしていき、モノポールは124Hz、クロスダイポール298Hz、ロングダイポールは3つに分かれて333/342/364Hz、クロストリポール488Hzになりました。モノポールはまだ少し高いですが、ここでやめて次に進みます。

この状態で、モールドから出して、トップ単体でのチェックを行うと、一番強い周波数は259→240Hzに落ちているので、考えた通りに進んでいることも確認できました。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。(back+side in mold)
同じことをバックについても行います。tapping pointは、第2と第3ブレースの真ん中です。
オリジナルギター1の結果では、バックのモノポール共振周波数B(1,1)は、モールドを付けたことにより60Hz低くなります。またB(1,1)は、それによりトップに表れるモノポール共振周波数T(1,1)3より、少し(20Hz)低くなる。トップモノポールT(1,1)2の目標を180Hz、これより4半音高い周波数は225Hz位がT(1,1)3の目標になるので、back+side in mold状態のバックのモノポール共振周波数の目標は145(=225-20-60)Hzになります。
モノポール周波数は144Hzなのでちょうどよいので、このままにします。
8.トップ+バック+サイド in モールドで最終結果を予測(top+back+side in mold)

オリジナルギター1の結果から、モールドによりトップモノポール周波数T(1,1)2が目標より40Hz低くなり、バックから生成される第1共振周波数T(1,1)3、第2、第3共振は、5~10Hz 低くなると仮定します。

トップのモノポール周波数は141Hzなので、40Hzプラスすると、当初予想した目標(180Hz)通りの周波数特性になっています。この時点で、目標にピッタリというのは少し削りすぎの感がありますが、このまま、次のステップに進みます。
ボイシングによる周波数変化を載せておきます。今回は、工程6,7,8まで行いました。
・(板の段階)
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
***ボイシング3
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
<スケジュール>
トップとバックの調整が終わり、ここからがいよいよボディの形でボイシングです。

①ある程度調整したブレース付きトップ
②ある程度調整したブレース付きバック
③トップ、バックを直ぐに接着できるまで合わせたサイド
をモールドにスプールクランプで留めた状態で周波数特性を測定します。
トップをサイドに留めることでトップ周囲が固定され、ギターがどう鳴っているかで説明したいくつかの共振周波数がでてきます。
まだ接着はしません。ここでの目的は、トップとバックを仮止めして最終的な周波数特性を予測することです。
ボイシングの最適な工程は、トップをサイドに接着した時です。ブレース接着後、ここまで一気に組み立ててもブレースを削ることもできるし、あまり問題はありません。バック+サイドの確認ができないというだけです。
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。(top + side in mold)

ここが最も重要なボイシングするポイントです。
Somogyiもトップの周囲を固定する治具を作って、ここでボイシングをしています。Ervin Somogyi: Voicing the Guitar DVD The 2009 Healdsburg Guitar Festival Lectureのステージ後ろにも、これと同じような治具が写っています。
少し考察すると、
①トップの周囲(終端)が開放状態と固定状態では、振動状況が異なります。最終的には固定されるのに、板の状態(周囲が開放)でボイシングする意味はどこにあるのでしょうか。最後は固定されるわけですから、開放状態でボイシングをして意味があるのかという疑問がわきます。これについてMark Blanchardの記事を読むと「何台もつくった経験により、箱になった状態で良く振動する板の状態が分かっていて、それに合わせている」と言っています。
②ブレーシングパターン(例えばXブレース)が決まって、形の決まった型に押し込め、トップとサイドを接着する(=終端を固定する)ということは、ギターがどう鳴っているかで説明した似たような共振周波数パターンになります。
③モールドに入れて、クランプで押さえつけているわけですから、出来上がりの状態と比べて、サイドの剛性と重量がモールドによって上がっているので、トップやバックのモノポール共振周波数は低くなっています。
これらのことを理解した上で、具体的に、どの程度まで周波数を落としていったらよいかを考えていきます。
ブリッジ部をタッピングするのが理想的ですが、クロスダイポール共振周波数が出にくい(中心なので節になる)ため、
①ブリッジ部とロワーボウト端の真ん中(ロングダイポールが最大に出るポイント)
②ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)低音側
③ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)高音側
の3カ所をタッピングして、3つの共振周波数を総合して判断しています。
・フィンガーブレース全体をシェーピング
・トーンバー全体をシェイピング
・Xブレースを削る
を順番にモノポール周波数が目標周波数になるまで削っていきます。その前に次の工程(back + side in mold)、さらにその次に工程(top+back+side in mold)に進み、完成時の周波数を予測することもできます。この3工程は、スプールクランプで押さえているだけですから、何回でもやり直すことができます。トップとバックをモールドに入れた状態で最終形との対応ができれば、ボイシングの目標に近づける有効な手段となります。
この辺りの具体的なやり方やモールドの出し入れで各共振周波数がどうシフトするかは、voyagerguitarsの2016年のブログ記事を参考にさせていただきました。
オリジナルギター1で、モノポールに注目すると、「top+side in mold で最終の周波数特性予想は、モノポール+70Hz、バックを接合すると、モノポールが40Hz上がり、top+side+back in moldで最終の周波数特性の完成予想は、モノポール+30Hzになる。」と仮定しています。よって最終的なトップの目標周波数を180Hzと仮定すると、110Hzがtop+side in moldの目標周波数になります。(実際は下げ過ぎるのを抑えるためにこの時点での目標周波数を少し余裕を見て上げています。)
前置きが長くなりましたが、ボイシング結果を見ていきます。
モノポールは131Hz、クロスダイポール325Hz(クロスポイントをタッピングすると305Hz)、ロングダイポールは364Hz、クロストリポールも出ていて513Hz(ロングポイントでは494Hz)でした。
モノポールを少し下げる必要があることと、クロスとロングダイポールの間を広げる方針で進めます。
まず、トーンブレース全体をシェーピングするとクロスが少し下がった(313Hz)が、モノポールは変わりませんでした。
フィンガーブレース、トーンブレース、Xブレース全体をシェーピングしていき、モノポールは124Hz、クロスダイポール298Hz、ロングダイポールは3つに分かれて333/342/364Hz、クロストリポール488Hzになりました。モノポールはまだ少し高いですが、ここでやめて次に進みます。

