オリジナルギター1-9 フィンガーボード [original guitar1]
一度、ローズウッドで治具なしで失敗し、Fret Slotting Miter Box でエボニーで外形カットしたところまで作りましたが、オリジナルギター#1のデザイン上、黒のエボニーでは色が合わないと考えるようになりました。溝切に失敗したローズウッド材をFret Slotting Miter Box の力を借りて復活させようと考えました。
手順は、
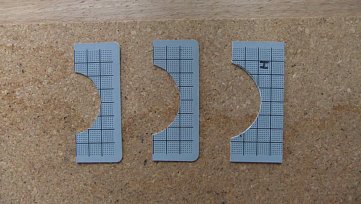
①外形加工の済んでいるローズウッドフィンガーボードをFret Slotting Miter Boxにセットし、ピッチのずれている溝をみつける。
②埋めるためのパテを作り、ピッチの合っていない溝を埋める。
③Fret Slotting Miter Boxで溝を切りなおす。
④外形の微調整
です。
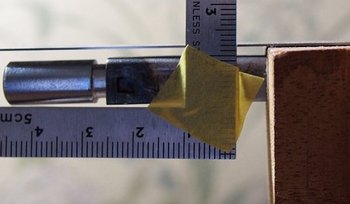
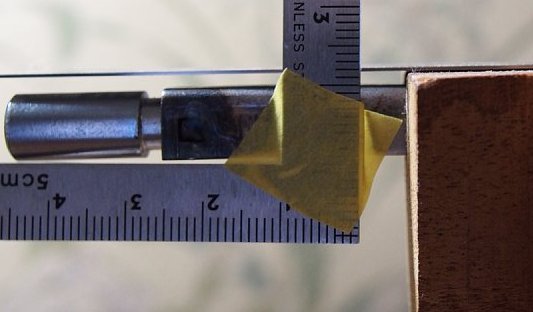
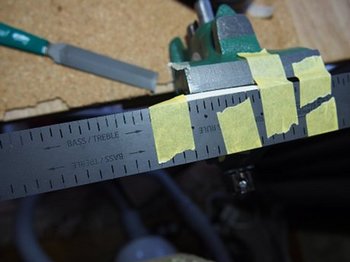
まず、既に外形加工の済んでいるフィンガーボードをMiter Boxのテンプレートにセットします。基準溝を決めて、その溝が斜めにならないように、また溝が鋸と平行になるようにします。この時、鋸の位置に直尺を置くと、厚みが0.5mmなので、溝の位置調整が楽にできます。基準溝からずれている溝にチェックを入れます。

フレット溝を埋めるためのパテを作ります。ローズウッドの端材を鋸できり、その切りくずを集め、タイトボンドを混ぜます。

溝の両側にマスキングテープを貼り、溝をパテで埋めていきます。1日おきます。

パテが固まったら、ナイフで表面を削り平らにします。Mister Boxにセットし、溝を切りなおします。

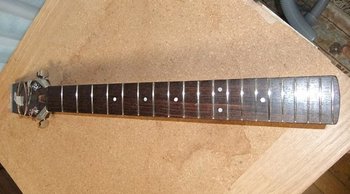
ずれていた溝がパテで埋まり、溝の切り直しができました。



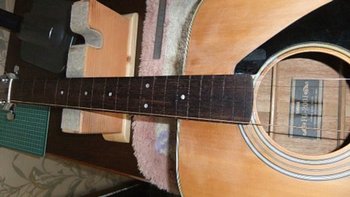
ネックとの外形の調整を行います。0フレットから、ナットとの位置を出し、幅方向を揃えます。
手順は、
①外形加工の済んでいるローズウッドフィンガーボードをFret Slotting Miter Boxにセットし、ピッチのずれている溝をみつける。
②埋めるためのパテを作り、ピッチの合っていない溝を埋める。
③Fret Slotting Miter Boxで溝を切りなおす。
④外形の微調整
です。
まず、既に外形加工の済んでいるフィンガーボードをMiter Boxのテンプレートにセットします。基準溝を決めて、その溝が斜めにならないように、また溝が鋸と平行になるようにします。この時、鋸の位置に直尺を置くと、厚みが0.5mmなので、溝の位置調整が楽にできます。基準溝からずれている溝にチェックを入れます。

フレット溝を埋めるためのパテを作ります。ローズウッドの端材を鋸できり、その切りくずを集め、タイトボンドを混ぜます。

溝の両側にマスキングテープを貼り、溝をパテで埋めていきます。1日おきます。

パテが固まったら、ナイフで表面を削り平らにします。Mister Boxにセットし、溝を切りなおします。

ずれていた溝がパテで埋まり、溝の切り直しができました。



ネックとの外形の調整を行います。0フレットから、ナットとの位置を出し、幅方向を揃えます。
オリジナルギター1-8 ヒールブロック調整 [original guitar1]
注:「フィンガーボード」=「フレットボード」は同じものとして考えてください。言い方が交じっています。
まずは、トラスロッドの溝を2mm(前回の検討で0.4mm以上)深くします(説明が前後しましたが、トラスロッド加工のところで既になっています。)

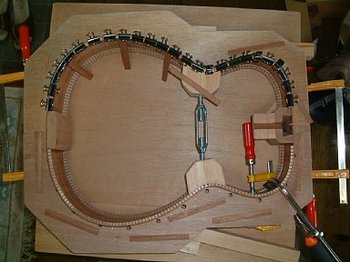
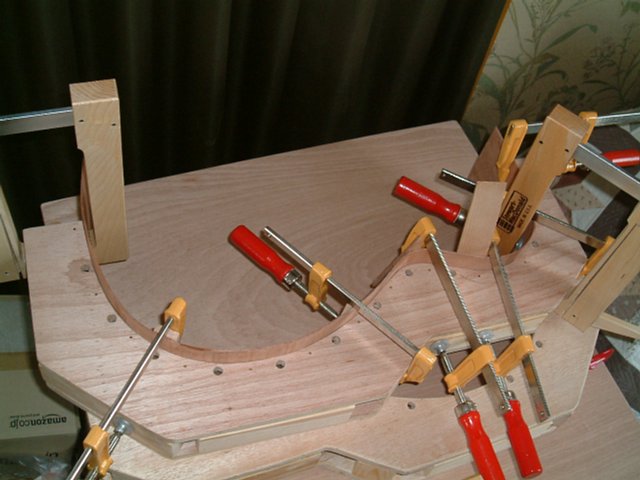
次は、フィンガーボード裏の補強部材を収めるためのスペースを確保します。ネックが収まるアリ溝は22mm(写真横軸方向)、このブロックの長さは57mmでトップのトランスバースブレースまでの距離はあわせて79mmです(後でわかりましたが、この間には4mmの隙間があります)。溝の幅(縦軸)は40mmで、中心にトラスロッドが通る溝が12mmで、2.5mm程深く掘ってあります。補強部材が入る幅は14mm x 2本分とってあります。
厚みは、ボディ端から100mmで7mm+トップの厚み2.7mm=9.7mm 、前回のネック仕込み角の検討で0.9°の傾きでボディ端に向かって低くなるので、ボディ端から79mmで9.4mm、ボディ端から22mmで8.5mm、ボディ端で8.1mmになります。

フィンガーボード裏の補強部材をつくります。トラスロッドを挟んで隙間を1mm取って幅は13mm、前後2mmの隙間をとって長さは53mm、ボディ端側に近い(24mm)厚みは8.5mm 遠い(77mm)厚みは9.3mmのサイズのブロックを作ればよいことになります。この中心に、鬼面ナットM5x8 をねじ込みます。

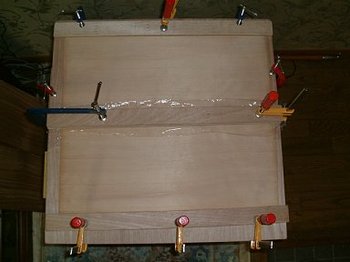
(この写真は、サイドのトップ接着面を調整する前の写真です。実は、設計当初はトップを凸にしようと考えていました。それで、サイドのサドル位置は中心より下がっているので、12mm厚の板の上をネック延長線上の曲尺が通過しています。)
トップをサイドに貼り付ける前に、ヒールブロック及びネック仕込み角度、サドル高さ位置の調整や位置関係を確認します。角度や寸法を細かく設計していますが、設計通りに加工することは、精度やばらつきを含めできません。
重要なことは、
①サドル高さが正しく取れているか?
②ヒールブロックとトップ、フィンガーボードは隙間なく接着できるか?
ということです。
まず、サイドのトップ接着面を平らにし、ボディ端で1.6mmの隙間ができるように、サイド+ヒールブロック表面をやすります。次に、写真のようにサドル部分に角材を置き、フィンガーボードからの延長線上に(ブリッジ+トップ+0.5mm-フィンガーボード厚の合計)が来るかを確認します。
ネック(フィンガーボードなし)の延長線上の曲尺はサドル位置で、
①トップ厚み2.7mm
②ブリッジ厚み8.5mm
③fallawayの為に取った0.5mm
なので、サイドの仮想平面より11.7-4.5(フィンガーボード厚)=7.2mm上に来るはずです。この数字より、1.5mm程度余裕を持ちます。弦の張力がかかる方向(順ぞり)は、サドルを低くする必要があるので、高め方向に余裕があるのがベターです。
まずは、トラスロッドの溝を2mm(前回の検討で0.4mm以上)深くします(説明が前後しましたが、トラスロッド加工のところで既になっています。)

次は、フィンガーボード裏の補強部材を収めるためのスペースを確保します。ネックが収まるアリ溝は22mm(写真横軸方向)、このブロックの長さは57mmでトップのトランスバースブレースまでの距離はあわせて79mmです(後でわかりましたが、この間には4mmの隙間があります)。溝の幅(縦軸)は40mmで、中心にトラスロッドが通る溝が12mmで、2.5mm程深く掘ってあります。補強部材が入る幅は14mm x 2本分とってあります。
厚みは、ボディ端から100mmで7mm+トップの厚み2.7mm=9.7mm 、前回のネック仕込み角の検討で0.9°の傾きでボディ端に向かって低くなるので、ボディ端から79mmで9.4mm、ボディ端から22mmで8.5mm、ボディ端で8.1mmになります。

フィンガーボード裏の補強部材をつくります。トラスロッドを挟んで隙間を1mm取って幅は13mm、前後2mmの隙間をとって長さは53mm、ボディ端側に近い(24mm)厚みは8.5mm 遠い(77mm)厚みは9.3mmのサイズのブロックを作ればよいことになります。この中心に、鬼面ナットM5x8 をねじ込みます。

(この写真は、サイドのトップ接着面を調整する前の写真です。実は、設計当初はトップを凸にしようと考えていました。それで、サイドのサドル位置は中心より下がっているので、12mm厚の板の上をネック延長線上の曲尺が通過しています。)
トップをサイドに貼り付ける前に、ヒールブロック及びネック仕込み角度、サドル高さ位置の調整や位置関係を確認します。角度や寸法を細かく設計していますが、設計通りに加工することは、精度やばらつきを含めできません。
重要なことは、
①サドル高さが正しく取れているか?
②ヒールブロックとトップ、フィンガーボードは隙間なく接着できるか?
ということです。
まず、サイドのトップ接着面を平らにし、ボディ端で1.6mmの隙間ができるように、サイド+ヒールブロック表面をやすります。次に、写真のようにサドル部分に角材を置き、フィンガーボードからの延長線上に(ブリッジ+トップ+0.5mm-フィンガーボード厚の合計)が来るかを確認します。
ネック(フィンガーボードなし)の延長線上の曲尺はサドル位置で、
①トップ厚み2.7mm
②ブリッジ厚み8.5mm
③fallawayの為に取った0.5mm
なので、サイドの仮想平面より11.7-4.5(フィンガーボード厚)=7.2mm上に来るはずです。この数字より、1.5mm程度余裕を持ちます。弦の張力がかかる方向(順ぞり)は、サドルを低くする必要があるので、高め方向に余裕があるのがベターです。
Fret Slotting Miter Box [tools/jigs]
当初、フレットボードはローズウッドで製作していました。この時の方法は、材料の片面を基準面にして、スコヤで間隔を測りながら位置決めをして、鋸で切るという方法でした。で、失敗しました。
何が大変かというと
①0.1mm単位での間隔を出せない。
②片側だけの抑えでは安定して溝が切れない。
③深さの制御ができない。
ということです。

これは直ぐにStewMacの治具StewMac Fret Slotting Miter Box with Japanese Fret Sawを購入しました。値段は高価ですが、それに替えられない価値があります。日本の鋸、弾くときに切れる、がついています。
テンプレートがついていて、標準でMartin short 24.9inch と long 25.34inchの溝があり、どちらかのスケールであればこれで問題ありません。gibsonとかのテンプレートもあります。各フレット間隔が溝で切ってあり、それを基準位置に合わせることで、いちいちフレット間隔を気にする必要がなくなります。当然精度も問題ありません。鋸の左右上下に8つベアリングがついており、鋸の歯が固定できるので安定します。また、上のベアリングと鋸の刃の上についている厚い部分がストッパーになり、深さも一定になります。
使い勝手で1つ問題があります。出来上がりは問題ないのですが、鋸の刃の引き出し、上下方向が固定されているため、固い木を切る時には力がいります。特に上のベアリングと鋸のストッパーの金属同士がこすれて、金属くずがでます。
また、アルミのテンプレートにフレットボード材を両面テープで固定するわけですが、まずマスキングテープを貼ってから両面テープを貼らないとテンプレートから木材を引きはがすのに苦労します(紙やすりと同じ)。
鋸刃の厚みは0.023"=0.584mm ですが、フレットSBB-23(0.6mmの足幅) ではきついのではないかと思います。SBB-217(0.5mmの足幅) をお勧めします。
出来上がりは綺麗に狂いもなくできるので満足しています。
話しをフレットボードの溝切に戻しますが、この治具を買ってから、新しくエボニー材を使おうと思い、加工しました。エボニー材は、ローズウッドに比べ、演奏時に弦とのコントラストがついて見やすいという利点があります。
エボニーの加工状況を書きますと、

まず基準面を決めてやすります。

次に、白鉛筆 で寸法を直接入れます。エボニーやローズウッド等は白が見やすいです。左側が基準面になります。基準面の反対側は溝を切る前に切り落としておいた方が、溝切の時に長さが短くなり、負荷が減ります。
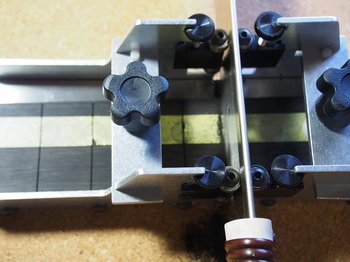
基準面を壁側にして、テンプレートに木材をセットします。この時、木材の厚みt=5.5mmとすると、フレット足は1.5mm程度ですから、2.5mmの溝を切ります。鋸のストッパーをテンプレートの厚さ2mmと木材の残す量3mmを加えた5mmにセットします。その後、0フレットの位置をだし、0フレットの溝を切ります。斜めにならないように、木材とテンプレートの平行度に注意しましょう。
固い木なので、かなり力がいります。刃の厚み方向にあまりリジッドに締めすぎると動かなくなるので注意してください。

溝が切り終わったら、反対側をカットして外形出しが終わりました。
何が大変かというと
①0.1mm単位での間隔を出せない。
②片側だけの抑えでは安定して溝が切れない。
③深さの制御ができない。
ということです。

これは直ぐにStewMacの治具StewMac Fret Slotting Miter Box with Japanese Fret Sawを購入しました。値段は高価ですが、それに替えられない価値があります。日本の鋸、弾くときに切れる、がついています。
テンプレートがついていて、標準でMartin short 24.9inch と long 25.34inchの溝があり、どちらかのスケールであればこれで問題ありません。gibsonとかのテンプレートもあります。各フレット間隔が溝で切ってあり、それを基準位置に合わせることで、いちいちフレット間隔を気にする必要がなくなります。当然精度も問題ありません。鋸の左右上下に8つベアリングがついており、鋸の歯が固定できるので安定します。また、上のベアリングと鋸の刃の上についている厚い部分がストッパーになり、深さも一定になります。
使い勝手で1つ問題があります。出来上がりは問題ないのですが、鋸の刃の引き出し、上下方向が固定されているため、固い木を切る時には力がいります。特に上のベアリングと鋸のストッパーの金属同士がこすれて、金属くずがでます。
また、アルミのテンプレートにフレットボード材を両面テープで固定するわけですが、まずマスキングテープを貼ってから両面テープを貼らないとテンプレートから木材を引きはがすのに苦労します(紙やすりと同じ)。
鋸刃の厚みは0.023"=0.584mm ですが、フレットSBB-23(0.6mmの足幅) ではきついのではないかと思います。SBB-217(0.5mmの足幅) をお勧めします。
出来上がりは綺麗に狂いもなくできるので満足しています。
話しをフレットボードの溝切に戻しますが、この治具を買ってから、新しくエボニー材を使おうと思い、加工しました。エボニー材は、ローズウッドに比べ、演奏時に弦とのコントラストがついて見やすいという利点があります。
エボニーの加工状況を書きますと、

まず基準面を決めてやすります。

次に、白鉛筆 で寸法を直接入れます。エボニーやローズウッド等は白が見やすいです。左側が基準面になります。基準面の反対側は溝を切る前に切り落としておいた方が、溝切の時に長さが短くなり、負荷が減ります。
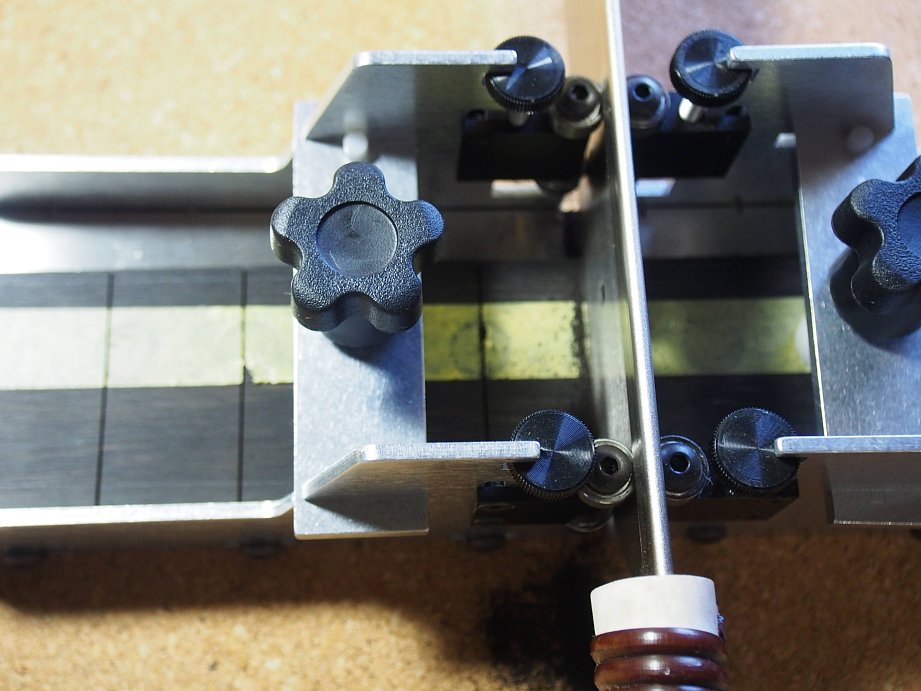
基準面を壁側にして、テンプレートに木材をセットします。この時、木材の厚みt=5.5mmとすると、フレット足は1.5mm程度ですから、2.5mmの溝を切ります。鋸のストッパーをテンプレートの厚さ2mmと木材の残す量3mmを加えた5mmにセットします。その後、0フレットの位置をだし、0フレットの溝を切ります。斜めにならないように、木材とテンプレートの平行度に注意しましょう。
固い木なので、かなり力がいります。刃の厚み方向にあまりリジッドに締めすぎると動かなくなるので注意してください。

溝が切り終わったら、反対側をカットして外形出しが終わりました。
オリジナルギター1-7 ネック仕込角検討 [original guitar1]
ネック仕込み角は、設計段階で決めておくべきものですが、今回は周辺部材の加工がかなり進んでいる中で、ネックの元起き対策を組み込んだため、試行錯誤して進めています。
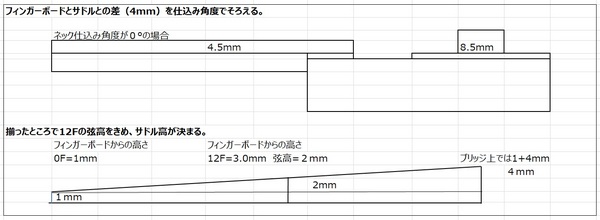
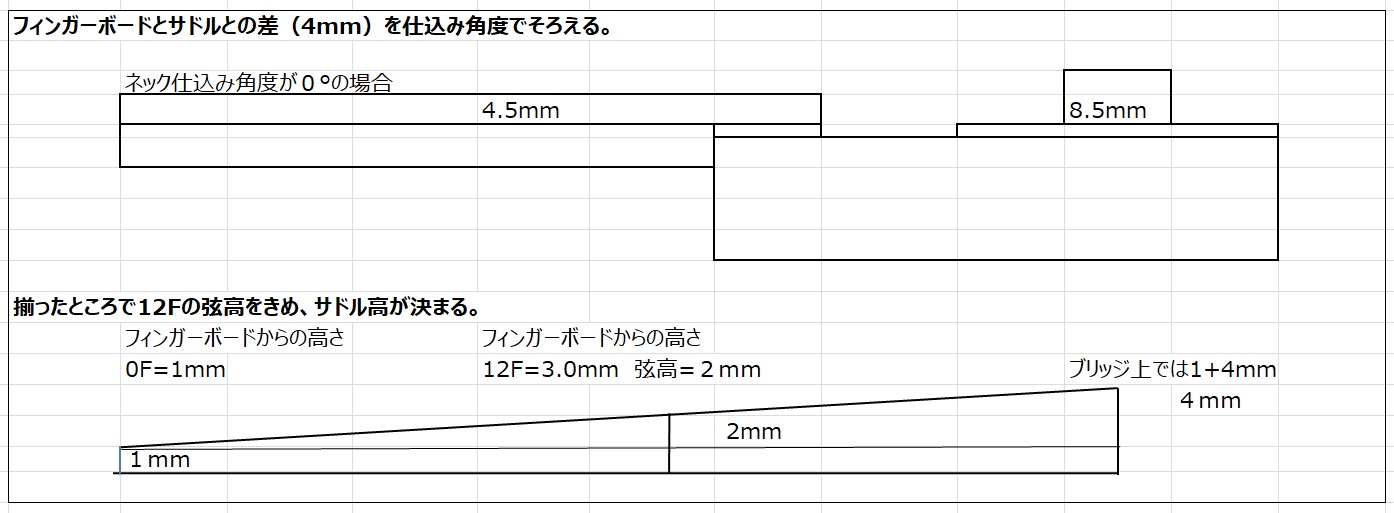
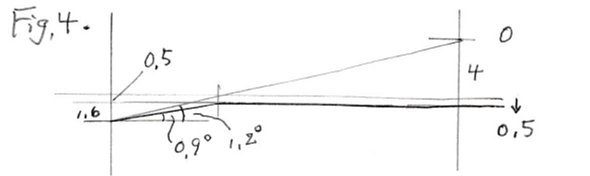
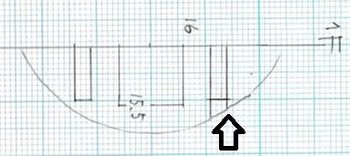
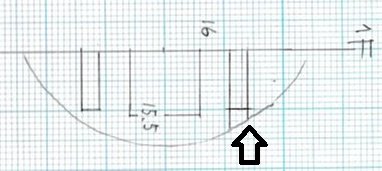
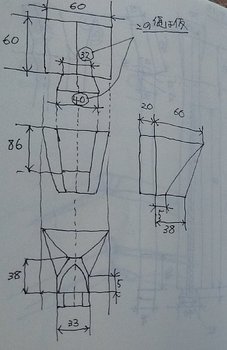
前提として、上図にあるようにフレットボード厚4.5mm ブリッジ厚8.5mmです。
また、下図にあるように、弦高調整はフレットボード面からフレット高さ1mm、12フレットの弦高を2mmに合わせるため、サドルの高さはその2倍の4mmを加えて5mmになるようにします。
ブリッジとフレットボード厚みの差が4mmあり、このまま仕込み角度0°で接続するとサドル高さがとれません。よって、まずこの高さを揃えるようにします。
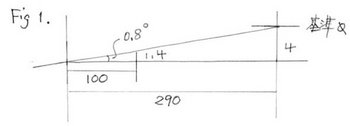
ボディ端からサウンドホール(=ボディ上のフレットボード長さ)までの距離は100mm、ボディ端からサドル位置までの距離は290mmです。
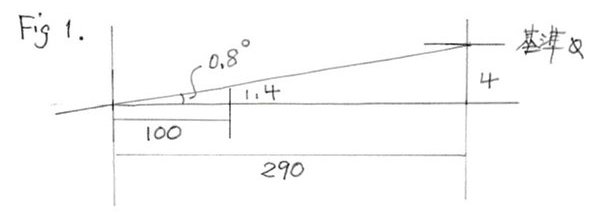
arctan(4/290)=0.8°
なので、仕込み角を0.8°にすれば、フレットボード面の延長線上にブリッジの面位置がくることになります。
100tan0.8°=1.4mm
しかし、このままフレットボードとネック、ボディを接続すると、ボディ上のフレットボード端(=サウンドホールの始まり)(100mm)でトップとの隙間が、1.4mm開いてしまいます。
ここで基準をブリッジの面位置とします。図は模式的に書いているので、それ以外の線は具体的な部材の位置ではありませんので、注意してください。
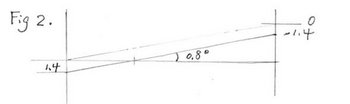
この隙間をなくすために、ネック全体を1.4mm下げます。ネックはボディに1.4mm食い込むように作る必要があります。

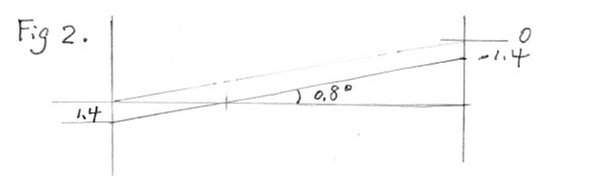
このままでは、フレットボード面の延長線は、ブリッジの面位置から1.4mm 低くなってしまいますから、さらに仕込み角をつけて面位置に合わせます
arctan(4/(290ー100))=1.2°
仕込み角は1.2°になります。
100tan1.2°=2.1mm
で2.1mmネック全体を下げる必要があります。
この角度はトップの凸状の曲がりとして、サウンドホール辺りで吸収しなければなりません。具体的には、ボディ先端からサウンドホールまでの面とサウンドホールからテイルエンドまでの面にこの角度を付けることになります。
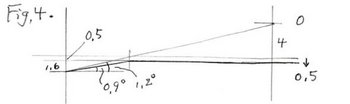
さらに、fallaway(フレットボードは、ボディ端の14フレットから最終フレットに向かって徐々に下がっていく)を0.5mm考慮すると、
arctan((2.1-0.5)/100)≒ 0.9°
ネックを下げるのは1.6mmで良くなり、0.9°の角度をつけて14フレット~20フレットをトップ上に隙間なく置くことができます。この0.5mm分は基準面が下がるので、サドル高さを高くすることで調整します。
12フレットで2.0mm弦高を設定するにはサドル高が4+1=5mmになり、サドル基準が0.5mmさがるので5.5mm 、これに順ぞり方向に1mm余裕を持たせて、6.5mmのサドル高さから調整を始めることになります。
トラスロッドはボディ端から70mmなので、70tan1.2°-70tan0.9°≒0.4mm以上の高さ余裕が必要になるので、ここではトラスロッド溝は1mm深くするようにします。
まとめると、
1.2°のネック仕込み角で、ボディ端からサウンドホールまでの面をトップ面に対してを0.9°の角度で1.6mm下げて接続します。fallawayは、0.5mmついています。トラスロッド溝は1mm深くします。サドル高さは、ブリッジ面位置から6.5mmの高さから調整を始めます。
ということになります。
細かい数字で設計しましたが、0.1°を精度よく加工することはできません。角度では0.5°、長さでは0.2mmくらいが限界でしょう。
実際の製作、調整は、この設計値を目標に現物を合わせていくことになります。
前提として、上図にあるようにフレットボード厚4.5mm ブリッジ厚8.5mmです。
また、下図にあるように、弦高調整はフレットボード面からフレット高さ1mm、12フレットの弦高を2mmに合わせるため、サドルの高さはその2倍の4mmを加えて5mmになるようにします。
ブリッジとフレットボード厚みの差が4mmあり、このまま仕込み角度0°で接続するとサドル高さがとれません。よって、まずこの高さを揃えるようにします。
ボディ端からサウンドホール(=ボディ上のフレットボード長さ)までの距離は100mm、ボディ端からサドル位置までの距離は290mmです。
arctan(4/290)=0.8°
なので、仕込み角を0.8°にすれば、フレットボード面の延長線上にブリッジの面位置がくることになります。
100tan0.8°=1.4mm
しかし、このままフレットボードとネック、ボディを接続すると、ボディ上のフレットボード端(=サウンドホールの始まり)(100mm)でトップとの隙間が、1.4mm開いてしまいます。
ここで基準をブリッジの面位置とします。図は模式的に書いているので、それ以外の線は具体的な部材の位置ではありませんので、注意してください。
この隙間をなくすために、ネック全体を1.4mm下げます。ネックはボディに1.4mm食い込むように作る必要があります。
このままでは、フレットボード面の延長線は、ブリッジの面位置から1.4mm 低くなってしまいますから、さらに仕込み角をつけて面位置に合わせます
arctan(4/(290ー100))=1.2°
仕込み角は1.2°になります。
100tan1.2°=2.1mm
で2.1mmネック全体を下げる必要があります。
この角度はトップの凸状の曲がりとして、サウンドホール辺りで吸収しなければなりません。具体的には、ボディ先端からサウンドホールまでの面とサウンドホールからテイルエンドまでの面にこの角度を付けることになります。
さらに、fallaway(フレットボードは、ボディ端の14フレットから最終フレットに向かって徐々に下がっていく)を0.5mm考慮すると、
arctan((2.1-0.5)/100)≒ 0.9°
ネックを下げるのは1.6mmで良くなり、0.9°の角度をつけて14フレット~20フレットをトップ上に隙間なく置くことができます。この0.5mm分は基準面が下がるので、サドル高さを高くすることで調整します。
12フレットで2.0mm弦高を設定するにはサドル高が4+1=5mmになり、サドル基準が0.5mmさがるので5.5mm 、これに順ぞり方向に1mm余裕を持たせて、6.5mmのサドル高さから調整を始めることになります。
トラスロッドはボディ端から70mmなので、70tan1.2°-70tan0.9°≒0.4mm以上の高さ余裕が必要になるので、ここではトラスロッド溝は1mm深くするようにします。
まとめると、
1.2°のネック仕込み角で、ボディ端からサウンドホールまでの面をトップ面に対してを0.9°の角度で1.6mm下げて接続します。fallawayは、0.5mmついています。トラスロッド溝は1mm深くします。サドル高さは、ブリッジ面位置から6.5mmの高さから調整を始めます。
ということになります。
細かい数字で設計しましたが、0.1°を精度よく加工することはできません。角度では0.5°、長さでは0.2mmくらいが限界でしょう。
実際の製作、調整は、この設計値を目標に現物を合わせていくことになります。
オリジナルギター1-6 ネックーボディ接続方法変更 [original guitar1]
ネック元起き対策として、ダブテイルからボルトオンーオフにします。

既にダブテイル構造に加工済みです。これからヒールブロック(ネックが嵌合するボディ側のブロック)を改良してボルトオンに対応していくわけですが、その前に、ネックーボディの隙間をなくすコツを説明します。これは、ダブテイルであろうが、ボルトオンであろうが、ネックとボディの接続ラインを隙間なく見えるようにするのは外見上大事なことです。ボルトオンの場合は、ボルトで留めるので、性能的にはそれほど関係ないと思います。
この写真は、調整後です。まあまあ隙間なくできています。
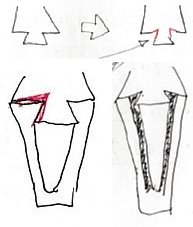
この隙間をなくすのは結構コツがいります。分かってしまえば当たり前ですが、最初はよくわかりませんでした。元にした図面にも書いてありません。
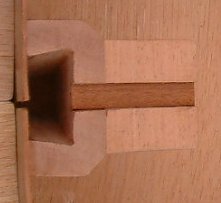
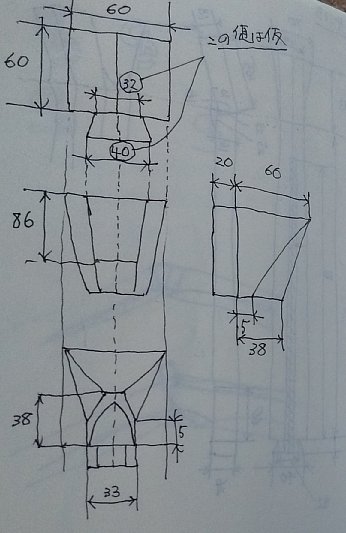
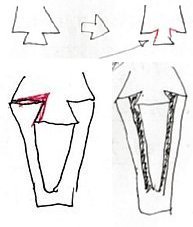 当時の手書きの図で汚いですが、状況がよくわかるので載せました。まず、奥側を鋭角になるように角度を全体的に付けます。さらに周辺3mm位を残してノミで中心部分をえぐり取ります。よく考えれば当たり前ですが、ボディ側は曲面なのでネック側の接触面を平らにすれば、当然隙間ができるわけです。さらに内側をえぐることにより周辺がボディ曲面と接線になり、ピッタリとなるわけです。後は、ボディとネックの隙間に#400の紙やすりを入れて、引き抜くようにすればさらに接触がぴたりとして隙間がなくなります。
当時の手書きの図で汚いですが、状況がよくわかるので載せました。まず、奥側を鋭角になるように角度を全体的に付けます。さらに周辺3mm位を残してノミで中心部分をえぐり取ります。よく考えれば当たり前ですが、ボディ側は曲面なのでネック側の接触面を平らにすれば、当然隙間ができるわけです。さらに内側をえぐることにより周辺がボディ曲面と接線になり、ピッタリとなるわけです。後は、ボディとネックの隙間に#400の紙やすりを入れて、引き抜くようにすればさらに接触がぴたりとして隙間がなくなります。

いよいよボルトオンーオフ構造に改良するわけですが、まずは分かりやすいように完成写真を載せておきます。左がネック側です。ダブテイルに鬼目ナットを埋め込み、ボルトオン化しています。右がボディ側(ヒールブロック)です。何回もの方針変更のしわ寄せが全部ここに表れています。トップのトランスバースブレースがこの右横に接着されるので強度は取れます。
まず、トラスロッドの調整穴をネックのヘッド側に出すか、ボディ側に出すかでヒールブロック(ネックが嵌合するボディ側のブロック)の設計がかなり変わります。
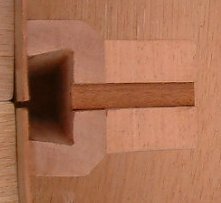
元にした図面は、ヘッド側ですが、かなり前からボディ側から出そうと決めていた(ヘッド側加工は難しそう、またヘッドのカバーが美しくない)ので、ヒールブロックのボディ内部にトラスロッド支えを追加してます。

さらに、この部分の幅を広げて、トラスロッドの通り道とフィンガーボードに接着する補強部材の場所を確保しています。1つのブロックでつくるFG-200Jでやったような構造は、中心をトラスロッドが通るため、自ずと2つに分離されます。
この補強部材のサイズを決めます。
実は、この部材に限らず、ネックとボディが接続される周辺(部品)寸法は、
①ネックの仕込み角度
②ネックに埋め込むトラスロッドの深さ
③トップの平面性
④fallawayをどうする?
がすべて絡んでいるので、現物で制限がある今、また全体の調整をどう進めていくかが初めてなので、試行錯誤しながら進めています。fallawayとは、ネックジョイント部から20フレットに向かって徐々に辺り指板を低くすることです。元起きになっても、弦の振動が最終フレットに触れるのを防ぎます。
次回は、仕込み角の検討から始めます。

既にダブテイル構造に加工済みです。これからヒールブロック(ネックが嵌合するボディ側のブロック)を改良してボルトオンに対応していくわけですが、その前に、ネックーボディの隙間をなくすコツを説明します。これは、ダブテイルであろうが、ボルトオンであろうが、ネックとボディの接続ラインを隙間なく見えるようにするのは外見上大事なことです。ボルトオンの場合は、ボルトで留めるので、性能的にはそれほど関係ないと思います。
この写真は、調整後です。まあまあ隙間なくできています。
この隙間をなくすのは結構コツがいります。分かってしまえば当たり前ですが、最初はよくわかりませんでした。元にした図面にも書いてありません。
 当時の手書きの図で汚いですが、状況がよくわかるので載せました。まず、奥側を鋭角になるように角度を全体的に付けます。さらに周辺3mm位を残してノミで中心部分をえぐり取ります。よく考えれば当たり前ですが、ボディ側は曲面なのでネック側の接触面を平らにすれば、当然隙間ができるわけです。さらに内側をえぐることにより周辺がボディ曲面と接線になり、ピッタリとなるわけです。後は、ボディとネックの隙間に#400の紙やすりを入れて、引き抜くようにすればさらに接触がぴたりとして隙間がなくなります。
当時の手書きの図で汚いですが、状況がよくわかるので載せました。まず、奥側を鋭角になるように角度を全体的に付けます。さらに周辺3mm位を残してノミで中心部分をえぐり取ります。よく考えれば当たり前ですが、ボディ側は曲面なのでネック側の接触面を平らにすれば、当然隙間ができるわけです。さらに内側をえぐることにより周辺がボディ曲面と接線になり、ピッタリとなるわけです。後は、ボディとネックの隙間に#400の紙やすりを入れて、引き抜くようにすればさらに接触がぴたりとして隙間がなくなります。
いよいよボルトオンーオフ構造に改良するわけですが、まずは分かりやすいように完成写真を載せておきます。左がネック側です。ダブテイルに鬼目ナットを埋め込み、ボルトオン化しています。右がボディ側(ヒールブロック)です。何回もの方針変更のしわ寄せが全部ここに表れています。トップのトランスバースブレースがこの右横に接着されるので強度は取れます。
まず、トラスロッドの調整穴をネックのヘッド側に出すか、ボディ側に出すかでヒールブロック(ネックが嵌合するボディ側のブロック)の設計がかなり変わります。
元にした図面は、ヘッド側ですが、かなり前からボディ側から出そうと決めていた(ヘッド側加工は難しそう、またヘッドのカバーが美しくない)ので、ヒールブロックのボディ内部にトラスロッド支えを追加してます。