この状態で、モールドから出して、トップ単体でのチェックを行うと、一番強い周波数は259→240Hzに落ちているので、考えた通りに進んでいることも確認できました。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。(back+side in mold)
同じことをバックについても行います。tapping pointは、第2と第3ブレースの真ん中です。
オリジナルギター1の結果では、バックのモノポール共振周波数B(1,1)は、モールドを付けたことにより60Hz低くなります。またB(1,1)は、それによりトップに表れるモノポール共振周波数T(1,1)3より、少し(20Hz)低くなる。トップモノポールT(1,1)2の目標を180Hz、これより4半音高い周波数は225Hz位がT(1,1)3の目標になるので、back+side in mold状態のバックのモノポール共振周波数の目標は145(=225-20-60)Hzになります。
モノポール周波数は144Hzなのでちょうどよいので、このままにします。
8.トップ+バック+サイド in モールドで最終結果を予測(top+back+side in mold)

オリジナルギター1の結果から、モールドによりトップモノポール周波数T(1,1)2が目標より40Hz低くなり、バックから生成される第1共振周波数T(1,1)3、第2、第3共振は、5~10Hz 低くなると仮定します。

トップのモノポール周波数は141Hzなので、40Hzプラスすると、当初予想した目標(180Hz)通りの周波数特性になっています。この時点で、目標にピッタリというのは少し削りすぎの感がありますが、このまま、次のステップに進みます。
ボイシングによる周波数変化を載せておきます。今回は、工程6,7,8まで行いました。
オリジナルギター2-D-18 ネック:ヘッド板接着&形状微調整 [original guitar2]
ナットとの境になるヘッド板端を斜め(90-14)°にして、ネック方向からナット(5mm)をフレットボードで挟んで位置決めをします。

一日おいて完成です。チューナー穴の中心がわかるように型紙は残しておきます。
ここで、ペグチューナーを購入します。本当に必要になってから部品は買いましょう。
今回はこれを買いました。注意するのは、ペグの大きさ(S5とL5がある)とミッション比 (1:15と1:18がある)です。配列指定L3+R3も忘れずに。ゴールドもあります。受注生産品なので価格が安いですが、納期が3週間ほどかかります。
穴開けは、届いてから行います。
テンプレートを使用して、ネックの握り具合の形状を微調整をしますが、最終調整は、フレットボードを接着してから行います。
オリジナルギター2-D-17 ネック:接着前のフレットボード中心確認 [original guitar2]




オリジナルギター2-D-16 ネック:鬼目ナット挿入 [original guitar2]

オリジナルギター2-C-22 ボディ:ネック取り付け穴を開ける [original guitar2]
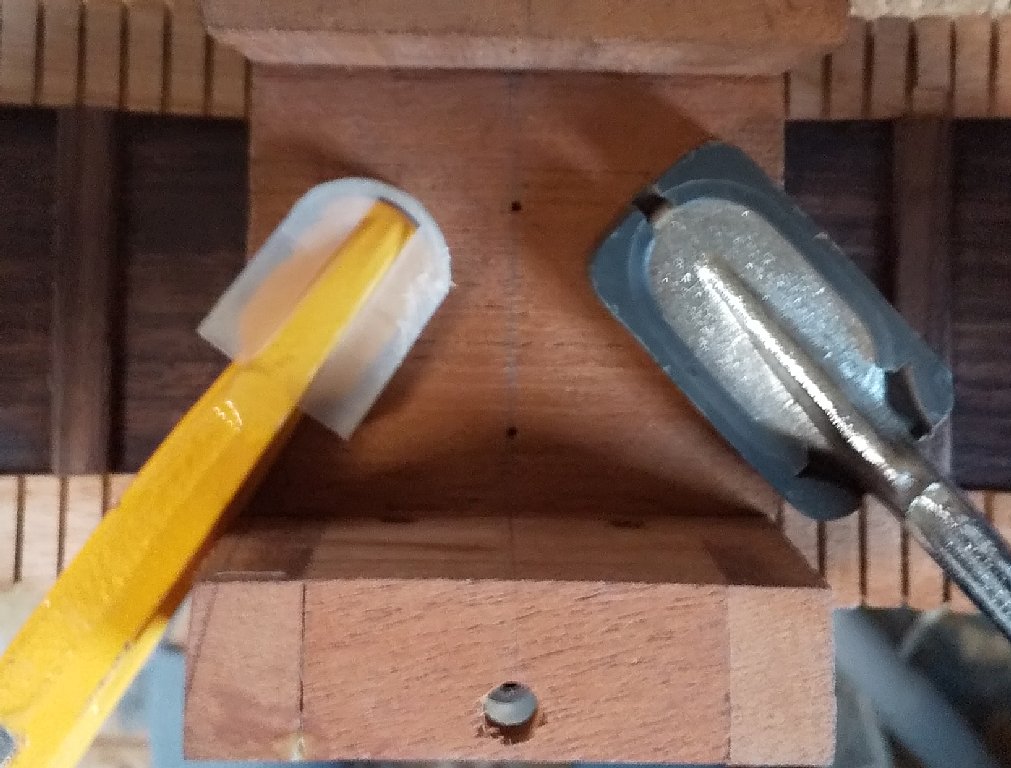
トラスロッド調整のための穴をM6 で、上から5mmの位置に開けます。
ネック取り付け穴を開けます(ネックにも開け、鬼目ナットを挿入します)。
まず、ネック取り付けヘッドの内側に穴の中心を決め、Φ2.5のビットで穴をあけます。
ここでトラブル発生! ドリル本体とネック受け部が干渉し、貫通しません。
急遽、ビットを手で回して、貫通させました。

次に、ネックを取り付け、貫通したΦ2の穴からビットを通し、ネック側にも中心を写します。
これをやることで、ネック側と受け側の中心がピタリと合います。

ネックを外し、ネック取り付けヘッドには中心にΦ6の穴を開けます。
ネック側に鬼目ナットを挿入後、再びネックを合わせて確認します。上側のM6ビスは問題なく付きましたが、下側のビスの中心が合わず、穴の下側を1mm大きくして合わせました。
ネックを取り付けて、フレットボード、トップを仮置きしてサドル高さを確認します。
設計値では、フレットボードを5mmとすると、8.7mmが11mmあります。サドル基準位置からの高さが2.3mm高いです(2.2mm→4.5mm)が、ネックに順ぞりが入るので、余裕を見て、そのまま進めます。
オリジナルギター2-B-9 バック:外形切り出し [original guitar2]

クランプができるように外形を3mmの余裕をもって切り出しました。
貼り付け準備とボディにクランプしてからのボイシング準備です。
オリジナルギター2-C-21 ボディ:トップとネックを仮置き [original guitar2]

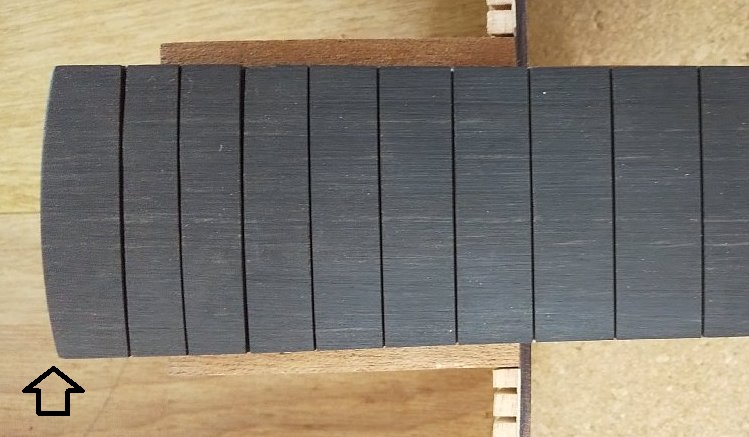
フレットボード接着前に、ボディにトップとネックを仮置きして、その上にフレットボードを置き、全体の高さと隙間を確認します。
これからネック取付穴を開けます。
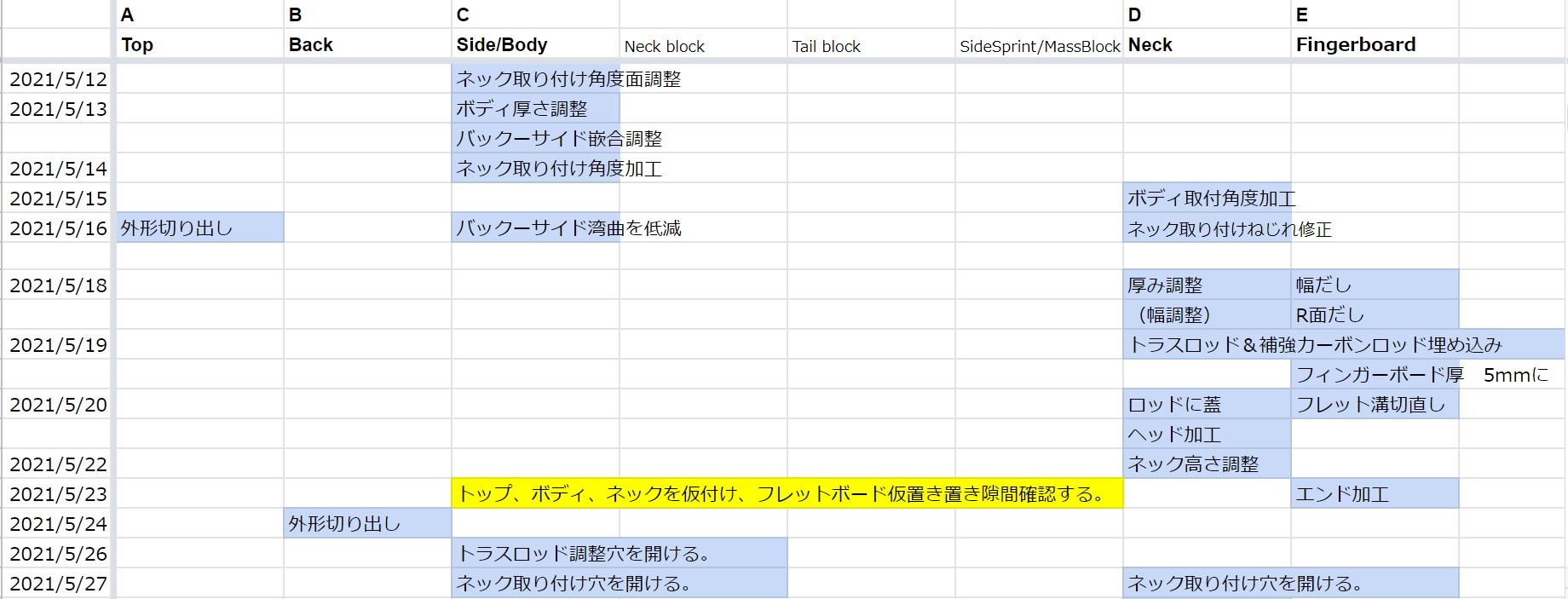
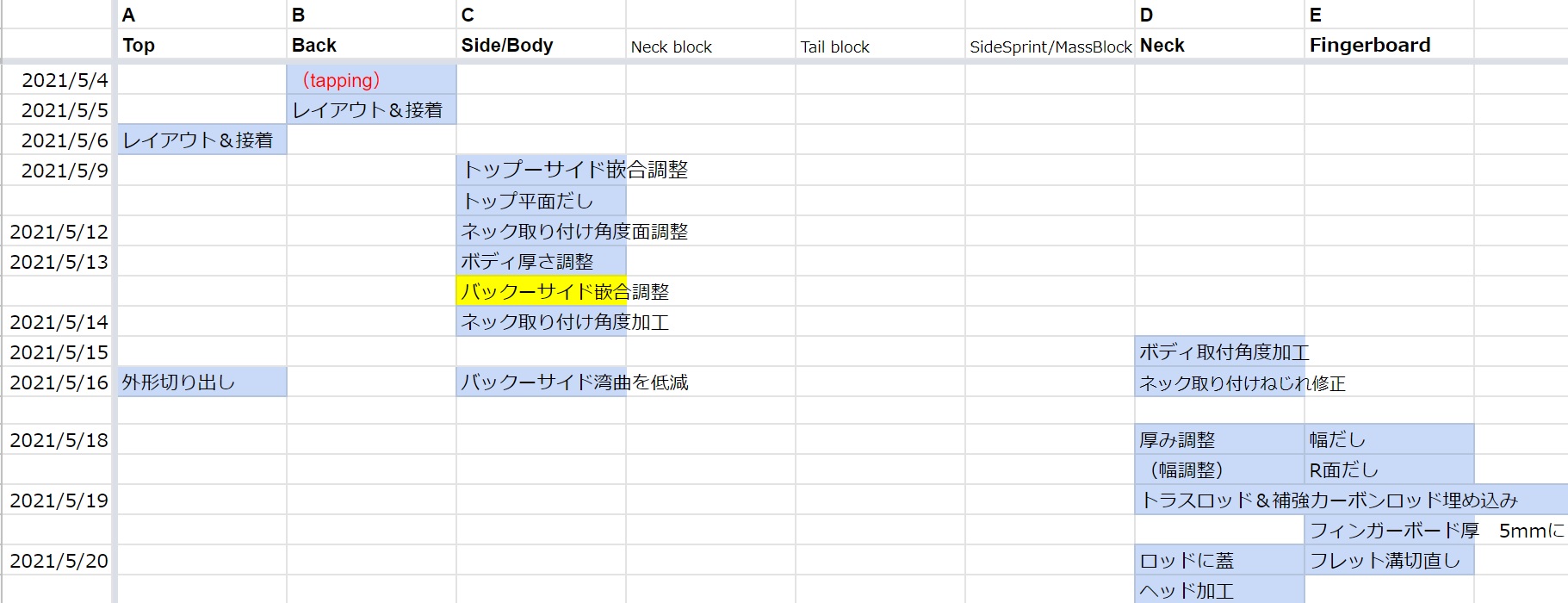
<進度>
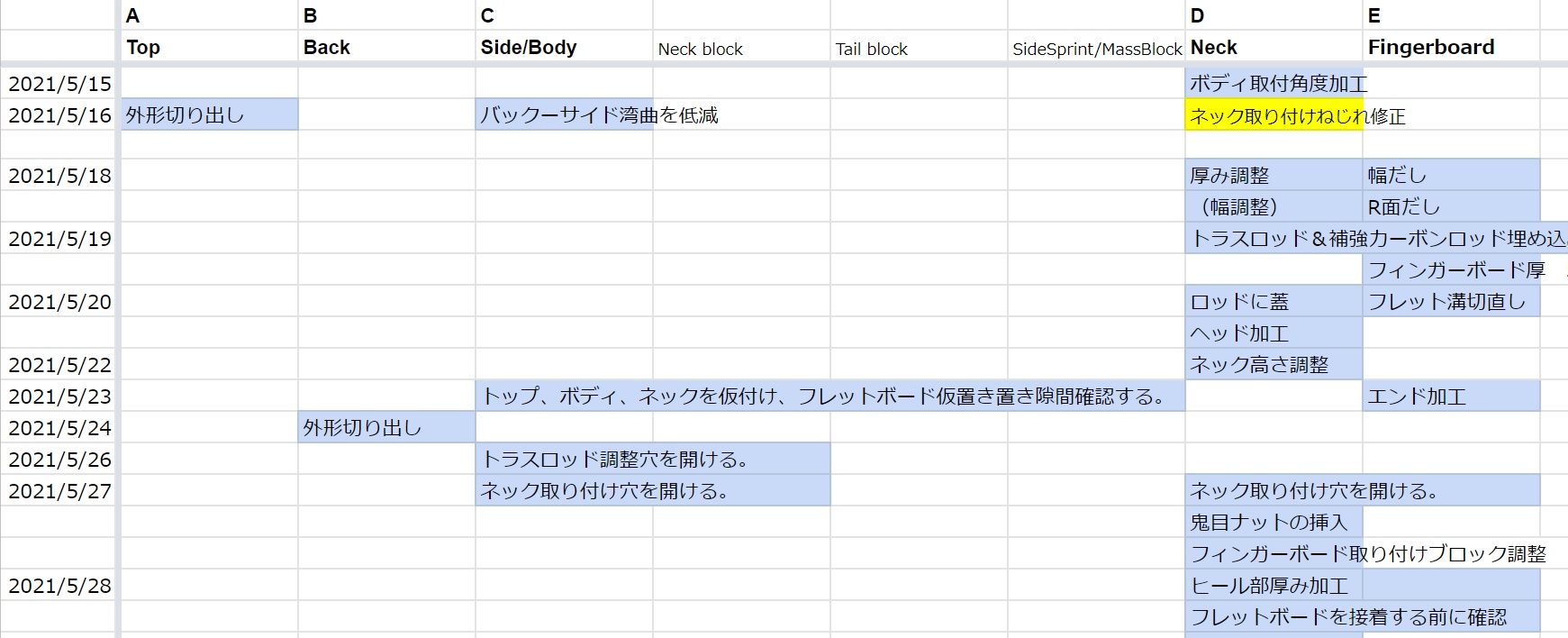
オリジナルギター2-D-15 ネック:トラスロッド&補強カーボンロッドに蓋 [original guitar2]