さらに、この部分の幅を広げて、トラスロッドの通り道とフィンガーボードに接着する補強部材の場所を確保しています。1つのブロックでつくるFG-200Jでやったような構造は、中心をトラスロッドが通るため、自ずと2つに分離されます。
この補強部材のサイズを決めます。
実は、この部材に限らず、ネックとボディが接続される周辺(部品)寸法は、
①ネックの仕込み角度
②ネックに埋め込むトラスロッドの深さ
③トップの平面性
④fallawayをどうする?
がすべて絡んでいるので、現物で制限がある今、また全体の調整をどう進めていくかが初めてなので、試行錯誤しながら進めています。fallawayとは、ネックジョイント部から20フレットに向かって徐々に辺り指板を低くすることです。元起きになっても、弦の振動が最終フレットに触れるのを防ぎます。
次回は、仕込み角の検討から始めます。
オリジナルギター1-5 ネック順ぞり対策 [original guitar1]
混沌とした期間(2017/11~2019/9)を経て、オリジナルギター#1の完成に向けて作業を進めるわけですが、2018/10/18 からネックーボディの接続方法の検討を行っています。FG-200Jのリペアで得た経験をもとに
・ネック順ぞり対策
・ネック元起き対策
をどうするか考えています。
弦高の原因として、「元起き」の他に「ネックの反り(主に順ぞり)」という問題があります。弦の張力に負けて、ネックが曲がる現象です。
これには、従来より対策があり、補正するためのトラスロッドを組み込むことです。
トラスロッドの機能は、通常弦の張力により、引っ張られて順反り(弦とフィンガーボードの隙間が開く方向)になりますが、これに対抗する様に力をかけ、反りを補正することです。
曲がる頂点に、トラスロッドの一番曲がるところが来るようにします。通常6~8フレットあたりに設定します。
トラスロッドについて、分かりやすい説明です。
1Wayタイプ(シングルアクション) YAMAHA FG-130や200Jはこれでした。
1Wayタイプ(チャンネルロッド) 今使用しているタイプです。
2Way Hot-Rod 厚みで使用不可で、そこまでの機能はいらない。
特にこだわりはないので1Wayタイプ(チャンネルロッド)にしてます。
さらにネックを曲がらないように補強するためにカーボンファイバーロッド 630X9.5X3.2厚mmを半分に切ってトラスロッドの両脇に埋め込みます。アウトリガー構造(アウトリガーとは、転覆を防止するために、舟外に突き出して固定される浮きのこと)にします。カーボンファイバーロッドは、木の剛性アップです。

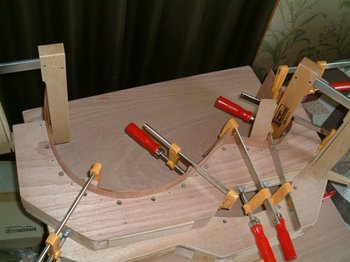
ネック構造を決めて外形加工をした後、カーボンロッドの溝を強引に埋め込んでいる途中です。簡単な治具を作ってドレメルルーターが平行に動くようにしています。斜めに加工したネックに平行に溝を切るには一苦労でした。

もう溝が切れていますね。溝を切っている時の写真は余裕がなくて撮れませんでした。
尚、トラスロッドはアルミ製ではありません。もう何年も前にどこで買ったかも分からないものを使っています。1Wayでおそらく鉄製です。上で紹介したものは2台目に使ったトラスロッドの購入先です。悪しからず。

一本ずつ接着しています。接着剤は、タイトボンドではなくエポキシ系接着剤を使用します。隙間や気泡ができないように接着剤を入れるためには、弦の切れ端や金属へらを使います。接着剤でタイトボンド以外の使用はここだけです。
カーボンロッドの溝は本来ならば、ネック加工の一番最初の工程です。幅は3.2mmなので、ドレメルルータービット 650が使えます。
ここで注意する点は、カーボンロッドの高さが9.5mmあるということです。長さは315mmあり、0フレットと1フレットの間辺りからネックの終わりまでの長さがあり、1フレットの厚さは中央で20mm、フィンガーボードが4.5mmとして中央でも5mmの余裕しかありません。中心から14mm幅方向にずれるともう2mm程度の余裕しかありません。ネックをあまり削りすぎないように! カーボンロッドの先が飛び出してしまいますよ。

最後にトラスロッドを組み込みます。接着剤は同じものを使用します。もうヘッドの化粧板を先に接着していますね。後で説明します。
・ネック順ぞり対策
・ネック元起き対策
をどうするか考えています。
弦高の原因として、「元起き」の他に「ネックの反り(主に順ぞり)」という問題があります。弦の張力に負けて、ネックが曲がる現象です。
これには、従来より対策があり、補正するためのトラスロッドを組み込むことです。
トラスロッドの機能は、通常弦の張力により、引っ張られて順反り(弦とフィンガーボードの隙間が開く方向)になりますが、これに対抗する様に力をかけ、反りを補正することです。
曲がる頂点に、トラスロッドの一番曲がるところが来るようにします。通常6~8フレットあたりに設定します。
トラスロッドについて、分かりやすい説明です。
1Wayタイプ(シングルアクション) YAMAHA FG-130や200Jはこれでした。
1Wayタイプ(チャンネルロッド) 今使用しているタイプです。
2Way Hot-Rod 厚みで使用不可で、そこまでの機能はいらない。
特にこだわりはないので1Wayタイプ(チャンネルロッド)にしてます。
さらにネックを曲がらないように補強するためにカーボンファイバーロッド 630X9.5X3.2厚mmを半分に切ってトラスロッドの両脇に埋め込みます。アウトリガー構造(アウトリガーとは、転覆を防止するために、舟外に突き出して固定される浮きのこと)にします。カーボンファイバーロッドは、木の剛性アップです。

ネック構造を決めて外形加工をした後、カーボンロッドの溝を強引に埋め込んでいる途中です。簡単な治具を作ってドレメルルーターが平行に動くようにしています。斜めに加工したネックに平行に溝を切るには一苦労でした。

もう溝が切れていますね。溝を切っている時の写真は余裕がなくて撮れませんでした。
尚、トラスロッドはアルミ製ではありません。もう何年も前にどこで買ったかも分からないものを使っています。1Wayでおそらく鉄製です。上で紹介したものは2台目に使ったトラスロッドの購入先です。悪しからず。

一本ずつ接着しています。接着剤は、タイトボンドではなくエポキシ系接着剤を使用します。隙間や気泡ができないように接着剤を入れるためには、弦の切れ端や金属へらを使います。接着剤でタイトボンド以外の使用はここだけです。
カーボンロッドの溝は本来ならば、ネック加工の一番最初の工程です。幅は3.2mmなので、ドレメルルータービット 650が使えます。
ここで注意する点は、カーボンロッドの高さが9.5mmあるということです。長さは315mmあり、0フレットと1フレットの間辺りからネックの終わりまでの長さがあり、1フレットの厚さは中央で20mm、フィンガーボードが4.5mmとして中央でも5mmの余裕しかありません。中心から14mm幅方向にずれるともう2mm程度の余裕しかありません。ネックをあまり削りすぎないように! カーボンロッドの先が飛び出してしまいますよ。

最後にトラスロッドを組み込みます。接着剤は同じものを使用します。もうヘッドの化粧板を先に接着していますね。後で説明します。
YAMAHA FG-200J 強制振動テスト [tests]
強制的にトップを振動させて、音に馴染ませる(何かが変化している)ことによって、鳴りが良くなることが知られています。
ネット情報ですが、某国内ギターメーカーは出荷前にクラシックを聴かせるそうです(これで本当によくなるかどうかはわかりません)。
で、確認してみました。
ロワーボウトの中心に伝振動スピーカーを付け、強制加振させて音の変化を確認しました。
鳴らした音の周波数帯域を測定すると、150~15KHzを中心に帯域が伸びています。音量は部屋にいると相当うるさいといった程度。
かなり古いものであり、トップ、バックとも合板であることからあまり期待していませんでしたが、400時間加振してみました。
結果は、
・100時間程度で高音(1,2,3弦)のサスティーン改善が見られた。
・300時間を超えたところで、全体のバランスがよくなったが、それなりのレベル。ハコ鳴り感はない。低音6弦3Fデッドポイントがかなり解消された。
・400時間で相対的に低音が出るようになったからか、高音の倍音があまり響かなくなった。
強制的に振動させることによって、粘性が減って振動が長続きするようになったということでしょうか? サスティーンは良くなります。でも、劇的によくなるというレベルではありません。デッドポイントが解消されたのは、よくわかりません。全体的に150~15KHzの音に対しては、馴染んだということでしょう。
tanδ(=粘性/弾性)が1~2時間で減少して落ち着くという報告もあります。10年くらいの長期的に変化するという現象とは違うと思いますが。
新しい木材に対してどうなるか、今後オリジナルギターでさらに確認していきます。
ネット情報ですが、某国内ギターメーカーは出荷前にクラシックを聴かせるそうです(これで本当によくなるかどうかはわかりません)。
で、確認してみました。
ロワーボウトの中心に伝振動スピーカーを付け、強制加振させて音の変化を確認しました。
鳴らした音の周波数帯域を測定すると、150~15KHzを中心に帯域が伸びています。音量は部屋にいると相当うるさいといった程度。
かなり古いものであり、トップ、バックとも合板であることからあまり期待していませんでしたが、400時間加振してみました。
結果は、
・100時間程度で高音(1,2,3弦)のサスティーン改善が見られた。
・300時間を超えたところで、全体のバランスがよくなったが、それなりのレベル。ハコ鳴り感はない。低音6弦3Fデッドポイントがかなり解消された。
・400時間で相対的に低音が出るようになったからか、高音の倍音があまり響かなくなった。
強制的に振動させることによって、粘性が減って振動が長続きするようになったということでしょうか? サスティーンは良くなります。でも、劇的によくなるというレベルではありません。デッドポイントが解消されたのは、よくわかりません。全体的に150~15KHzの音に対しては、馴染んだということでしょう。
tanδ(=粘性/弾性)が1~2時間で減少して落ち着くという報告もあります。10年くらいの長期的に変化するという現象とは違うと思いますが。
新しい木材に対してどうなるか、今後オリジナルギターでさらに確認していきます。
YAMAHA FG-200J 分解⇒リペア その2 [repair]
前回は、ネックの割れを修正すると同時に、ネックリセットを行っています。
これをやっているうちにダブテイル接続の欠点を痛感し、これが、ネックボルトオン化、ボルトオンーボルトオフ構造につながりました。
5.ネック接続構造の改造
FG-130のリペアや所有したギターの経験で、弦の張力(約70Kg)により、経年で弦高が高くなってしまいます。軽度の場合は、サドルを低くして対応します。それでは対応できない場合は、ネックリセットを行います。
従来のギターは、ほぼすべてダブテイル構造をしています。この構造は、FG-130リペアの時にも書いたように、致命的な欠点を持っています。
まず、単純なアリ継ぎ構造ではなく、ネックを差し込むほどで細くなっているので、その構造を手加工で行うのは大変難しい。また、どうしても隙間ができ、有名なM社でさえ、そこにシムを詰めたりして調整していて、それがネックの元起きの原因になっています。また、膠やタイトボンドを使って接着するので一度接着したら、元起きを治すためには、ネックリセットが必要で、そこに蒸気をあて剥がさなければなりません。これは工数と技術がいる作業です。
ダブテイル構造をどうしたかというと、ボルトオン構造にしました。これはエレキなどにフェンダーが採用した方法です。アコギではテイラーが採用しました。さらにこれが進化してボルトオンーオフ構造になっています。ゴアギター、ボジョア等も採用しています。(ボジョアギターのホームページには、その構造の写真がありません。bourgeois guitar neckのキーワードで検索してください。すぐに見つかるはずです。)

この写真は、YAMAHA FG-200J 改造後の写真です。ネックとボディの両方にかなり大胆な改造を加えています。元々ダブテイルだったものを、ボルトオンーオフ構造に改造しました。ネックが割れているのを直し、ネックリセットを行いリペアするのに、それを利用して、ボルトオンーオフ構造にしてしまったということです。
参考にしたのはテイラーの構造です。自分の作るものでネックの問題は起こしたくなかったので、この方法を練習してみました。

まず、ボディ側フィンガーボードが取り付ける部分を切り欠きます。

ボディ側に取り付ける部品とフィンガーボード下に接着する部品を作ります。この部分は、鬼目ナットM6x10を使います。ビスはM6x16です。鬼目ナットは、六角レンチで木に埋め込みナット構造を作る部品です。

ボディの中で、こんな風に結合されるわけです。

ボディにこの部品を取り付けます。

フィンガーボードにも取り付けます。順番が違います。鬼目ナットを仕込んだ後ですね。
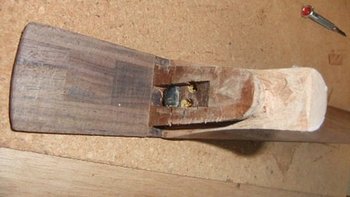
ネック側も準備します。ネックの割れ止めを行ったビスが見えます。その下はトラスロッドのエンドです。

ネックの窪み部分に埋め木して、ドリルΦ8.5で深さ20mm以上開け、タイトボンドを流し込み、鬼目ナットM6x16を2か所ねじ込みます。

ボディに穴を開けます。位置は現物合わせです。鉛筆の矢印は当たる部分で、削る方向を示しています。

ボディ側から見たビスで取り付け後の写真です。
1弦と6弦を張り、ネックの取り付け角度を見ています。左右とサドル高さ(これはネックリセット済み)を合わせます。
これで完成です。
このボルトオンーオフ構造は、一度取り付けが決まるとネジで固定できるので、弦の張力による経年変化がかなり抑えられます。かなりというのは、ダブテイル構造からボルトオンーオフ構造で構造的にはなくなるのですが、ヒールブロックが杉材でできているため弱く、素材の強度不足は残ります。
整理すると、
弦の張力による経年の弦高が高くなる原因は、元起きとネックの順ぞり(変形)にある。(ここでは触れませんが、トップの凸変形(ブリッジ根元の)もあります。)
元起きの原因は、ネック取り付け構造とヒール部材の変形で、ボルトオンーオフ構造により構造的なものはなくすことができる。
ここの部分は、今後のオリジナルギター製作の部分でも書きます。経年による弦高対応は、安定的な演奏状態を実現する最重要ポイントです。
6.フレット打ち直し
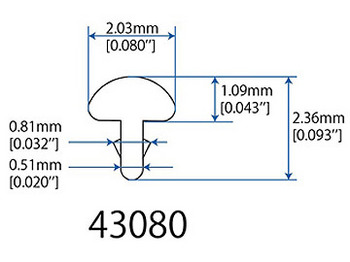
フレットは、フレット No.43080Eを使いました。Jescar EVO“Ni-Free” Goldです。通常のシルバー品よりやや硬いです。

まず、両端の足を切り、やすりで磨きます。金属と木の膨張率の違いにより、冬にフィンガーボードの両脇からフレットの足が出て引っかかるのを防ぎます。

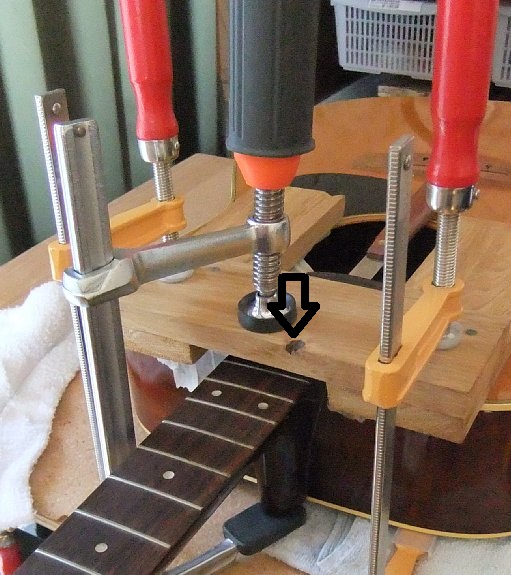
14フレットから20フレットまでを打ち込みます。リペアで若干緩いこともあり、タイトボンドを塗って打ち込みました。

1から13フレットを打ち込みます。プラスチックハンマーを使用しています。ネックレストを台にしています。このネックレストは今売っていないようです。別のものを購入して下さい。自分で作ることもできます。

フレットの端を斜めに揃えます。自作の斜めのレベラーを使います。市販品は、角度45°が多いと思いますが、フレット幅を稼げるように60°にしました。

マスキングテープをまずネック両脇の長手方向に貼ります。その後でフレット間をカバーします。こうすることで剥がすときに一気に剥がせます。
その後で、フレットレベラーでまずトップを平らにします。その後、フレットファイルで丸く形を整えます。ここはFG-130のリペアの時にも言いましたが、幅の広い物を使います。狭いものはフレット端とファイルが引っかかりうまく動きません。
その後に、曲尺を使い、前後のフレット3つの高さを見るために当ててみます。高いところは、カタカタと音がするので、マジックでチェックします。そこをもう一度フレットファイルで削って高さを揃えます。

フレットファイルで高さがそろったら、#400→#800→コンパウンドで磨き完成です。

完成!
7.ネック塗装

#120で細径化を仕上げているので、#400→#1000で表面を整える。

シェラックニスを下塗り後、パミスをアルコールで溶いて塗りこむがうまくいかないため、一度#1000で剥ぎ取り、もう一度、パミスを塗りこむが70%程度しか入り込まないので、ウェスで表面をふき取り次の段階に進む。
一日おきに、シェラックニスを塗る。これを6日間繰り返す。

この後も、うまく塗れない場所があり、#1000で剥がした後、一日おきに、シェラックニスを塗る。これを6日間繰り返す。この後、#1000で磨き、コンパウンドで磨き完成。
木管をパミスで埋めることに挑戦したが、完全には埋まらない。その後、何回かシェラック塗装を繰り返し何とか木管を埋めました。完成後、コンパウンドで磨いてから4日間ぐらいは、表面が手につく感じがある。その後、布にネックを押し付けているとその痕がつくので、シェラックニスはあきらめます。
8.ナット・サドル作成(最終調整)
最終調整は、まずナットから行います。