オリジナルギター2-E-5 フィンガーボード:厚さ調整とフレット溝切直し、エンド加工 [original guitar2]
オリジナルギター2-D-14 ネック:トラスロッド&補強カーボンロッド埋め込み [original guitar2]

ネック外形が整ったところで、ネック基準面より、0.5mm深く、トラスロッド&補強カーボンロッドを埋め込みます。この0.5mmは、桧木材(900x20x2)を削っったものでカバーします。
接着剤には、コニシ製ボンドクイック30というエポキシ系接着剤を使いました。金属と木材をつけて隙間に充填させます。接着後、一昼夜そのままにするので、クイックタイプを使用する意味はありません。
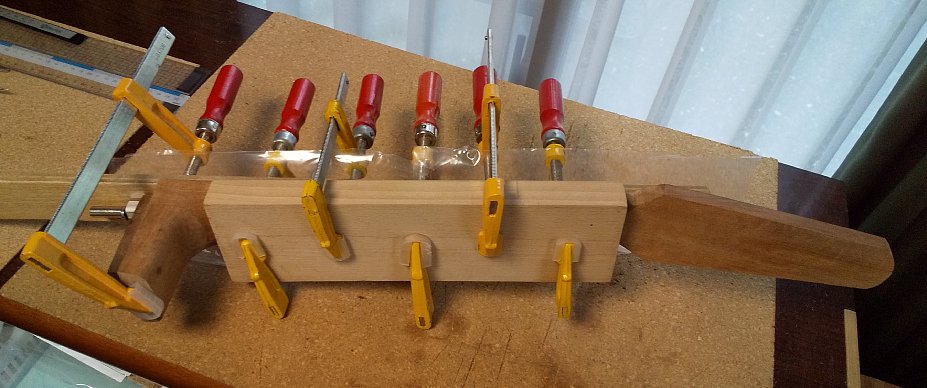
接着には、まず接着剤を溝に充填して、隙間ができないようにします。トラスロッド内には入り込まないように注意します。上から、ビニールシートで覆い、当て木をして、ネック下側からはネックサポートを使い、Fクランプで押さえます。
しかし、このやり方では、ネックが円形に加工してあるため、クランプ圧がネック接着面に均一にかからないので、ネック加工前にロッド埋め込みとフィンガーボード貼り付けを済ませるべきです。
オリジナルギター2-E-4 フィンガーボード:ナット~フレットボード~サドルの曲率 [original guitar2]
フィンガーボードの曲率について詳しく説明します。これは単純にフィンガーボード表面が三角錐の上に載っていると仮定して、比例計算で求めています、Gore&Giletの本にも載っています。
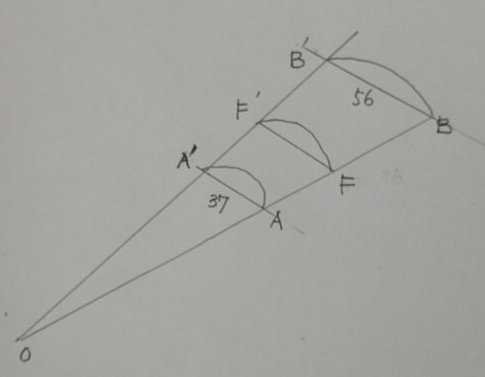
ナット~フレットボード~サドルの形状設計
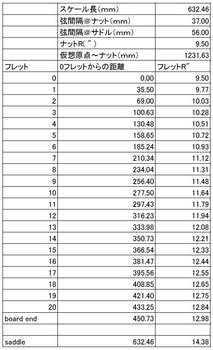
オリジナルギター2では、幾何学に沿った計算値に合わせて設計しました。
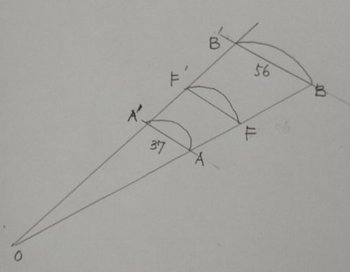
AA’をナット弦間隔:37mm、BB’をサドル弦間隔:56mm をまず決めます。
OAA'とOBB'は二等辺三角形とすると、相似関係より
OA:AA' = OB:BB'
ABをスケール長:632.46mm とすると
OA*BB’=AA’*(OA+632.46)
OA*56 = 37 *(OA+632.46)
OA=1231.63mm
仮想原点Oの位置が求まったので、曲率についても同じように相似の関係を使って
ナットAA’の曲率(AA’-R)を9.5” として、AFを各フレットまでの距離とすると、
OA:AA’ーR=OF:FF’ーR
1231.63:9.5” = (1231.63+AF):FF’ーR
AFに各フレットまでの距離を入れれば、そのフレットの曲率FF’ーRがインチで求まります。