鉛筆を真ん中から割ったものを作り、1フレット、2フレットに合わせて、ナットに高さを書きます。

その線が残るくらいまで全体を削ります。
弦間隔を決めます。String Spacing Ruleは、間隔が徐々に狭くなるようにピッチが決められていて、合わせるだけで最適な間隔が決まる便利な工具です。

間隔を記したナットにまずは、先の細いやすりでマークを入れます。その後、各弦にあった太さのやすりで高さを整えます。ここに載せたナット溝切用ファイルセットはネット上で見当たりません。今は、板状のやすりで厚みを選ぶようになっているようです。

ナット高さの最終調整は、2フレットと3フレットの間を押さえて、1フレットに弦が触れる直前でやめます。String Lifterがあると、弦を張っていても横に持ち上げることができるので、便利です。その後、全体を紙やすりで整えます。
サドル製作に移ります。

厚みを出して、

幅を揃え、ブリッジからの高さ6mmのものをまず作ります。材料は、TUSQを使用しています。

高さ調整は、12フレットと弦の隙間を1弦で2mm、6弦で2.3mmにするように調整します。12フレット上の隙間を測り、目標との差の2倍をサドル底面から削ります。これで完成です。
例えば、3か月後に測ると1弦で2.3mm 6弦で2.7mmありました。これはネックの順ぞりの影響です。よって、1弦側を(2.3-2.0)x2=0.6mm 6弦側を(2.7-2.3)x2=0.8mm さらに削りました。
これをやっているうちにダブテイル接続の欠点を痛感し、これが、ネックボルトオン化、ボルトオンーボルトオフ構造につながりました。
5.ネック接続構造の改造
FG-130のリペアや所有したギターの経験で、弦の張力(約70Kg)により、経年で弦高が高くなってしまいます。軽度の場合は、サドルを低くして対応します。それでは対応できない場合は、ネックリセットを行います。
従来のギターは、ほぼすべてダブテイル構造をしています。この構造は、FG-130リペアの時にも書いたように、致命的な欠点を持っています。
まず、単純なアリ継ぎ構造ではなく、ネックを差し込むほどで細くなっているので、その構造を手加工で行うのは大変難しい。また、どうしても隙間ができ、有名なM社でさえ、そこにシムを詰めたりして調整していて、それがネックの元起きの原因になっています。また、膠やタイトボンドを使って接着するので一度接着したら、元起きを治すためには、ネックリセットが必要で、そこに蒸気をあて剥がさなければなりません。これは工数と技術がいる作業です。
ダブテイル構造をどうしたかというと、ボルトオン構造にしました。これはエレキなどにフェンダーが採用した方法です。アコギではテイラーが採用しました。さらにこれが進化してボルトオンーオフ構造になっています。ゴアギター、ボジョア等も採用しています。(ボジョアギターのホームページには、その構造の写真がありません。bourgeois guitar neckのキーワードで検索してください。すぐに見つかるはずです。)

この写真は、YAMAHA FG-200J 改造後の写真です。ネックとボディの両方にかなり大胆な改造を加えています。元々ダブテイルだったものを、ボルトオンーオフ構造に改造しました。ネックが割れているのを直し、ネックリセットを行いリペアするのに、それを利用して、ボルトオンーオフ構造にしてしまったということです。
参考にしたのはテイラーの構造です。自分の作るものでネックの問題は起こしたくなかったので、この方法を練習してみました。

まず、ボディ側フィンガーボードが取り付ける部分を切り欠きます。

ボディ側に取り付ける部品とフィンガーボード下に接着する部品を作ります。この部分は、鬼目ナットM6x10を使います。ビスはM6x16です。鬼目ナットは、六角レンチで木に埋め込みナット構造を作る部品です。

ボディの中で、こんな風に結合されるわけです。

ボディにこの部品を取り付けます。

フィンガーボードにも取り付けます。順番が違います。鬼目ナットを仕込んだ後ですね。

ネック側も準備します。ネックの割れ止めを行ったビスが見えます。その下はトラスロッドのエンドです。

ネックの窪み部分に埋め木して、ドリルΦ8.5で深さ20mm以上開け、タイトボンドを流し込み、鬼目ナットM6x16を2か所ねじ込みます。

ボディに穴を開けます。位置は現物合わせです。鉛筆の矢印は当たる部分で、削る方向を示しています。
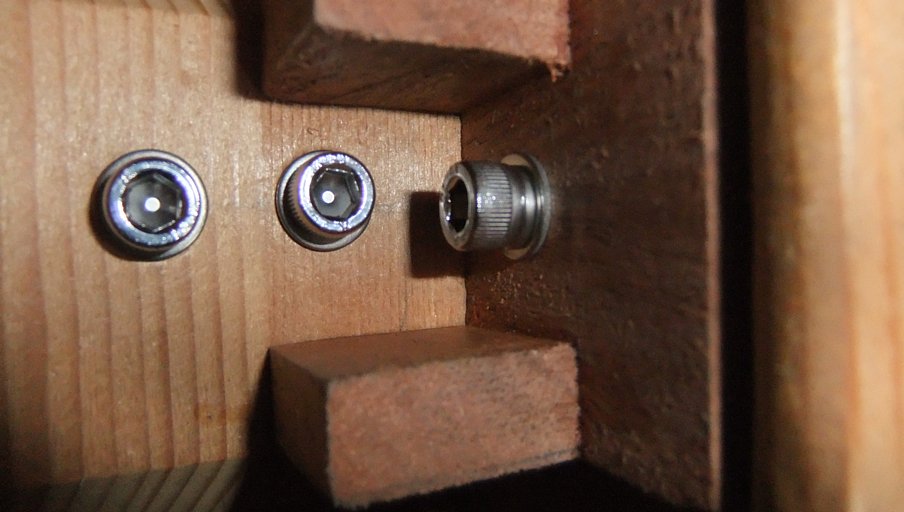
ボディ側から見たビスで取り付け後の写真です。

1弦と6弦を張り、ネックの取り付け角度を見ています。左右とサドル高さ(これはネックリセット済み)を合わせます。
これで完成です。
このボルトオンーオフ構造は、一度取り付けが決まるとネジで固定できるので、弦の張力による経年変化がかなり抑えられます。かなりというのは、ダブテイル構造からボルトオンーオフ構造で構造的にはなくなるのですが、ヒールブロックが杉材でできているため弱く、素材の強度不足は残ります。
整理すると、
弦の張力による経年の弦高が高くなる原因は、元起きとネックの順ぞり(変形)にある。(ここでは触れませんが、トップの凸変形(ブリッジ根元の)もあります。)
元起きの原因は、ネック取り付け構造とヒール部材の変形で、ボルトオンーオフ構造により構造的なものはなくすことができる。
ここの部分は、今後のオリジナルギター製作の部分でも書きます。経年による弦高対応は、安定的な演奏状態を実現する最重要ポイントです。
6.フレット打ち直し
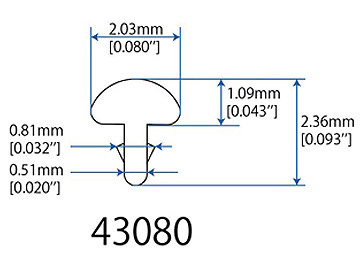
フレットは、フレット No.43080Eを使いました。Jescar EVO“Ni-Free” Goldです。通常のシルバー品よりやや硬いです。

まず、両端の足を切り、やすりで磨きます。金属と木の膨張率の違いにより、冬にフィンガーボードの両脇からフレットの足が出て引っかかるのを防ぎます。

14フレットから20フレットまでを打ち込みます。リペアで若干緩いこともあり、タイトボンドを塗って打ち込みました。

1から13フレットを打ち込みます。プラスチックハンマーを使用しています。ネックレストを台にしています。このネックレストは今売っていないようです。別のものを購入して下さい。自分で作ることもできます。

フレットの端を斜めに揃えます。自作の斜めのレベラーを使います。市販品は、角度45°が多いと思いますが、フレット幅を稼げるように60°にしました。

マスキングテープをまずネック両脇の長手方向に貼ります。その後でフレット間をカバーします。こうすることで剥がすときに一気に剥がせます。
その後で、フレットレベラーでまずトップを平らにします。その後、フレットファイルで丸く形を整えます。ここはFG-130のリペアの時にも言いましたが、幅の広い物を使います。狭いものはフレット端とファイルが引っかかりうまく動きません。
その後に、曲尺を使い、前後のフレット3つの高さを見るために当ててみます。高いところは、カタカタと音がするので、マジックでチェックします。そこをもう一度フレットファイルで削って高さを揃えます。

フレットファイルで高さがそろったら、#400→#800→コンパウンドで磨き完成です。


完成!
7.ネック塗装

#120で細径化を仕上げているので、#400→#1000で表面を整える。

シェラックニスを下塗り後、パミスをアルコールで溶いて塗りこむがうまくいかないため、一度#1000で剥ぎ取り、もう一度、パミスを塗りこむが70%程度しか入り込まないので、ウェスで表面をふき取り次の段階に進む。
一日おきに、シェラックニスを塗る。これを6日間繰り返す。

この後も、うまく塗れない場所があり、#1000で剥がした後、一日おきに、シェラックニスを塗る。これを6日間繰り返す。この後、#1000で磨き、コンパウンドで磨き完成。
木管をパミスで埋めることに挑戦したが、完全には埋まらない。その後、何回かシェラック塗装を繰り返し何とか木管を埋めました。完成後、コンパウンドで磨いてから4日間ぐらいは、表面が手につく感じがある。その後、布にネックを押し付けているとその痕がつくので、シェラックニスはあきらめます。
8.ナット・サドル作成(最終調整)
最終調整は、まずナットから行います。

鉛筆を真ん中から割ったものを作り、1フレット、2フレットに合わせて、ナットに高さを書きます。

その線が残るくらいまで全体を削ります。
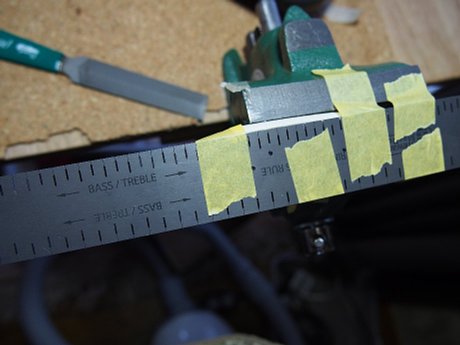
弦間隔を決めます。String Spacing Ruleは、間隔が徐々に狭くなるようにピッチが決められていて、合わせるだけで最適な間隔が決まる便利な工具です。

間隔を記したナットにまずは、先の細いやすりでマークを入れます。その後、各弦にあった太さのやすりで高さを整えます。ここに載せたナット溝切用ファイルセットはネット上で見当たりません。今は、板状のやすりで厚みを選ぶようになっているようです。

ナット高さの最終調整は、2フレットと3フレットの間を押さえて、1フレットに弦が触れる直前でやめます。String Lifterがあると、弦を張っていても横に持ち上げることができるので、便利です。その後、全体を紙やすりで整えます。
サドル製作に移ります。

厚みを出して、

幅を揃え、ブリッジからの高さ6mmのものをまず作ります。材料は、TUSQを使用しています。

高さ調整は、12フレットと弦の隙間を1弦で2mm、6弦で2.3mmにするように調整します。12フレット上の隙間を測り、目標との差の2倍をサドル底面から削ります。これで完成です。
例えば、3か月後に測ると1弦で2.3mm 6弦で2.7mmありました。これはネックの順ぞりの影響です。よって、1弦側を(2.3-2.0)x2=0.6mm 6弦側を(2.7-2.3)x2=0.8mm さらに削りました。
YAMAHA FG-200J 分解⇒リペア ネック外し治具 [repair]
ネック外しの方法と治具をもう少し詳しく補足します。

まず、ボディ側に入った1番目の15フレットを外します。この下に通常は、ネックとヒール
ブロックの隙間が5mm位開いており、ここに、Neck Joint Steamerのノズルを入れ、ここに蒸気を入れて、膠やタイトボンドで接着されている面を柔らかくして抜くわけです。これはホースにノズルがついただけのものです。この先に蒸気が出るもの(例えばこんなもの)をつなげます。ホースと Steamerの口の大きさは自分で調整が必要です。
この写真では、15フレットより少し前に隙間があったため、少しボディ側が削れてしまっています。本文でも説明しましたが、ネックが割れていたので、半分残っています。

ここに写真のようなネックを上に持ち上げるような力のかかる治具を組み立て、この穴にノズルを入れて蒸気を入れ込むわけです。
5分くらいやると抜けるようになります。

まず、ボディ側に入った1番目の15フレットを外します。この下に通常は、ネックとヒール
ブロックの隙間が5mm位開いており、ここに、Neck Joint Steamerのノズルを入れ、ここに蒸気を入れて、膠やタイトボンドで接着されている面を柔らかくして抜くわけです。これはホースにノズルがついただけのものです。この先に蒸気が出るもの(例えばこんなもの)をつなげます。ホースと Steamerの口の大きさは自分で調整が必要です。
この写真では、15フレットより少し前に隙間があったため、少しボディ側が削れてしまっています。本文でも説明しましたが、ネックが割れていたので、半分残っています。
ここに写真のようなネックを上に持ち上げるような力のかかる治具を組み立て、この穴にノズルを入れて蒸気を入れ込むわけです。
5分くらいやると抜けるようになります。
YAMAHA FG-200J 分解⇒リペア その1 [repair]
 さらに内部構造や木材加工技術を上げるため、YAMAHA FG-200Jのリペアを行いました。リペア後、ネック以外は塗装はしていません。あまりいい音ではなかったので、今は組み立てれば弾けますが、ネックとボディをばらしています。購入はギター製作を中断する2008.10以前で、おそらく2,000円位。購入した時点でネックにヒビが入っていて、元起きが発生している(弦高は12F 6弦で3.9㎜ 1弦で3.6㎜)。
さらに内部構造や木材加工技術を上げるため、YAMAHA FG-200Jのリペアを行いました。リペア後、ネック以外は塗装はしていません。あまりいい音ではなかったので、今は組み立てれば弾けますが、ネックとボディをばらしています。購入はギター製作を中断する2008.10以前で、おそらく2,000円位。購入した時点でネックにヒビが入っていて、元起きが発生している(弦高は12F 6弦で3.9㎜ 1弦で3.6㎜)。初期のヤマハのギターのネックブロックは杉材のようなもの(マホガニーではない)が使われており、柔らかすぎます。これも元起きの原因の一つでしょう。分解リペア期間は、2018.8-2019.8。1台目の組立を再開しましたが、また壁にぶつかって、様々な疑問点をこれを使って確認しています。
この時は、
・リペアによる木工技術のアップ
・ネックとボディの接続方法
を最重要課題として考えていました。
その後、
トップを削ったり、ブレースを剥がしてボイシングを行おうとしましたが、合板トップであり、成果が期待できないと思い、これは中止。
強制振動テスト実験でどの程度の効果があるかを確認しました。
1.ネック外しと割れ修正

購入当時(2008年)、ネック外しを行ったが、接着剤が軟化しなかったため、一度諦めてます。おそらく、アイロンによる温め方が足らなかったのでしょう。

今回(2018年)はじっくり温めたので、なんとか剥がれましたが、蒸気を入れ外す治具で外そうとすると、割れている部分が中に残ってしまいました。これを外すのにえらい苦労しました。完全に割れています。

割れていたところに、斜めに2本ビスを入れ、タイトボンドで接着しました。これでネックリセットが行えます。

15フレットに開けた蒸気を入れた穴をふさぎます。
2.ネック細径化
FG-130の時にも書きましたが、この時期(1970代前半)のヤマハのネックは太い(=厚い)です。これをShenandoah M00045のネック形状に合わせようと、まず1,5,10フレットの断面のテンプレートを作りました。

ネックを厚さ1フレット23.0→21.0mm、5フレット24.5→21.5mm、10フレット26.2→23.0mmに合わせて削っていくわけですが、まず、ネック中央の厚みを出し、目標になったら、中央に線を引きます。ネックを山に例えると尾根になるわけです。この中央線はネック完成まですべての基準になり、消えません。

削るツールは写真にも写っていますが、シントー のこヤスリ L E2101 が便利です。通常のヤスリの10倍以上速く整形できます。ギター木工のため買ったうちのベスト3に入る良い工具です。ネック用カンナもありますが、断然これが速いです。ただ、鋸カスが沢山出ますので、こまめに掃除機で掃除をしてください。マスクを忘れずに。
この場合、ネック幅は決まっているわけですから、あとは形状を出していきます。まず中心から両脇45°の部分を削っていきます。次に22.5°、67.5°と前の角度との中心を削っていきます。テンプレートをあてて確認しながら。
ネックの端に近い部分がどうしても残りますので、幅方向を削りすぎないように慎重に行います。

こうなれば完成です。
3.フレット抜きとフィンガーボードR化

古くなったフレット交換とフレット打ち(後で出てきます)の練習を兼ねて行いました。フレットを抜くわけですが、まずフレットボード全体にレモンオイルを塗ります。古くなって脆くなったフレットボードを湿らせて欠けにくくするわけです。次に、アイロンでフレットを温めて膨張させてボードとの隙間を作って、抜けやすくします。フレットを抜くには、ツノダエンドニッパーEN-115を使います。引き抜くときにフレット磨きプレートを使うと、フィンガーボードの溝端が欠けにくくなります。

やっと抜けました。もう40年以上たっている木材は脆いので欠けに注意しましょう。

ついでにフィンガーボードを弾きやすくするために、10インチのRを付けました。また、ポジションマークがプラスチックでできていたためアイロンの熱で溶けてしまったため、白蝶貝に入れ替えました。
4.ネックリセット

ネックのサドル高さを決めます。今、フレットボード面から延長するとサドル上で1mmの高さがあります。フレット分1mm、12フレットで2mmの弦高とするとサドル上ではその2倍の4mm必要になります。よって5mm高くし、6mmにする必要があります。

サドルを現状より5mm上げたいとすると、ヒール部分の厚みはおおよそ100mm、ボディ端(=フレットボード14F)からサドルまでは300mmですから、三角形の相似の関係でヒールをその1/3≒1.67mm削ればよいことになります(サドル高は6mm)。

これでボディにネックをセットするとヒール部分で隙間が空いて、ガタツキがあります。

これを補正するために、Sim(ローズウッドで作りました)を作り、削りながらネックとボディの隙間(ガタツキ)がなくなるようにします。
この作業は空しい感じがします。ダブテイル接続という形でネックとボディを接続すると常にこの作業が発生します。よって、この接続方法はやらないようにしようと考え始めました。
ネックが割れているのを修正すると同時に、ネックリセットを行い、さらにこれをネックボルトオン化、ボルトオンーボルトオフ構造へと進化させます。
それは次回で。
オリジナルギター1-4 [original guitar1]
オリジナルギター#1の製作を再開してから、2017/11~2019/9 は混沌とした期間でした。
いろいろメモを見返してみても、まとまって書けるようなネタはありませんでした。
一言でいうと、足りなかった知識や木工技術を補うような地道なことをやっています。
中断前に
・ブレース付きトップ
・ブレース付きバック
・ボディ(サイドに補強+ライニング)
・ネック(粗削り)
・フィンガーボード(フィレット間隔ミスアリ)
まで作っています。
第1期間(2007/2/13-2008/5/18)では、興味と勢いで、ただ木工を楽しむという事だけで、自分の技術レベルを顧みず、進めてきたのですが、行き詰まりを感じて、中断してしまったのでしょう。
工具がいろいろと出てきますが、必要な時に紹介するという形でいきます。工具についてまとめて書こうと思っていましたが、それだけではイメージがわかないので、オリジナルギター#1の製作が終わったところで、まとめて載せようと思います。
さて、
やったことは、
1.YAMAHA FG-200J のリペアを通じて木工技術を上げたり、分からなかった構造を調べたり、しています。 特に、ネック接続構造はいろいろと勉強しました。
2.その裏で、どういう仕組みでギターの音が出ているか、それをどうコントロールするか(ボイシング)という技術を習得しようと、紹介した本を購入して読んでいます。
2018/4 Ervin Somogyi の本を購入 1年くらいかけて読みました。
2019/12 Mark Blanchard さんのPDF購入
2020/1 Gore&Gilet の本を購入 1年くらいかけて読みました。
ということで、
次回以降は、YAMAHA FG-200J リペア と ギターの理論 について書きます。
いろいろメモを見返してみても、まとまって書けるようなネタはありませんでした。
一言でいうと、足りなかった知識や木工技術を補うような地道なことをやっています。
中断前に
・ブレース付きトップ
・ブレース付きバック
・ボディ(サイドに補強+ライニング)
・ネック(粗削り)
・フィンガーボード(フィレット間隔ミスアリ)
まで作っています。
第1期間(2007/2/13-2008/5/18)では、興味と勢いで、ただ木工を楽しむという事だけで、自分の技術レベルを顧みず、進めてきたのですが、行き詰まりを感じて、中断してしまったのでしょう。
工具がいろいろと出てきますが、必要な時に紹介するという形でいきます。工具についてまとめて書こうと思っていましたが、それだけではイメージがわかないので、オリジナルギター#1の製作が終わったところで、まとめて載せようと思います。
さて、
やったことは、
1.YAMAHA FG-200J のリペアを通じて木工技術を上げたり、分からなかった構造を調べたり、しています。 特に、ネック接続構造はいろいろと勉強しました。
2.その裏で、どういう仕組みでギターの音が出ているか、それをどうコントロールするか(ボイシング)という技術を習得しようと、紹介した本を購入して読んでいます。
2018/4 Ervin Somogyi の本を購入 1年くらいかけて読みました。
2019/12 Mark Blanchard さんのPDF購入
2020/1 Gore&Gilet の本を購入 1年くらいかけて読みました。
ということで、
次回以降は、YAMAHA FG-200J リペア と ギターの理論 について書きます。
オリジナルギター1-3 [original guitar1]
第1期間 2007/2/13から2008/5/18にやったことを、ざーっと、書いていきます。
木材の購入をして、
トップ材の購入
バック&サイド材の購入
その他の木材の購入
環境の準備
も行い、
ある程度の工具類も揃えて、製作にはいります。
工具など部品も含めて、購入時の注意を載せておきます。
1.必要に迫られてから購入することです。頭の中で考えただけでは、使わない余計なものも購入することなります。かく言う私もいらないものをたくさんかってしまいました。
例えば、カンナは良く加工するときに出てきますが、私はブレースを削る時の小型の物以外は、使いません。これは、その人が持っている技術力と好き好きです。
電動工具は、回転するものによる事故が一番怖いです。今、私は電動ドリル、電動サンダー、ドレメル小型ルーターの3つしか使いません。それでも手で止められない刃のついた回転体が体の近で動くのは怖いです。防護のための眼鏡は必需品です。
2.中華製(made in China)は安いが品質もそれなり。これも数々の失敗をしました。Amazon等で売っている中華製はおどろくほど安いのですが、品質もそれなりです。工具は良いものは大変高いので、ついつい中華製をたよってしまうのですが、がっかりする物が多いです。部品もよく吟味して買いましょう。
接着にはすべてタイトボンドを使用します。115ml で1台分は十分です。むしろ、何年も使えないのでなるべく小さいモノを買いましょう。
1.トップブックマッチ
完成時に表になるきれいな面(木目が隣り合わせであった面)を決定し、面を合わせて、重ねます。
2枚一緒に接着面を同時にやすります。
ベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)に紙やすり#60を貼ったものを使います。

紙やすりは、100円/枚以下なので気軽に買えます。番手が同じならば同じだと思って買ってしまいがちですが、金属布ベース(黒)、木工紙ベース(茶色)、木工用空研ぎ(うす灰色)、木工水研ぎ(濃い灰色)等いろいろと違います。数字が小さい程粗く、大きい程細かいのは同じです。私が使うのは
空研ぎ #60 #120 #240 #400 #600
水研ぎ #800 #1000 #2000
(写真の左が空研ぎ用、右が水研ぎ用です。目詰まりしにくいです。)
ベニヤ板に紙やすりを貼り付けるのに、両面テープを使いますが、まずは板にマスキングテープを貼ってから、その上に両面テープを貼り、紙やすりを貼ります。こうしておかないと、紙やすりが消耗してきて貼りかえる時にベニヤ板から両面テープが剝がれずに苦労します。
多少斜めになっても貼り合わせ面になるので、問題ありません。ぴったりかどうか確認するには、裏から光にあてることです。ちょっとでも光が漏れたらまだ隙間があるということです。もう一度やすります。
これを何回か繰り返し、光が漏れなくなったら、OKです。ブックマッチする面が整いました。ここは、隙間ができていると後で剥がれの原因になるので、妥協せずに行います。
ブックマッチします。
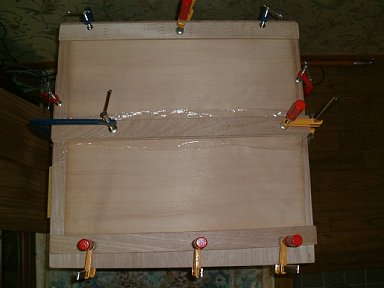
ブックマッチする接着面にタイトボンドを塗り、貼り合わせます。トップが台と接着しないように、ラップまたはパラフィン紙を挟みます。
ベニヤ板(600x45mm)をFクランプで固定します。そこに貼り合わせた2枚の板を押し当て、反対方向からもう一枚のベニヤ板で押し付けて、F型クランプで固定します。中央にラップまたはパラフィン紙を挟み、上からもう一枚ベニヤ板で押さえつけ、CクランプやFクランプで固定します。真ん中が浮かないように確認してください。
この状態で、一昼夜おきます。
2.ロゼッタとサウンドホール開け

1台目なのでちょっとやってみたかった貝を使いました。音には全く関係ありませんので割愛します。
ただ、サウンドホールは今後とも開けなければならないので、工具の紹介をします。
Soundhole and Rosette Routing Jig これはドレメルルータ用工具で、とても便利です。
3.ギターの外形カット
バンドソーを持っていれば使うのでしょうが、ないのでのこぎりで直線的に切っていきます。1.5cm位外側を切っていきます。レザーソー 180mm 薄刃を使っています。この工具は、最も使用頻度の高い工具の1つです。
4.トップブレーシング
ブロックを買って自分で切ることもできます。1台目はそうしましたが、面倒です。ブレーシング材はブロックで売っていますが、カットしてもらいましょう。
ブレーシングの厚みは、8mmでgrellierの図面を参考にして、スキャロップの形を決めたと思います。何の参考にもなりません。
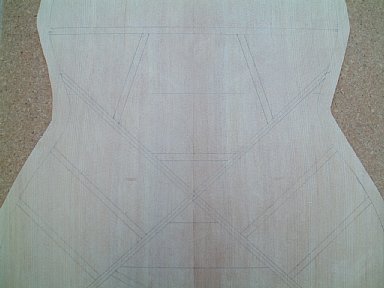
ブレースをトップに接着してから形を整えるのはノミで削る量が増えて大変だと思い、接着前に外形を決め、削りました。
外形カットしたトップにブレース位置を0.5mmシャーペンで直接書きます。

そこにブレースを仮置きします。そして、カムクランプとFクランプで止めます。カムクランプの深さは215mm(8-1/2")あり、ブレース接着には必需品です。
接着前に仮クランプして、最後までできるか(下のワークベンチに引っ掛かり止められないことがあります)確認しましょう。
一度にすべてのブレースができればいいのですが、2回に分けないと難しいです。
ブレースを接着するには、ゴーバーデッキを使うやり方があります。特に、トップやバックにラディウスディッシュでRをつける場合には有効なやり方ですが、必要以上にスペースを取りそうなのでクランプで済ませています。
5.バックブックマッチ
バックもブックマッチも基本的にトップと同じです。隙間ができていると後で剥がれの原因になるので、妥協せずに行います。
6.バックの外形カット
特に特別なことはありません。バックセンターも入れていますが、これも音とは関係ありません。
7.バックブレーシング

ブレースにRを付けています。バックだけはRを付けようとしています。これは最終的にはうまくいかず、バックは平らになっています。
8.サイドベンディング

サイドの厚みは2.0mmです。サイドベンドは、サイド材を水で湿らせた後、ベンディングアイロン
にサイドを押しつけ曲げていきます。まず、長方形に木材を切りだします。
ボイシングのことなどあまり考えていませんでしたが、低音を出そうとして、ボディを厚くしようと考えていました。で、仕上がりのヒール部分は100mm テイル部分を110mmにするために、幅は120mmにしました。
曲げる3頂点(アッパーボウトの頂点、ウエストのもっともくびれている点、ロワーボウトの頂点)に印をつけます。
まず、水に5分程度つけます。モールドを用意しておいて、曲げながらこれに合わせていきます。
ウエストから曲げていきます。次にアッパーボウト、ロワーボウトの順に曲げます。ベンディングアイロンの温度かなり熱くします。最高から少し下げたところにします。マホガニーは脆いので注意が必要です。ローズウッドの方が腰があります。3つの頂点を大まかに曲げたら、モールドに合わせながら、微調していきます。少しコツが必要です。初めての時は薄いベニヤ板で練習してから、本物で行うようにしましょう。私もそうしました。
9.ヒールブロック、テイルブロックの接着


ヒールブロック(ネックをつなぐブロック)とテールブロックを作ります。
ヒールブロックは、ネックとダブテイル接続するように溝を切りました。手で加工するにはこの接続は難しすぎます。最終的にはこの接続は使いませんでした。後で詳しく述べます。
サイドの下書き(曲げ頂点、全長とその幅寸法を書く)をしっかりとする必要があります。1台目は、全長寸法の認識があまかったので、ヒールとテールの両方で長さ不足で隙間が空いてしまいました。
10.サイドの完成
サイドの補強は、単板のサイドは木目方向に裂ける恐れがあるためサイド全長で10本ほど取り付けます。バックの端切れを10mm幅に切って使用します。
ライニングは出来上がり品が販売されているのでそれを使います。ダブルクリップ25mmで挟んでを取り付けたら、サイドの完成です。

サイドには2つの考え方があります。
①重さも含めてとにかく軽くして、サイド全体も振動するようにし、明るい軽い音を出す。
②サイドをなるべく重くし、剛性(ダブルサイド等)を高めてサイドの振動を抑え、重厚な音を出す。
1台目はマホガニーを使用していますが、低音を出したかったために厚くしたので目標が定まっていなかったと思います。
11.ネックの粗削り
くの字型の材料とヒール材の2つに分かれています。加工がかなり難しいので、接着する前にだいたいの形に整えてから、接着します。

この写真は、ある程度作った後のものです。
ツールとしては、写真にも写っていますが、シントー のこヤスリ L E2101 が便利です。通常のヤスリの10倍以上速く整形できます。ギター木工のため買ったうちのベスト3に入るの工具です。ネック用カンナもありますが、断然これが速いです。ただ、鋸カスが沢山出ますのでこまめに掃除機で掃除をしてください。マスクを忘れずに。
Shenandoah M00045のネック形状に合わせようと、まず1,5,10フレットの断面のテンプレートを作りました。
12.フィンガーボードフレット溝切
フレットボードは、紆余曲折ありました。まず、ローズウッドで溝切をしました。
溝切は、レーザーソーとメジャーとFクランプで行おうとしましたが、失敗しました。間隔を制御するのが無理でした。第2期に行ったフィンガーボードのリペアで詳しく述べます。
・ブレース付きトップ
・ブレース付きバック
・ボディ(サイドに補強+ライニング)
・ネック(粗削り)
・フィンガーボード(フィレット間隔ミスアリ)
まで作って中断しました。
木材の購入をして、
トップ材の購入
バック&サイド材の購入
その他の木材の購入
環境の準備
も行い、
ある程度の工具類も揃えて、製作にはいります。
工具など部品も含めて、購入時の注意を載せておきます。
1.必要に迫られてから購入することです。頭の中で考えただけでは、使わない余計なものも購入することなります。かく言う私もいらないものをたくさんかってしまいました。
例えば、カンナは良く加工するときに出てきますが、私はブレースを削る時の小型の物以外は、使いません。これは、その人が持っている技術力と好き好きです。
電動工具は、回転するものによる事故が一番怖いです。今、私は電動ドリル、電動サンダー、ドレメル小型ルーターの3つしか使いません。それでも手で止められない刃のついた回転体が体の近で動くのは怖いです。防護のための眼鏡は必需品です。
2.中華製(made in China)は安いが品質もそれなり。これも数々の失敗をしました。Amazon等で売っている中華製はおどろくほど安いのですが、品質もそれなりです。工具は良いものは大変高いので、ついつい中華製をたよってしまうのですが、がっかりする物が多いです。部品もよく吟味して買いましょう。
接着にはすべてタイトボンドを使用します。115ml で1台分は十分です。むしろ、何年も使えないのでなるべく小さいモノを買いましょう。
1.トップブックマッチ
完成時に表になるきれいな面(木目が隣り合わせであった面)を決定し、面を合わせて、重ねます。
2枚一緒に接着面を同時にやすります。
ベニヤ板(ボディのモールドを作った時に残った端材 600 x 45mm)に紙やすり#60を貼ったものを使います。

紙やすりは、100円/枚以下なので気軽に買えます。番手が同じならば同じだと思って買ってしまいがちですが、金属布ベース(黒)、木工紙ベース(茶色)、木工用空研ぎ(うす灰色)、木工水研ぎ(濃い灰色)等いろいろと違います。数字が小さい程粗く、大きい程細かいのは同じです。私が使うのは
空研ぎ #60 #120 #240 #400 #600
水研ぎ #800 #1000 #2000
(写真の左が空研ぎ用、右が水研ぎ用です。目詰まりしにくいです。)
ベニヤ板に紙やすりを貼り付けるのに、両面テープを使いますが、まずは板にマスキングテープを貼ってから、その上に両面テープを貼り、紙やすりを貼ります。こうしておかないと、紙やすりが消耗してきて貼りかえる時にベニヤ板から両面テープが剝がれずに苦労します。
多少斜めになっても貼り合わせ面になるので、問題ありません。ぴったりかどうか確認するには、裏から光にあてることです。ちょっとでも光が漏れたらまだ隙間があるということです。もう一度やすります。
これを何回か繰り返し、光が漏れなくなったら、OKです。ブックマッチする面が整いました。ここは、隙間ができていると後で剥がれの原因になるので、妥協せずに行います。
ブックマッチします。
ブックマッチする接着面にタイトボンドを塗り、貼り合わせます。トップが台と接着しないように、ラップまたはパラフィン紙を挟みます。
ベニヤ板(600x45mm)をFクランプで固定します。そこに貼り合わせた2枚の板を押し当て、反対方向からもう一枚のベニヤ板で押し付けて、F型クランプで固定します。中央にラップまたはパラフィン紙を挟み、上からもう一枚ベニヤ板で押さえつけ、CクランプやFクランプで固定します。真ん中が浮かないように確認してください。
この状態で、一昼夜おきます。
2.ロゼッタとサウンドホール開け

1台目なのでちょっとやってみたかった貝を使いました。音には全く関係ありませんので割愛します。
ただ、サウンドホールは今後とも開けなければならないので、工具の紹介をします。
Soundhole and Rosette Routing Jig これはドレメルルータ用工具で、とても便利です。
3.ギターの外形カット
バンドソーを持っていれば使うのでしょうが、ないのでのこぎりで直線的に切っていきます。1.5cm位外側を切っていきます。レザーソー 180mm 薄刃を使っています。この工具は、最も使用頻度の高い工具の1つです。
4.トップブレーシング
ブロックを買って自分で切ることもできます。1台目はそうしましたが、面倒です。ブレーシング材はブロックで売っていますが、カットしてもらいましょう。
ブレーシングの厚みは、8mmでgrellierの図面を参考にして、スキャロップの形を決めたと思います。何の参考にもなりません。
ブレースをトップに接着してから形を整えるのはノミで削る量が増えて大変だと思い、接着前に外形を決め、削りました。
外形カットしたトップにブレース位置を0.5mmシャーペンで直接書きます。

そこにブレースを仮置きします。そして、カムクランプとFクランプで止めます。カムクランプの深さは215mm(8-1/2")あり、ブレース接着には必需品です。
接着前に仮クランプして、最後までできるか(下のワークベンチに引っ掛かり止められないことがあります)確認しましょう。
一度にすべてのブレースができればいいのですが、2回に分けないと難しいです。
ブレースを接着するには、ゴーバーデッキを使うやり方があります。特に、トップやバックにラディウスディッシュでRをつける場合には有効なやり方ですが、必要以上にスペースを取りそうなのでクランプで済ませています。
5.バックブックマッチ
バックもブックマッチも基本的にトップと同じです。隙間ができていると後で剥がれの原因になるので、妥協せずに行います。
6.バックの外形カット
特に特別なことはありません。バックセンターも入れていますが、これも音とは関係ありません。
7.バックブレーシング

ブレースにRを付けています。バックだけはRを付けようとしています。これは最終的にはうまくいかず、バックは平らになっています。
8.サイドベンディング

サイドの厚みは2.0mmです。サイドベンドは、サイド材を水で湿らせた後、ベンディングアイロン
にサイドを押しつけ曲げていきます。まず、長方形に木材を切りだします。
ボイシングのことなどあまり考えていませんでしたが、低音を出そうとして、ボディを厚くしようと考えていました。で、仕上がりのヒール部分は100mm テイル部分を110mmにするために、幅は120mmにしました。
曲げる3頂点(アッパーボウトの頂点、ウエストのもっともくびれている点、ロワーボウトの頂点)に印をつけます。
まず、水に5分程度つけます。モールドを用意しておいて、曲げながらこれに合わせていきます。
ウエストから曲げていきます。次にアッパーボウト、ロワーボウトの順に曲げます。ベンディングアイロンの温度かなり熱くします。最高から少し下げたところにします。マホガニーは脆いので注意が必要です。ローズウッドの方が腰があります。3つの頂点を大まかに曲げたら、モールドに合わせながら、微調していきます。少しコツが必要です。初めての時は薄いベニヤ板で練習してから、本物で行うようにしましょう。私もそうしました。
9.ヒールブロック、テイルブロックの接着