ナット~フレットボード~サドルの形状設計
オリジナルギター2では、幾何学に沿った計算値に合わせて設計しました。
AA’をナット弦間隔:37mm、BB’をサドル弦間隔:56mm をまず決めます。
OAA'とOBB'は二等辺三角形とすると、相似関係より
OA:AA' = OB:BB'
ABをスケール長:632.46mm とすると
OA*BB’=AA’*(OA+632.46)
OA*56 = 37 *(OA+632.46)
OA=1231.63mm
仮想原点Oの位置が求まったので、曲率についても同じように相似の関係を使って
ナットAA’の曲率(AA’-R)を9.5” として、AFを各フレットまでの距離とすると、
OA:AA’ーR=OF:FF’ーR
1231.63:9.5” = (1231.63+AF):FF’ーR
AFに各フレットまでの距離を入れれば、そのフレットの曲率FF’ーRがインチで求まります。
オリジナルギター2-E-3 フィンガーボード:厚み、幅調整 [original guitar2]
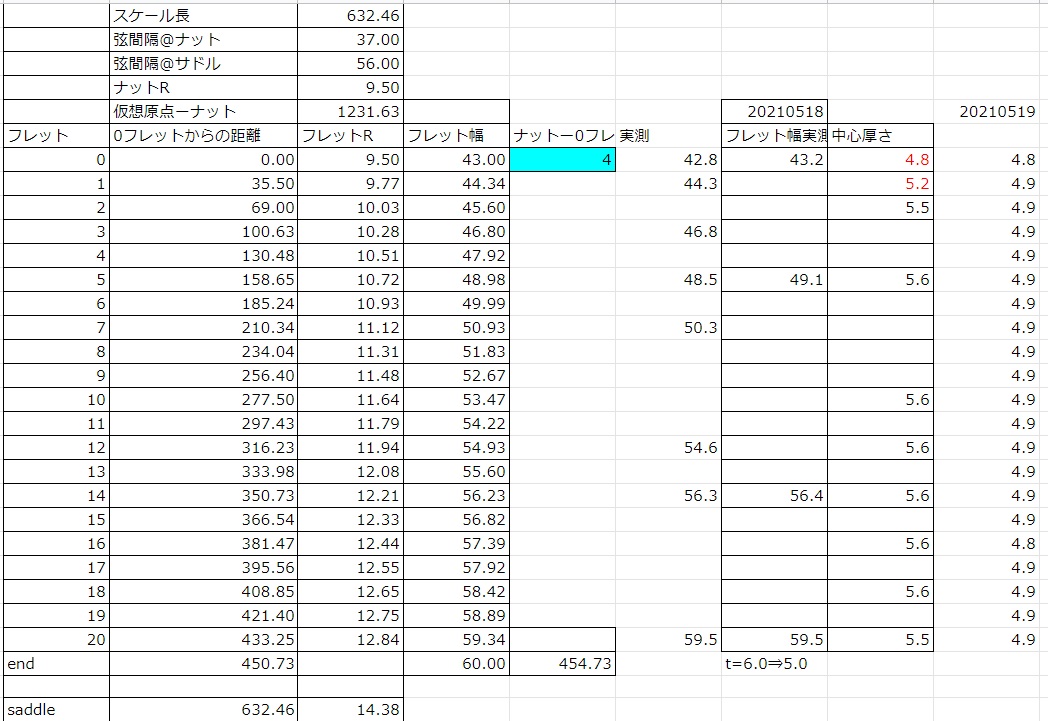
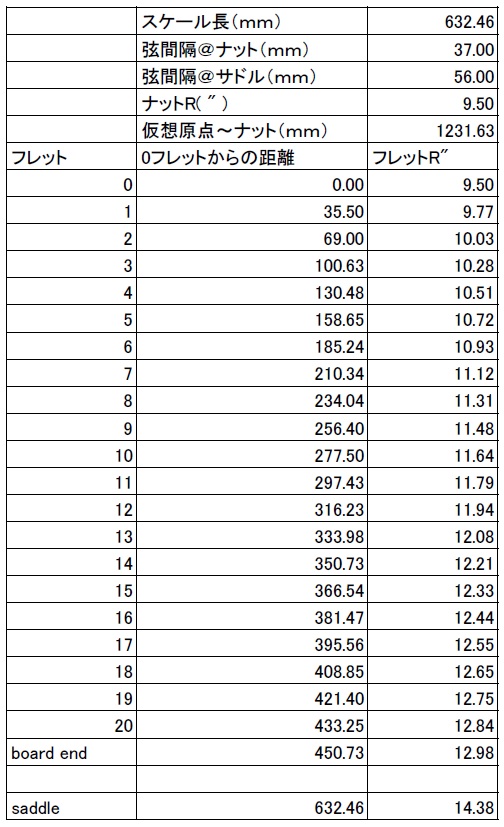
フィンガーボードの寸法を載せておきます。
どうも、加工ミスがあったのか先端が薄くなっていたので、全体を4.9mmに揃えています。
フィンガーボードの各フレット幅は、ナット幅、サドル幅を最初に決め、あとは比例計算で求めています。
各フレットまでの距離は、よく言われるように 2^(1/12)=1.05946309..ですから、スケール長をL0とすれば、1フレット目は、サドルから L0 / 1.05946309.. =L1の距離になるように、2フレット目はサドルからL1/1.05946309..=L2の距離になるようにすればよいわけです。分からない人は、ここ を参考にしてください。実際には、Fret Slotting Miter Boxを使って溝切をするので、長さは自動的にこのツールが決めてくれます。
フレットの曲率Rは、フレット面が三角錐上にあるとして、0フレット目とサドルとその距離は決まっているわけですから、仮想原点を求めて、後は0フレットの曲率(9.5”としました)を決めれば、自動的に各フレットの曲率が決まります。
サンディングブロックを使って、フィンガーボード面にRを付けていきます。 まず、12”のもので全体を整え、2から8フレットあたりを10”で、1から3フレットあたりを9.5”で整えていきます。最後はネックに握っての感覚で揃えます。
オリジナルギター2-D-13 ネック:ナット周辺の寸法調整とヘッド部厚み調整 [original guitar2]
オリジナルギター2-D-12 ネック:ねじれ修正 [original guitar2]