ヒールブロック(ネックをつなぐブロック)とテールブロックを作ります。
ヒールブロックは、ネックとダブテイル接続するように溝を切りました。手で加工するにはこの接続は難しすぎます。最終的にはこの接続は使いませんでした。後で詳しく述べます。
サイドの下書き(曲げ頂点、全長とその幅寸法を書く)をしっかりとする必要があります。1台目は、全長寸法の認識があまかったので、ヒールとテールの両方で長さ不足で隙間が空いてしまいました。
10.サイドの完成
サイドの補強は、単板のサイドは木目方向に裂ける恐れがあるためサイド全長で10本ほど取り付けます。バックの端切れを10mm幅に切って使用します。
ライニングは出来上がり品が販売されているのでそれを使います。ダブルクリップ25mmで挟んでを取り付けたら、サイドの完成です。

サイドには2つの考え方があります。
①重さも含めてとにかく軽くして、サイド全体も振動するようにし、明るい軽い音を出す。
②サイドをなるべく重くし、剛性(ダブルサイド等)を高めてサイドの振動を抑え、重厚な音を出す。
1台目はマホガニーを使用していますが、低音を出したかったために厚くしたので目標が定まっていなかったと思います。
11.ネックの粗削り
くの字型の材料とヒール材の2つに分かれています。加工がかなり難しいので、接着する前にだいたいの形に整えてから、接着します。

この写真は、ある程度作った後のものです。
ツールとしては、写真にも写っていますが、シントー のこヤスリ L E2101 が便利です。通常のヤスリの10倍以上速く整形できます。ギター木工のため買ったうちのベスト3に入るの工具です。ネック用カンナもありますが、断然これが速いです。ただ、鋸カスが沢山出ますのでこまめに掃除機で掃除をしてください。マスクを忘れずに。
Shenandoah M00045のネック形状に合わせようと、まず1,5,10フレットの断面のテンプレートを作りました。
12.フィンガーボードフレット溝切
フレットボードは、紆余曲折ありました。まず、ローズウッドで溝切をしました。
溝切は、レーザーソーとメジャーとFクランプで行おうとしましたが、失敗しました。間隔を制御するのが無理でした。第2期に行ったフィンガーボードのリペアで詳しく述べます。
・ブレース付きトップ
・ブレース付きバック
・ボディ(サイドに補強+ライニング)
・ネック(粗削り)
・フィンガーボード(フィレット間隔ミスアリ)
まで作って中断しました。
オリジナルギター1-2 [original guitar1]
1台目の準備段階からギター組立の詳細を順を追って、整理して載せていこうと考えていましたが、無理そうだということが分かってきました。13年前のことでもありますし、手書きメモは残っているのですが、記憶自体がうろ覚えで、それを整理し直す根気がありません。ということで、1台目に関してはダイジェスト版にしていこうと思います。
2台目は、スケジュールも日記形式で残しましたし、こちらは細かく載せることができそうです。
1台目は、大きく分けて
第1期間 2007/2/13-2008/5/18
第2期間 2017/11/10-2020/9/8 に分けられます。
第1期間は、知識がなく、購入した図面通りに作ろうと始めたので、なぜそうしたのかわからないことが多く、説明に苦労します。ボイシングのことなど考えていなく、トップの厚みやブレーシングなど図面通りに作ることしか考えていませんでした。
LMIで購入した図面 を頼りに、ネットの力も借り、YAMAHA FG-130 のリペアをしながら、組み立てを行っているという状況でした。木工技術もほとんどなかったし、ネットでの記事を見よう見まねで、自分が作るのを楽しんでいるという状況でした。
それでも
トップブックマッチ ⇒ ロゼッタとサウンドホール開け ⇒ ギターの外形カット ⇒ トップブレーシング ⇒ バックブックマッチ ⇒ ⇒ バックの外形カット ⇒ バックブレーシング ⇒ サイドベンディング ⇒ ネックブロック、テイルブロックの接着 ⇒ サイドの完成 ⇒ ネックの粗削り ⇒ フィンガーボードフレット溝切
まで行い、中断しています。
中断した最後の日(2008/5/18)のメモを見てみると、「音のコントロールをどうしていくか」ということが書かれているので、ここでちゃんとそういう事を考えたのだと思います。さすがに何も考えないまま、トップとバックを接着し箱を作ってもどうしようもないと思ったのでしょう。
それから、仕事が忙しくなり、そのまま中断しました。
2台目は、スケジュールも日記形式で残しましたし、こちらは細かく載せることができそうです。
1台目は、大きく分けて
第1期間 2007/2/13-2008/5/18
第2期間 2017/11/10-2020/9/8 に分けられます。
第1期間は、知識がなく、購入した図面通りに作ろうと始めたので、なぜそうしたのかわからないことが多く、説明に苦労します。ボイシングのことなど考えていなく、トップの厚みやブレーシングなど図面通りに作ることしか考えていませんでした。
LMIで購入した図面 を頼りに、ネットの力も借り、YAMAHA FG-130 のリペアをしながら、組み立てを行っているという状況でした。木工技術もほとんどなかったし、ネットでの記事を見よう見まねで、自分が作るのを楽しんでいるという状況でした。
それでも
トップブックマッチ ⇒ ロゼッタとサウンドホール開け ⇒ ギターの外形カット ⇒ トップブレーシング ⇒ バックブックマッチ ⇒ ⇒ バックの外形カット ⇒ バックブレーシング ⇒ サイドベンディング ⇒ ネックブロック、テイルブロックの接着 ⇒ サイドの完成 ⇒ ネックの粗削り ⇒ フィンガーボードフレット溝切
まで行い、中断しています。
中断した最後の日(2008/5/18)のメモを見てみると、「音のコントロールをどうしていくか」ということが書かれているので、ここでちゃんとそういう事を考えたのだと思います。さすがに何も考えないまま、トップとバックを接着し箱を作ってもどうしようもないと思ったのでしょう。
それから、仕事が忙しくなり、そのまま中断しました。
作業環境と安全 [tools/jigs]
木材の話が続きましたので、木工技術について触れようと思います。まずは、作業環境を用意しましょう。
私は6畳プレーヤーで、その範囲内ですべてを行うようにしています。塗装は1台目は屋外でやりましたが、2台目は部屋の中でできました。
問題は埃です。
粉塵を吸い取り、常に空気を綺麗に保つ装置もありますが、高価です。
まずは掃除機です。
1.掃除機 [山善] 紙パック式 掃除機 クリーナー ZKC-300(W) 6,000円
粉塵を吸うのですぐ壊れても買い替えることができる紙パック式で安いものにしました。ややうるさいです。私の作業する部屋は、板の間(フローリング)です。木工は木を削り取ったり、ヤスったりするする作業ですから、粉塵がでますので、部屋中が細かな粉塵だらけになります。こまめに削りカスや粉を吸い取ることが重要です。交換用紙パックも忘れずに。エアコンが必須です。マスクもしましょう。100均の紙の濡れ雑巾も用意しましょう。2年間使用中。
人体保護をするものとして、
2.保護メガネ
眼鏡をかけている人はそれで良いと思います。電気ドリル、ドレメルルーター等回転する工具を使うときには必ずしましょう。曇り止め機能がついている物が良いです。
3.皮手袋 Vgo 3双入 羊革 作業皮手袋 L 1,790円
のこぎり、ノミなどを使いますから手袋は必須です。やらないと必ず後悔します。薄手の皮手袋が良いと思います。
4.スリッパ
部屋で作業することを想定して、足先保護のためです。
5.使い捨てマスク
防塵用です。2020.1に50枚200円で買ったのが懐かしいです。その後、10倍以上に値上がりしました。
6.使い捨てポリエチレン手袋 100円(100枚)
100均で買えます。塗装に使う水性ポリウレタン塗装液はアルカリ性なので、手が荒れます。素手ではやらないように。手術用のディスポーザブルなものもありますが、そこまでは必要ないと思います。気になる人はそちらも試して下さい。
まずは、ギターを作る前にケガと埃から自分の体を守りましょう。
私は6畳プレーヤーで、その範囲内ですべてを行うようにしています。塗装は1台目は屋外でやりましたが、2台目は部屋の中でできました。
問題は埃です。
粉塵を吸い取り、常に空気を綺麗に保つ装置もありますが、高価です。
まずは掃除機です。
1.掃除機 [山善] 紙パック式 掃除機 クリーナー ZKC-300(W) 6,000円
粉塵を吸うのですぐ壊れても買い替えることができる紙パック式で安いものにしました。ややうるさいです。私の作業する部屋は、板の間(フローリング)です。木工は木を削り取ったり、ヤスったりするする作業ですから、粉塵がでますので、部屋中が細かな粉塵だらけになります。こまめに削りカスや粉を吸い取ることが重要です。交換用紙パックも忘れずに。エアコンが必須です。マスクもしましょう。100均の紙の濡れ雑巾も用意しましょう。2年間使用中。
人体保護をするものとして、
2.保護メガネ
眼鏡をかけている人はそれで良いと思います。電気ドリル、ドレメルルーター等回転する工具を使うときには必ずしましょう。曇り止め機能がついている物が良いです。
3.皮手袋 Vgo 3双入 羊革 作業皮手袋 L 1,790円
のこぎり、ノミなどを使いますから手袋は必須です。やらないと必ず後悔します。薄手の皮手袋が良いと思います。
4.スリッパ
部屋で作業することを想定して、足先保護のためです。
5.使い捨てマスク
防塵用です。2020.1に50枚200円で買ったのが懐かしいです。その後、10倍以上に値上がりしました。
6.使い捨てポリエチレン手袋 100円(100枚)
100均で買えます。塗装に使う水性ポリウレタン塗装液はアルカリ性なので、手が荒れます。素手ではやらないように。手術用のディスポーザブルなものもありますが、そこまでは必要ないと思います。気になる人はそちらも試して下さい。
まずは、ギターを作る前にケガと埃から自分の体を守りましょう。
「遠達性」に関する話 [woods]
「遠達性」に関する話から、こんな論文にたどり着きました。
興味のある人は、読んでみてください。
ホールにおけるフルート演奏音の聴感印象
——楽器の個性としての遠鳴り・そば鳴りに関する検証——*
日本音響学会誌73 巻4 号(2017),pp. 212–220
https://www.jstage.jst.go.jp/article/jasj/73/4/73_212/_article/-char/ja/
・遠鳴りとそば鳴りと評される楽器では倍音構造が異なり、特に弱奏と強奏で特徴的な差がある。
・楽器特性とホールの音響特性との関係を含めた検討の蓄積が望まれる。
だそうです。
気になるのは、まずステージでの音を聞いて、次に客席での音を聞くような評価方法をとっていて、評価する人(ほとんどがフルート演奏者)はその近場(演奏するステージ)で聞いた音と遠いところ(客席)で聞いた音をを比較して判断する人と客席で聞いた音だけで判断する人がいるそうです。この判断の仕方で好みの楽器が分かれています。
この2つの楽器の1つしか周波数特性が示されていませんので、これ以上は判断できませんが、楽器自身の特性とコンサートホールの特性のもっと詳しい分析が必要と思います。
結局は、楽器の音の大きさ、共鳴周波数特性とコンサートホールの周波数特性が掛け合わされた結果ではないかと思います。
興味のある人は、読んでみてください。
ホールにおけるフルート演奏音の聴感印象
——楽器の個性としての遠鳴り・そば鳴りに関する検証——*
日本音響学会誌73 巻4 号(2017),pp. 212–220
https://www.jstage.jst.go.jp/article/jasj/73/4/73_212/_article/-char/ja/
・遠鳴りとそば鳴りと評される楽器では倍音構造が異なり、特に弱奏と強奏で特徴的な差がある。
・楽器特性とホールの音響特性との関係を含めた検討の蓄積が望まれる。
だそうです。
気になるのは、まずステージでの音を聞いて、次に客席での音を聞くような評価方法をとっていて、評価する人(ほとんどがフルート演奏者)はその近場(演奏するステージ)で聞いた音と遠いところ(客席)で聞いた音をを比較して判断する人と客席で聞いた音だけで判断する人がいるそうです。この判断の仕方で好みの楽器が分かれています。
この2つの楽器の1つしか周波数特性が示されていませんので、これ以上は判断できませんが、楽器自身の特性とコンサートホールの特性のもっと詳しい分析が必要と思います。
結局は、楽器の音の大きさ、共鳴周波数特性とコンサートホールの周波数特性が掛け合わされた結果ではないかと思います。
人工ウッド DOUBLE TOP [woods]
自分でアコギを作るようになってから、ずっと思っていることがあります。「何故、天然の木材しか使わないのだろう?」と。
トップ材は、狙った音を出すためにルシアはいろいろ苦労しているし、バック材は、ほしい木材はいずれ枯渇するだろうし、今どきの技術なら、天然より安定した人工ウッドが作れるのではないだろうかと。
どれだけの需要というか必要とされているかということだと思います。
個人的アイデアは、トップは木目の部分を剛性のかたい材質で作り、少し弱い材質とサンドイッチすることを繰り返し、1000枚くらい重ねてそれをスライスする、バックは、トップよりも簡単で、より硬い材質でべニアを作ればいいんじゃないかと考えています。
ダブルトップは、1980年ころ、ドイツのM・ダマンとG・ワーグナーにより開発されたギターの表面板の構造製法だそうです。私は知りませんでしたが、もう何十年も前から特許などが出されているらしい。
アストリアスからもクラシックギターでトップ板の人工品が出ていました(2011年)。
中空ハニカム構造の素材NOMEX![[レジスタードトレードマーク]](https://blog.ss-blog.jp/_images_e/219.gif) を2枚の表板材に埋め込んだ特殊構造
を2枚の表板材に埋め込んだ特殊構造
*NOMEXは米デュポン社の登録商標
だそうです。
ダブルトップは音量がでる。あとは、反応が速いのだろうと思います。
一度使うとクラシックギタリストは病みつきになるという記事もありました。
コンサートホールで生楽器を聞かせるには、音量が必要です。ダイナミックレンジが広く、大きな音が出せるのが良い楽器ということです。ギターだけに限りません。
著名なギタリストが、こんなものはただ音が大きいだけでダメだと言っている記事を読んだことがありますが、言っていることが感覚的過ぎて正しいかどうか判断できませんでした。また、「遠達性」という言葉がありますが、聞く環境の良し悪しをギターの性能として語っているようにしか思えませんでした。
問題は、薄い板にハニカム構造体を挟んでいるので耐久性でしょう。
アコギ(スティール弦ギター)には適用できないのでしょうか?表面板に必要な強度が取れないのでしょうね。アコギは大きい音が出るので、必要がないのかもしれません。
ありました。
https://www.gear4music.com/news/article/What-is-a-Double-Top-Guitar/7PZ/2019-08-16
ダブルトップに限らず、人工ウッドは、YAMAHAとか、Taylorとか、もう既にいろいろなことを考えているだろうと思います。
もう30年以上たっているのだから。
人工ウッドは、トーンウッド以外ならあります。集積材の域を超えていませんが。フィンガーボードは、自分のギターにも使いたいと思います。でも高い。需要があるところから出てくるんでしょう。
①リッチライト指板
リッチライトhttps://www.richlite.com/ は再生紙を圧縮して樹脂を加えた人工の木材。エボニーの代替品。Martinも使用。
大和マークでも部材として販売している。乾燥時のフレット飛び出しが無いと言っている。
https://www.daiwamark.com/domo/products/detail/674
②Stratabond
Martin D-1EにStratabondという集積材がネックに使われている。
この細かなピッチ(2mm)間隔は、スプルースに似てます。これをスライスすればトップ材に使えるのでは? Martinではもう試しているんでしょうね。
https://reverb.com/item/16902848-martin-d1e-2009-natural?locale=en-NZ
③エレキギターも
https://www.rakuten.ne.jp/gold/ikebe/flaxwood/qa.html
トップ材は、狙った音を出すためにルシアはいろいろ苦労しているし、バック材は、ほしい木材はいずれ枯渇するだろうし、今どきの技術なら、天然より安定した人工ウッドが作れるのではないだろうかと。
どれだけの需要というか必要とされているかということだと思います。
個人的アイデアは、トップは木目の部分を剛性のかたい材質で作り、少し弱い材質とサンドイッチすることを繰り返し、1000枚くらい重ねてそれをスライスする、バックは、トップよりも簡単で、より硬い材質でべニアを作ればいいんじゃないかと考えています。
ダブルトップは、1980年ころ、ドイツのM・ダマンとG・ワーグナーにより開発されたギターの表面板の構造製法だそうです。私は知りませんでしたが、もう何十年も前から特許などが出されているらしい。
アストリアスからもクラシックギターでトップ板の人工品が出ていました(2011年)。
中空ハニカム構造の素材NOMEX
*NOMEXは米デュポン社の登録商標
だそうです。
ダブルトップは音量がでる。あとは、反応が速いのだろうと思います。
一度使うとクラシックギタリストは病みつきになるという記事もありました。
コンサートホールで生楽器を聞かせるには、音量が必要です。ダイナミックレンジが広く、大きな音が出せるのが良い楽器ということです。ギターだけに限りません。
著名なギタリストが、こんなものはただ音が大きいだけでダメだと言っている記事を読んだことがありますが、言っていることが感覚的過ぎて正しいかどうか判断できませんでした。また、「遠達性」という言葉がありますが、聞く環境の良し悪しをギターの性能として語っているようにしか思えませんでした。
問題は、薄い板にハニカム構造体を挟んでいるので耐久性でしょう。
アコギ(スティール弦ギター)には適用できないのでしょうか?表面板に必要な強度が取れないのでしょうね。アコギは大きい音が出るので、必要がないのかもしれません。
ありました。
https://www.gear4music.com/news/article/What-is-a-Double-Top-Guitar/7PZ/2019-08-16
ダブルトップに限らず、人工ウッドは、YAMAHAとか、Taylorとか、もう既にいろいろなことを考えているだろうと思います。
もう30年以上たっているのだから。
人工ウッドは、トーンウッド以外ならあります。集積材の域を超えていませんが。フィンガーボードは、自分のギターにも使いたいと思います。でも高い。需要があるところから出てくるんでしょう。
①リッチライト指板
リッチライトhttps://www.richlite.com/ は再生紙を圧縮して樹脂を加えた人工の木材。エボニーの代替品。Martinも使用。
大和マークでも部材として販売している。乾燥時のフレット飛び出しが無いと言っている。
https://www.daiwamark.com/domo/products/detail/674
②Stratabond
Martin D-1EにStratabondという集積材がネックに使われている。
この細かなピッチ(2mm)間隔は、スプルースに似てます。これをスライスすればトップ材に使えるのでは? Martinではもう試しているんでしょうね。
https://reverb.com/item/16902848-martin-d1e-2009-natural?locale=en-NZ
③エレキギターも
https://www.rakuten.ne.jp/gold/ikebe/flaxwood/qa.html
エイジド・ウッド [woods]
トップ材の厚さ [woods]
 3日前の記事で、シトカスプルースは、3.0mmで指定。心配な人は3.5mmにしておけば大丈夫。
3日前の記事で、シトカスプルースは、3.0mmで指定。心配な人は3.5mmにしておけば大丈夫。木材のランク(=価格)は見た目で、音が良いかの保証はない(70%位の相関があると何かの記事に書いてありましたが)。
というようなことを書きましたが、関連する情報がありましたのでお届けします。
写真は、サウンドホールをくり抜いた後の端材です。某有名メーカーはこれをコースターとして販売店向けに無料配布しているようです。それを手に入れましたので紹介します。
色の薄い方は、私が2台目に使用したエンゲルマンスプルース3Aのもので、下の少し濃い色が某メーカーのものです。木目間隔はエンゲルマンの方が0.5mm、某メーカー(おそらくシトカ)が1mm以上でしょうか。品質(見た目)はエンゲルマンが良いですが、いい音が出るかは別です。
某メーカーの厚みですが、3.2mmでした。ということは、ブックマッチ後サウンドホールを開ける時はもう3.2mmになっているということです。この後、薄くする工程があるかどうかに関係なく、完成品にこれ以上の厚みはないということです。
その他の木材の購入1 [woods]
さらに、引き続き、木材の購入についてです。
1.ネック材
ネック構造は、
①1ピース
②への字
③スカーフジョイント
④スルーネック というのか?積層構造です。YAMAHAがこういう構造をしていますね。
私が使っているものは、への字構造ですので、それ以外は語れません。スルーネックはやってみたいけど、への字で問題ありませんので、積極的にやる理由がありません。元起きとか起こりにくいのかな?
2.ブレース材
これは、標準的にはブロック材で販売していますが、カット代がかかりますが、カットしてもらうことを強くお勧めします。9mm厚8本と12mm厚1本の計8本にできます。
これで、トップ+バック 1台分のブレース材ができます。1本余りますが。
500×100×20 ⇒ 9.0x8+12.0+2.0x8(カット分) =72.0+12.0+16.0=100.0
Somogyiは、ブレース材の剛性を測ってばらつきを抑えることをやっています。私はそこまでやっていません。最終的に、ブレースを安定に作るには必要になるかもしれません。
3.フィンガーボード
厚みは6mm指定で。仕上がりは、5.5mm。
エボニーは温湿度に対する変化があり、適さないという人もいますが、演奏時の弦とのコントラスト(見やすさ)を考えるとローズウッドを使う気にはなれません。
1台目のマホガニーボディにはインディアンローズウッドを使いました。2台目のインディアンローズウッドボディにはエボニーを使いました。
加工は、ローズウッドの方が楽です。
4.ライニング
組み立てやすいものなら、なんでも良いと思います。標準のシナベニアをバックに貼ったものを使用してます。ライニングの半完成品は大和マークが揃っています。
5.ネックブロック・テイルブロック
これは、マホガニー材を購入しましょう。
130×130×35と130×130×20のブロックを購入します。
ネックブロックは、剛性の高い木材がよいです。
テールブロックは、ストラップピンを取り付けた時の補強にはベニヤ材がよいかもしれません。
6.ブリッジ
ブリッジ材は、最終的にトップに接着しますので、その重さは、トップモノポール周波数に0.5~1Hz/g程度影響します。なるべく軽いほうが良いと思います。
出来上がりで、エボニーは30g インディアンローズウッド20g くらいです。ということは、5~10Hz変わるということです。ボイシングするときにその分も考えて置くことが大事です。
ブリッジは、加工にも技術が必要ですし、初めは完成品を購入したほうが間違いないと思います。私は、マーチンタイプの完成品を購入し(ブリッジピン穴とサドル位置が決まっている)、そこから重さ調整してなるべく軽くなる形状にしています。
イントネーション(すべてのフレット位置で音程バラつきを調整する)を考えて、弦長を正確にするために、ブリッジをトップに接着後、サドル溝を切るやり方もありますが、まずは、普通に完成させることを優先させました。
7.ヘッドストック板
ヘッドに貼る化粧板のことです。簡単に済ませるには、それ用の板を購入します。
バックの端材を貼り合わせてもできます。こうするとサイド&バックとの色の統一感がでます。
以上で必要な木材がそろったと思います。
この他に、ヒールカバー、バックセンター、テールカバー、バインディング、パーフリングなど装飾のための板は必要ですが、なくてもできます。音には影響しません。
1.ネック材
ネック構造は、
①1ピース
②への字
③スカーフジョイント
④スルーネック というのか?積層構造です。YAMAHAがこういう構造をしていますね。
私が使っているものは、への字構造ですので、それ以外は語れません。スルーネックはやってみたいけど、への字で問題ありませんので、積極的にやる理由がありません。元起きとか起こりにくいのかな?
2.ブレース材
これは、標準的にはブロック材で販売していますが、カット代がかかりますが、カットしてもらうことを強くお勧めします。9mm厚8本と12mm厚1本の計8本にできます。
これで、トップ+バック 1台分のブレース材ができます。1本余りますが。
500×100×20 ⇒ 9.0x8+12.0+2.0x8(カット分) =72.0+12.0+16.0=100.0
Somogyiは、ブレース材の剛性を測ってばらつきを抑えることをやっています。私はそこまでやっていません。最終的に、ブレースを安定に作るには必要になるかもしれません。
3.フィンガーボード
厚みは6mm指定で。仕上がりは、5.5mm。
エボニーは温湿度に対する変化があり、適さないという人もいますが、演奏時の弦とのコントラスト(見やすさ)を考えるとローズウッドを使う気にはなれません。
1台目のマホガニーボディにはインディアンローズウッドを使いました。2台目のインディアンローズウッドボディにはエボニーを使いました。
加工は、ローズウッドの方が楽です。
4.ライニング
組み立てやすいものなら、なんでも良いと思います。標準のシナベニアをバックに貼ったものを使用してます。ライニングの半完成品は大和マークが揃っています。
5.ネックブロック・テイルブロック
これは、マホガニー材を購入しましょう。
130×130×35と130×130×20のブロックを購入します。
ネックブロックは、剛性の高い木材がよいです。
テールブロックは、ストラップピンを取り付けた時の補強にはベニヤ材がよいかもしれません。
6.ブリッジ
ブリッジ材は、最終的にトップに接着しますので、その重さは、トップモノポール周波数に0.5~1Hz/g程度影響します。なるべく軽いほうが良いと思います。
出来上がりで、エボニーは30g インディアンローズウッド20g くらいです。ということは、5~10Hz変わるということです。ボイシングするときにその分も考えて置くことが大事です。
ブリッジは、加工にも技術が必要ですし、初めは完成品を購入したほうが間違いないと思います。私は、マーチンタイプの完成品を購入し(ブリッジピン穴とサドル位置が決まっている)、そこから重さ調整してなるべく軽くなる形状にしています。
イントネーション(すべてのフレット位置で音程バラつきを調整する)を考えて、弦長を正確にするために、ブリッジをトップに接着後、サドル溝を切るやり方もありますが、まずは、普通に完成させることを優先させました。
7.ヘッドストック板
ヘッドに貼る化粧板のことです。簡単に済ませるには、それ用の板を購入します。
バックの端材を貼り合わせてもできます。こうするとサイド&バックとの色の統一感がでます。
以上で必要な木材がそろったと思います。
この他に、ヒールカバー、バックセンター、テールカバー、バインディング、パーフリングなど装飾のための板は必要ですが、なくてもできます。音には影響しません。
バック&サイド材の購入1 [woods]
引き続き、木材の購入についてです。
バックのブックマッチ、サイドのブックマッチ 合計4枚が1セットで販売されています。アフリカンマホガニーかインディアンローズウッドが入手しやすいです。ランクはどれでも良いです。見栄えが良いものが欲しければランクの高いものを買ってください。
インディアンローズウッドは2.5mm、その他は2.8mmで購入すれば良いと思います。
1台目のアフリカンマホガニーの最終厚みは2.5mmです。
2台目のインディアンローズウッドは、Gore&Giletの厚み決定法でやってみると、最終厚み2.3mmでした。
普通の厚み決定は、ブックマッチ後、ギターの形に切り抜いた後のタップ音で決めます。ギターの形にしないと周波数が低すぎて聞き取りにくいようです。
Mark Blanchardさんは、紹介した資料の中で、Chladniのパターンによる良いトップを選択するかなり厳格な方法を述べています。
TomMillerさんは、木目方向の振動周波数が43 Hzまで薄くするといっている。
心配な人は、バックはインディアンローズウッドは2.8mm、その他は3.0mmで購入すれば良いと思います。
サイドは、さらに薄く、インディアンローズウッドは2.5mm、その他は2.8mmで購入すれば良いと思います。1台目のアフリカンマホガニーのサイドの最終厚みは2.0mmでした。2台目のインディアンローズウッドサイドの最終厚みはバックと同じ2.3mmでした。
この厚さ指定は、自己責任でお願いします。
バックのブックマッチ、サイドのブックマッチ 合計4枚が1セットで販売されています。アフリカンマホガニーかインディアンローズウッドが入手しやすいです。ランクはどれでも良いです。見栄えが良いものが欲しければランクの高いものを買ってください。
インディアンローズウッドは2.5mm、その他は2.8mmで購入すれば良いと思います。
1台目のアフリカンマホガニーの最終厚みは2.5mmです。
2台目のインディアンローズウッドは、Gore&Giletの厚み決定法でやってみると、最終厚み2.3mmでした。
普通の厚み決定は、ブックマッチ後、ギターの形に切り抜いた後のタップ音で決めます。ギターの形にしないと周波数が低すぎて聞き取りにくいようです。
Mark Blanchardさんは、紹介した資料の中で、Chladniのパターンによる良いトップを選択するかなり厳格な方法を述べています。
TomMillerさんは、木目方向の振動周波数が43 Hzまで薄くするといっている。
心配な人は、バックはインディアンローズウッドは2.8mm、その他は3.0mmで購入すれば良いと思います。
サイドは、さらに薄く、インディアンローズウッドは2.5mm、その他は2.8mmで購入すれば良いと思います。1台目のアフリカンマホガニーのサイドの最終厚みは2.0mmでした。2台目のインディアンローズウッドサイドの最終厚みはバックと同じ2.3mmでした。
この厚さ指定は、自己責任でお願いします。
トップ材の購入1 [woods]
アイチ木材加工から、木材購入をしましょう。
ほとんどの単板高級ギター10万くらいのものは、シトカスプルースが一般的です。私は1台目にBランク品を使用しましたが、十分いい音がします。このランクは見た目です。木目が細かく揃っていて節などがないモノが3Aですが、好きなものを選びます。
標準厚み4mmとありますが、厚みをどうするかはかなり悩む問題です。こうしたら良いという決め方はどこにも書いてありません。
唯一、厚み決定方法はGore&Giletの本の中で、述べられています。それはブックマッチする前の長方形に切ったトップ材をタップ音の周波数から剛性を見極め、決定する方法が書かれてあります。知りたい方は本を購入してください。
角が落とされているトップ材、バック材はこの厚さ決定法が適用できないので買わないように。
普通は、厚み決定は、ブックマッチしてギターの形に切り抜いた後のタップ音で決めます。ギターの形にしないと周波数が低すぎて聞き取りにくいようです。この辺りは経験なのでしょう。
Mark Blanchardさんは、紹介した資料の中で、Chladniのパターンによる良いトップを選択するかなり厳格な方法を述べています。何台かギターを製作している間にいい音がするギターのブレースする前のChladniのパターンがわかってきたそうです。ダメな時のパターンも。なので、Chladniのパターンを見てその板を使うかどうかを決めているようです。基本は板自体が持っている木目方向と幅方向の剛性の差のようです。
TomMillerさんは、木目方向の振動周波数がそれぞれ52 Hzまで薄くするといっている。
とにかく、シトカスプルースは、3.0mmで指定します。無料で厚み加工してくれます。3.0mm以上の仕上がりになる物はほぼないので、購入してから自分で厚み調整する工数が少なくなります。
心配な人は3.5mmにしておけば大丈夫です。その代わり、自分で削らなければなりません。
この厚さ指定は、自己責任でお願いします。
ほとんどの単板高級ギター10万くらいのものは、シトカスプルースが一般的です。私は1台目にBランク品を使用しましたが、十分いい音がします。このランクは見た目です。木目が細かく揃っていて節などがないモノが3Aですが、好きなものを選びます。
標準厚み4mmとありますが、厚みをどうするかはかなり悩む問題です。こうしたら良いという決め方はどこにも書いてありません。
唯一、厚み決定方法はGore&Giletの本の中で、述べられています。それはブックマッチする前の長方形に切ったトップ材をタップ音の周波数から剛性を見極め、決定する方法が書かれてあります。知りたい方は本を購入してください。
角が落とされているトップ材、バック材はこの厚さ決定法が適用できないので買わないように。
普通は、厚み決定は、ブックマッチしてギターの形に切り抜いた後のタップ音で決めます。ギターの形にしないと周波数が低すぎて聞き取りにくいようです。この辺りは経験なのでしょう。
Mark Blanchardさんは、紹介した資料の中で、Chladniのパターンによる良いトップを選択するかなり厳格な方法を述べています。何台かギターを製作している間にいい音がするギターのブレースする前のChladniのパターンがわかってきたそうです。ダメな時のパターンも。なので、Chladniのパターンを見てその板を使うかどうかを決めているようです。基本は板自体が持っている木目方向と幅方向の剛性の差のようです。
TomMillerさんは、木目方向の振動周波数がそれぞれ52 Hzまで薄くするといっている。
とにかく、シトカスプルースは、3.0mmで指定します。無料で厚み加工してくれます。3.0mm以上の仕上がりになる物はほぼないので、購入してから自分で厚み調整する工数が少なくなります。
心配な人は3.5mmにしておけば大丈夫です。その代わり、自分で削らなければなりません。
この厚さ指定は、自己責任でお願いします。
木材の保管 [woods]
 既にカットされた木材は、数年のエージングは済んだものが販売されているので、すぐに使っても問題ないはずですが、私は、購入後1年くらい保管しておきます。特に大きな理由はありませんが、通常環境にさらして問題ないかを確認して使用しています。今、2台製作しましたが、あと3台分ストックしてあります。10年前、2年前、1年前に買ったものです。
既にカットされた木材は、数年のエージングは済んだものが販売されているので、すぐに使っても問題ないはずですが、私は、購入後1年くらい保管しておきます。特に大きな理由はありませんが、通常環境にさらして問題ないかを確認して使用しています。今、2台製作しましたが、あと3台分ストックしてあります。10年前、2年前、1年前に買ったものです。10年前に買ったサイド材を2.5mmに厚み調整して、そのまま棚に置いておいたまま2年位たつと、板目だったため3mm位真ん中が膨らんでしまったことがあります。
そういうことがあったので、保管方法としては、べニア材(12mm)に挟んで軽く締め付けて置いてあります。環境は成り行きです。冬は0℃から夏は35℃位にはなるでしょう。左から、フィンガーボード、ブレース材(加工済み)、サイド、トップ、バック材です。
ギターの組立や理論に関する本 [books]
今までで参考になった本や記事を紹介します。
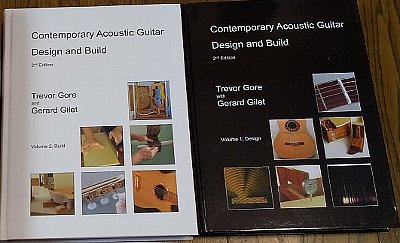
 1.Contemporary Acoustic Guitar Design and Build
1.Contemporary Acoustic Guitar Design and Build
Trevor Gore Guitars
Gilet Guitars
ギターに関する本を何冊か購入ましたが、購入した中で最も素晴らしい内容でした。理論と製作の2冊からなっています。スチール弦とクラシックの両方について書かれており、振動工学に出てくる運動方程式が出てきます。ギター理論の本では珍しく分析的です。特にトーンウッドの厚さ決定方法は有益でした。その他も具体的なデータや方法がたくさん載っています。著者自身のまったく新しいトップブレース設計が紹介されています。イントネーションの問題等すべてがカバーされています。
250オーストラリアドルだったと思います。ホームページから直接Paypalで買いました。Amazonでは売っていませんでした。StewMacでも売っていますが、高いです。
2.Making The Responsive Guitar / The Responsive Guitar
ご存じ、優れた応答性と音色のギターで有名なErvin Somogyiの本です。
ギターの物理学、音響学、および構造に関する内容です。但し、技術者ではないので、具体的な数式や数字はあまり載っていません。楽器の背景やその背後にある技術、哲学が書かれています。Making the ResponsiveGuitar(製作)とThe Responsive Guitar(理論)の2冊から構成されています。Amazonで購入する場合は、2冊セットか1冊かをよく確認して下さい。StewMac、紀伊国屋でも買えます。30,000円位します。
以上の2冊は英語ですので、読むのに大変です。日本語の本が欲しい方は、以下のものでどうでしょうか。但し、クラシックギターについてです。
3.メイキングマスターギター ギターの名器とその製作法詳説
Amazonで買えます。
日本語版。製作工程から、トーレス、ハウザーといった名器とその設計図、さらには工具類や木材についても解説。ボイシングについては載っていません。
4.Chladni Presentation Mark Blanchard
Blanchard Guitars
2007年8月ギターフェスティバルでのクラドニのボイシングテクニックのギター製作への実用化について講演をまとめたもの。ギター製作ルーチンでクラドニテクニックをどのように使用しているかを説明。クラドニパターンの作成と解釈、トッププレートとバックプレートのボイシング、完成したサウンドボックスのチューニングなどが含まれます。PDF68ページを15ドルで販売。著者にメールしてPaypalで購入できます。少し深いところで、ボイシングに行き詰った時にどうでしょうか。
当然のように、この手の本はすべて英語なので、そこは頑張って訳すしかありません。
紙 ⇒ スキャナーでPDF化 ⇒ OCRソフトでテキスト化 ⇒ Google翻訳 というやり方がありますので、苦手な方は試してみてください。
 1.Contemporary Acoustic Guitar Design and Build
1.Contemporary Acoustic Guitar Design and BuildTrevor Gore Guitars
Gilet Guitars
ギターに関する本を何冊か購入ましたが、購入した中で最も素晴らしい内容でした。理論と製作の2冊からなっています。スチール弦とクラシックの両方について書かれており、振動工学に出てくる運動方程式が出てきます。ギター理論の本では珍しく分析的です。特にトーンウッドの厚さ決定方法は有益でした。その他も具体的なデータや方法がたくさん載っています。著者自身のまったく新しいトップブレース設計が紹介されています。イントネーションの問題等すべてがカバーされています。
250オーストラリアドルだったと思います。ホームページから直接Paypalで買いました。Amazonでは売っていませんでした。StewMacでも売っていますが、高いです。
2.Making The Responsive Guitar / The Responsive Guitar
ご存じ、優れた応答性と音色のギターで有名なErvin Somogyiの本です。
ギターの物理学、音響学、および構造に関する内容です。但し、技術者ではないので、具体的な数式や数字はあまり載っていません。楽器の背景やその背後にある技術、哲学が書かれています。Making the ResponsiveGuitar(製作)とThe Responsive Guitar(理論)の2冊から構成されています。Amazonで購入する場合は、2冊セットか1冊かをよく確認して下さい。StewMac、紀伊国屋でも買えます。30,000円位します。
以上の2冊は英語ですので、読むのに大変です。日本語の本が欲しい方は、以下のものでどうでしょうか。但し、クラシックギターについてです。
3.メイキングマスターギター ギターの名器とその製作法詳説
Amazonで買えます。
日本語版。製作工程から、トーレス、ハウザーといった名器とその設計図、さらには工具類や木材についても解説。ボイシングについては載っていません。
4.Chladni Presentation Mark Blanchard
Blanchard Guitars
2007年8月ギターフェスティバルでのクラドニのボイシングテクニックのギター製作への実用化について講演をまとめたもの。ギター製作ルーチンでクラドニテクニックをどのように使用しているかを説明。クラドニパターンの作成と解釈、トッププレートとバックプレートのボイシング、完成したサウンドボックスのチューニングなどが含まれます。PDF68ページを15ドルで販売。著者にメールしてPaypalで購入できます。少し深いところで、ボイシングに行き詰った時にどうでしょうか。
当然のように、この手の本はすべて英語なので、そこは頑張って訳すしかありません。
紙 ⇒ スキャナーでPDF化 ⇒ OCRソフトでテキスト化 ⇒ Google翻訳 というやり方がありますので、苦手な方は試してみてください。
使用する木材と入手先 [woods]
0.一般的な知識
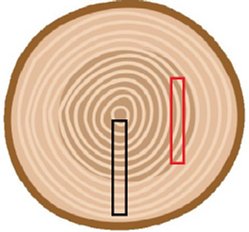
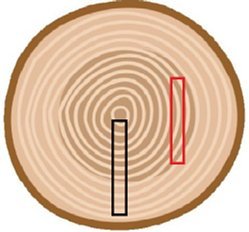 年輪に対して垂直にカットされたものを柾目(黒枠)といい、年輪がそのまま線として断面に見えます。1つの丸太からとれる数が少なく、放射方向の収縮は少なく安定しています。丸太を4等分(横断面が十字形に)して切るのでquarter-sawnといわれます。トップ材、バック材も基本的に柾目を使います。
年輪に対して垂直にカットされたものを柾目(黒枠)といい、年輪がそのまま線として断面に見えます。1つの丸太からとれる数が少なく、放射方向の収縮は少なく安定しています。丸太を4等分(横断面が十字形に)して切るのでquarter-sawnといわれます。トップ材、バック材も基本的に柾目を使います。
それ以外のカットされたものを板目(赤枠)といいます。断面は、地図の山の等高線に似ています。年輪の柔らかい部分が温湿度で収縮するので膨らみやすく、形状は不安定になりやすいです。
木材は伐採されてから使用するまで、2~3年は乾燥させる必要があり、木材の水分が飛び、セルロースは結晶化し、より軽量、より硬くなります。
1.入手
個人製作家が入手する単位は、既に板加工されたもので、トップならばブックマッチのセット(2枚)、サイドとバックのブックマッチ(4枚)のセットだと思います。ブックマッチというのはトップやバックは2枚を貼り合わせて使うのでこの単位をそう呼びます。おそらく、隣同士なので木目がそろっています。14~15°の角度のついたヘッド部を有するネック材も購入できます。その他、フィンガーボード、ブレース材、ライニング材、ネックブロック、テイルブロック、ブリッジ材も購入できます。
国内での入手先は、アイチ木材加工です。大和マーク等があります。厚み指定加工できます。
購入するときの、ポイントはできる限り、厚さを使用寸法に近づけて購入することです。特に硬い材料であるバック、サイド、フィンガーボードはそうです。また、ブレース材も使用厚さにカットしてもらうと後の作業が楽です。ブリッジ材も出来上がったものを購入するほうが楽です。このようなカット材はすでに数年のエージングは済んだものが販売されているので、すぐに使っても問題ないはずです。
2.木材の種類
トップはスプルース、といっても産地毎に、アディロンダック、ジャーマン、ヨーロピアン、エンゲルマン、ルッツ、シトカ等名前が付けられています。あとは、レッドシダー、メイプルなどです。
価格は、一般に上に書いた順に、また、木目のきれいにそろったものが高いのですが、いい音がするかは保証の限りではありません。何かの本、記事に書いてありましたが、70%程度相関があるそうです。
サイド・バックは、ローズウッドで産地毎に、ブラジリアン、マダガスカル、ホンジュラス、インディアン、マホガニーでキューバン、ホンジュラス、アフリカン があります。トップウッドよりも硬く、緻密で、重いのが特徴です。最近では、代替材としてローズウッド以外の種類もいろいろとあります。
ブラジリアンローズウッド(ハカランダと呼ばれます)は、乱獲が酷く、1992年ワシントン条約で新規伐採が禁止され、輸出入ができなくなりました。さらに、ローズウッド全般も規制の対象になりましたが、2019.10.29より規制緩和され、輸出入に関し、楽器は規制されないことになりました。ブラジリアンローズウッド製の楽器は、外為法に基づく輸出入手続が必要です。まあ、ハカランダは高すぎて入手できないので関係ないでしょうが。
フィンガーボードは、ローズウッドとエボニーが一般的です。エボニーは温湿度に対する変化があり適さないという人もいますが、演奏時に弦とのコントラスト(見やすさ)を考えるとローズウッドを使う気にはなれません。
ブリッジ材も同様の理由で割れやすいので使用しないという人がいます。私はむしろ重さでローズウッドにしました。ローズウッドとエボニーで同じ形に作ると10g以上の違いがあります。後で詳しく述べますが、トップ共振周波数で0.5~1Hz/g程度変化します。トップは軽いほうが良いと思います。
ブレース材は、スプルースのブロック材で売っていますが、厚みを9mmに指定して、カットしてもらったほうが後が楽です。
ネックブロック、テイルブロックは、マホガニー材が売っています。これを使いましょう。
 年輪に対して垂直にカットされたものを柾目(黒枠)といい、年輪がそのまま線として断面に見えます。1つの丸太からとれる数が少なく、放射方向の収縮は少なく安定しています。丸太を4等分(横断面が十字形に)して切るのでquarter-sawnといわれます。トップ材、バック材も基本的に柾目を使います。
年輪に対して垂直にカットされたものを柾目(黒枠)といい、年輪がそのまま線として断面に見えます。1つの丸太からとれる数が少なく、放射方向の収縮は少なく安定しています。丸太を4等分(横断面が十字形に)して切るのでquarter-sawnといわれます。トップ材、バック材も基本的に柾目を使います。それ以外のカットされたものを板目(赤枠)といいます。断面は、地図の山の等高線に似ています。年輪の柔らかい部分が温湿度で収縮するので膨らみやすく、形状は不安定になりやすいです。
木材は伐採されてから使用するまで、2~3年は乾燥させる必要があり、木材の水分が飛び、セルロースは結晶化し、より軽量、より硬くなります。
1.入手
個人製作家が入手する単位は、既に板加工されたもので、トップならばブックマッチのセット(2枚)、サイドとバックのブックマッチ(4枚)のセットだと思います。ブックマッチというのはトップやバックは2枚を貼り合わせて使うのでこの単位をそう呼びます。おそらく、隣同士なので木目がそろっています。14~15°の角度のついたヘッド部を有するネック材も購入できます。その他、フィンガーボード、ブレース材、ライニング材、ネックブロック、テイルブロック、ブリッジ材も購入できます。
国内での入手先は、アイチ木材加工です。大和マーク等があります。厚み指定加工できます。
購入するときの、ポイントはできる限り、厚さを使用寸法に近づけて購入することです。特に硬い材料であるバック、サイド、フィンガーボードはそうです。また、ブレース材も使用厚さにカットしてもらうと後の作業が楽です。ブリッジ材も出来上がったものを購入するほうが楽です。このようなカット材はすでに数年のエージングは済んだものが販売されているので、すぐに使っても問題ないはずです。
2.木材の種類
トップはスプルース、といっても産地毎に、アディロンダック、ジャーマン、ヨーロピアン、エンゲルマン、ルッツ、シトカ等名前が付けられています。あとは、レッドシダー、メイプルなどです。
価格は、一般に上に書いた順に、また、木目のきれいにそろったものが高いのですが、いい音がするかは保証の限りではありません。何かの本、記事に書いてありましたが、70%程度相関があるそうです。
サイド・バックは、ローズウッドで産地毎に、ブラジリアン、マダガスカル、ホンジュラス、インディアン、マホガニーでキューバン、ホンジュラス、アフリカン があります。トップウッドよりも硬く、緻密で、重いのが特徴です。最近では、代替材としてローズウッド以外の種類もいろいろとあります。
ブラジリアンローズウッド(ハカランダと呼ばれます)は、乱獲が酷く、1992年ワシントン条約で新規伐採が禁止され、輸出入ができなくなりました。さらに、ローズウッド全般も規制の対象になりましたが、2019.10.29より規制緩和され、輸出入に関し、楽器は規制されないことになりました。ブラジリアンローズウッド製の楽器は、外為法に基づく輸出入手続が必要です。まあ、ハカランダは高すぎて入手できないので関係ないでしょうが。
フィンガーボードは、ローズウッドとエボニーが一般的です。エボニーは温湿度に対する変化があり適さないという人もいますが、演奏時に弦とのコントラスト(見やすさ)を考えるとローズウッドを使う気にはなれません。
ブリッジ材も同様の理由で割れやすいので使用しないという人がいます。私はむしろ重さでローズウッドにしました。ローズウッドとエボニーで同じ形に作ると10g以上の違いがあります。後で詳しく述べますが、トップ共振周波数で0.5~1Hz/g程度変化します。トップは軽いほうが良いと思います。
ブレース材は、スプルースのブロック材で売っていますが、厚みを9mmに指定して、カットしてもらったほうが後が楽です。
ネックブロック、テイルブロックは、マホガニー材が売っています。これを使いましょう。
ネットで入手できる図面 [design drawing]
ゼロから自分で設計する(組立図や部品図を書く)のは無理だと思いますし、そうする必要もありません。
私は、一台目の時は、これを購入しました。Plan, Auditorium-style, similar to Martin 000
LMIは、ツールや材料の販売サイトです。
StewmacからもMartin OM planが買えます。
費用をかけたく無ければ、
StorkGuitar
grellier
から個人利用でしたら使えます。
1台目の時は、この図面通りに作ろうとして始めましたが、途中で新しい情報が入ってきて、変更を重ねて、最終図面は全く違ったものになりました。というか現物合わせで図面化できていません。
2台目の時は、ゼロから構想設計して図面化しようと思い進めました。CAD使用も考えましたが、そこに時間をかけるよりも、木工技術に時間をかけたほうが良いと判断し、A3の方眼紙に製図したもので済ませました。
ギターの図面は、加工方法と合わせて、自分の木工技術や持っている工具とを鑑みて、図面化していくことが重要です。
私は、一台目の時は、これを購入しました。Plan, Auditorium-style, similar to Martin 000
LMIは、ツールや材料の販売サイトです。
StewmacからもMartin OM planが買えます。
費用をかけたく無ければ、
StorkGuitar
grellier
から個人利用でしたら使えます。
1台目の時は、この図面通りに作ろうとして始めましたが、途中で新しい情報が入ってきて、変更を重ねて、最終図面は全く違ったものになりました。というか現物合わせで図面化できていません。
2台目の時は、ゼロから構想設計して図面化しようと思い進めました。CAD使用も考えましたが、そこに時間をかけるよりも、木工技術に時間をかけたほうが良いと判断し、A3の方眼紙に製図したもので済ませました。
ギターの図面は、加工方法と合わせて、自分の木工技術や持っている工具とを鑑みて、図面化していくことが重要です。
mold(木型) [tools/jigs]
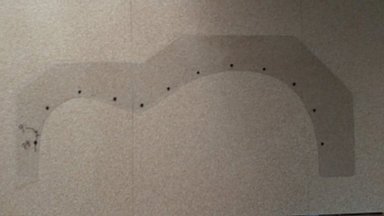
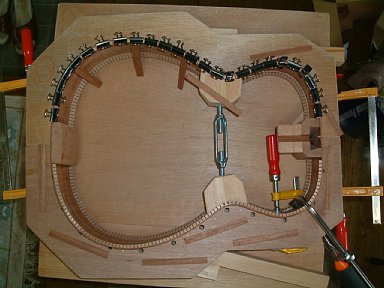
図面が入手出来たら、モールドを作ります。これはボディの型ですね。今回は000タイプです。アクリル透明板(0.5mm厚)にボディの半分を描き写します。その周囲の外側9mmのところに9mmの穴を12個開けます。
この穴はスプールクランプというサイドにトップ、バックを接着するときに使用するツールをつけるための穴です。私が持っている物は、旧型で現在の物はネジの部分が改良されています。
実は、もう少し数を増やした方が良いです。というのは、トップやバックを接着するときにクランプ間に隙間ができてしまうとその部分に圧がかからずに接着不良を起こす恐れがあるからです。クランプの今の間隔は58mm、直径は32mmなので、20個が良いと思います。これはトップ、バックの接着のところでも述べます。
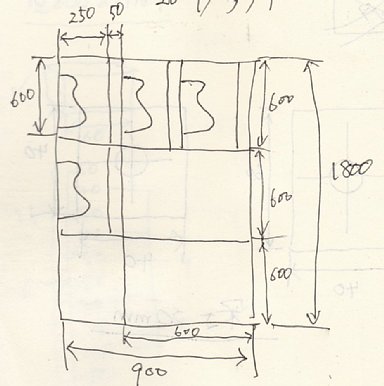