ネック基準面とボディ平面との捻じれがあったため原因を調べたところ、ネックーボディ嵌合部をやすりすぎたため、隙間ができてネックとボディを合わせたときに安定する位置が2か所で来てしまっていた。ネック側嵌合面にパッチを接着してボディとの密着性を再度調整しました。
<進度>
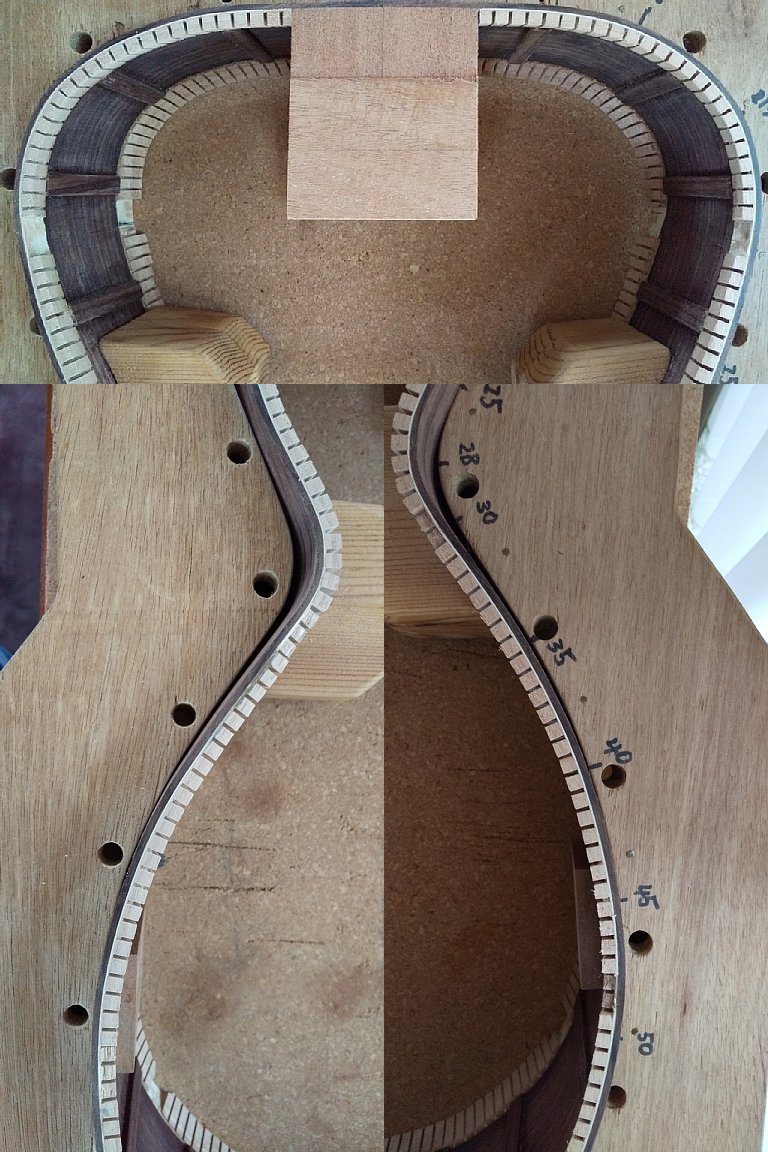
オリジナルギター2-C-20 ボディ:バックーサイド湾曲を低減 [original guitar2]
バック湾曲に対するサイドの厚さを修正しました。
バックをボディにネック側で合わせるとテールエンドで10mmあった隙間をボディ左右サイドを削ることで5mm(ロンググレイン方向の湾曲は2mmx2 設定したため合計4mmが適正値)まで抑えました。バック貼り付け時の反発力(剥がれ方向に向く力)が抑えられます。
サイドにトップより20mmの位置に線を入れて基準線にします。これをやらないと、モールドに対するボディの上下方向が合わずに、接着時にボディ全体がひずむ恐れがあります。
<進度>
バックをボディにネック側で合わせるとテールエンドで10mmあった隙間をボディ左右サイドを削ることで5mm(ロンググレイン方向の湾曲は2mmx2 設定したため合計4mmが適正値)まで抑えました。バック貼り付け時の反発力(剥がれ方向に向く力)が抑えられます。
サイドにトップより20mmの位置に線を入れて基準線にします。これをやらないと、モールドに対するボディの上下方向が合わずに、接着時にボディ全体がひずむ恐れがあります。
<進度>
オリジナルギター2-A-18 トップ:外形切り出し [original guitar2]

オリジナルギター2-D-11 ネック:ボディ密着性確認・取付角度 [original guitar2]



オリジナルギター2-C-19 ボディ:ネック取り付け角度再確認 [original guitar2]
ネックを取り付けて、仕込み角度を再度確認します。
ネック取り付け角度1°の延長線上のサドル位置の隙間は設計値で3.7mm
一方、実測では8mmです。トップ分2.7mmを引くと5.3mmで、1.6mm余裕がある。
自然になる順ぞり分を考えると設計値より少し高くしておいたほうが良いでしょう。
オリジナルギター2-C-18 ボディ:ボディ厚さ調整&バックーサイド嵌合調整 [original guitar2]
ロワーボウトの低音側が3mm厚いことが分かりました。もうライニングをつけているし誤魔化すしかありません。
バック側もベニヤ板(600 x 45mm)に紙やすり#60を貼ったものを使って、平面を出していきます。
この時点で、細工用鋸を購入してます。厚さ0.3mm(今まで使っているレーザーソーは0.5mm)なのでライニングの切断に最適です。
まず、ロワーボウトの低音側が3mm厚いのを調整しました。
バック面はブレース接着時に周辺を2mm上げてドーム型(中心が2mm高い)にしたため、これに合わせてサイドの高さを決めていきます。
ロワーボウトは、ボディエンドからの中心を2mm高くして、左右を2mm低くしていきます。
アッパーボウトは、ネック取り付けブロックのバック側を中心に左右を1.5mm低くし、高さを決めます。

ネック取り付けブロックのバック側をバックに合わせようとしましたが、削りすぎたため修正部品を貼り付けて高さ調整しました。
<組立>
オリジナルギター2-C-17 ボディ:ネック取り付け角度調整 [original guitar2]
構想時に検討したことと現物があっているかの見直しをしました。
ラウドネス(音量)を保つために、サウンドホール上の弦高を14mmにするといいということですが、実際のところ、ブリッジ厚が9mmなので、サドル高を6mm程度にしないと達成できません。。
最終的にサドル高は3~4mm程度になるので、12mm位にしかなりません。手持ちのギターでも測定してみるが、12mm程度でした。もっとネック仕込み角度をつけた方が良いかもしれませんが、このままとします。
実際にトップをボディにセッティングして測定した結果、アッパーボウト基準でサドル位置の隙間の設計値:3.7mm、実測は3.6mmで、ほぼ設計値通りになっています。
ラウドネス(音量)を保つために、サウンドホール上の弦高を14mmにするといいということですが、実際のところ、ブリッジ厚が9mmなので、サドル高を6mm程度にしないと達成できません。。
最終的にサドル高は3~4mm程度になるので、12mm位にしかなりません。手持ちのギターでも測定してみるが、12mm程度でした。もっとネック仕込み角度をつけた方が良いかもしれませんが、このままとします。
実際にトップをボディにセッティングして測定した結果、アッパーボウト基準でサドル位置の隙間の設計値:3.7mm、実測は3.6mmで、ほぼ設計値通りになっています。