アクリル透明板での型紙ができたら、ホームセンターに持って行って構造べニア材 (1800x 900mm 厚さ12mm)を購入し、4枚分加工してもらいます。残りの600x600mm2枚は作業テーブル板として使用します。また、600x50mm 4枚は、トップ、バックのブックマッチの時に使用します。残った600x300mmの板も取っておきましょう。

木枠2枚の間に挟む木を作ります。写真にあるように断面積40x40mm程度の大きさの直方体を何個か用意します。写真を参考にしてください。これを木枠の間に入れて接着しましす。
接着剤は、タイトボンドですね。これは、もっともポピュラーな接着剤で、私は、これでギター組立すべての木材同士の接着を行います。これもすぐに購入しましょう。

木枠の真ん中をつなぐ部分には、写真のようなオスメスのほぞとほぞ穴を作っておきます。これで左右の木枠の位置合わせをします。


さらにトグルクランプを付けておくと便利です。
オリジナルギター1-1 [original guitar1]
ギターを製作する準備として、
①製作のための設計図
②モールド ボディーを作るための木型
③組立治具
④工具
⑤材料
を揃える必要があります。
1台目の目標はMatin 000です。これは、好きなタイプだったから。木工技術もそれほどあるわけでもなく、ボイシングの知識も少なく、まずは市販の図面を入手して、それの通りに製作してみようということでスタートしました。MartinやStewMac等でキットが販売されているので、それを買う手もありますが、結局、大事な部品や加工技術がそれで隠されてしまって身につかないような気がしてそうしませんでした。
①設計図面 ⇒ ネットで入手できる図面 へ
 これを、購入しました。
これを、購入しました。
Plan, Auditorium-style, similar to Martin 000
LMIは、ツールや材料の販売サイトです。この図面を持っておくのは、この通り作らなくても、いろいろな場面で重宝します。A2サイズで1:1ですので、パーツの大きさ確認、各部の寸法確認のリファレンスになってくれます。
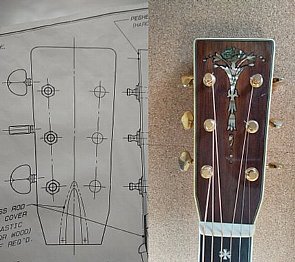
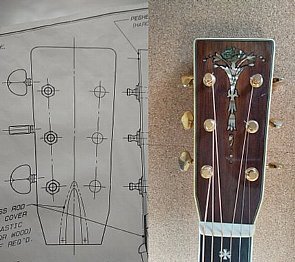 1つだけ気を付ける点があります。それはヘッドのチューナー取り付け穴の位置です。図面では3つの穴が直線で並んでいますが、実物を見てください。2弦、5弦のチューナー穴は少し内側に入っています。こうしないとヘッド上で弦が干渉してしまいます。Martinに代表される先に行く(ボディから離れる)ほどヘッド幅が広がるデザインの場合、弦の干渉に注意して穴位置を決める必要があります。
1つだけ気を付ける点があります。それはヘッドのチューナー取り付け穴の位置です。図面では3つの穴が直線で並んでいますが、実物を見てください。2弦、5弦のチューナー穴は少し内側に入っています。こうしないとヘッド上で弦が干渉してしまいます。Martinに代表される先に行く(ボディから離れる)ほどヘッド幅が広がるデザインの場合、弦の干渉に注意して穴位置を決める必要があります。
②モールド(木型) ⇒ モールドの記事へ
まず、モールド(木型)を作りました。これは、必須で、よく考えて作った方が良いです。
ボディを組み立てたり、すべてこれを基準に接着されていくことになります。ボイシングにも使います。
③組立治具
いろいろな工程で組立治具が必要になります。必要な時に自作したり、売っていたりもします。
④工具
ギターづくりにはいろいろな種類の工具が使われます。
ポイントは、
1.必要だと決めてから購入することです。頭の中で考えただけでは、使わない余計なものも購入することなります。かく言う私もいらないものをたくさんかってしまいました。
例えば、カンナは良く加工するときに出てきますが、私はブレースを削る時の小型の物しか使いません。これは、その人が持っている技術力と好き好きです。
電動工具は、回転するものによる事故が一番怖いです。今、私は電動ドリル、電動サンダー、ドレメル小型ルーターの3つしか使いません。それでも手で止められない回転体が体の近で動くのは怖いです。防護のための眼鏡は必需品です。
2.中華製(made in China)は安いが品質もそれなり。これも数々の失敗をしました。Amazon等で売っている中華製はおどろくほど安いのですが、品質もそれなりです。工具は良いものは大変高いので、ついつい中華製をたよってしまうのですが、がっかりする物が多いです。部品もよく吟味して買いましょう。
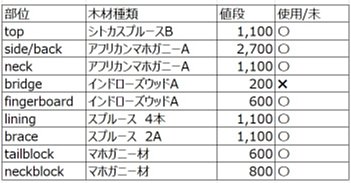
⑤木材の購入(案)

厚み指定 トップ 3.2mm サイド 2.5mm バック 3.2mm
〇は実際の使用した部材です。
購入先は、アイチ木材加工です。厚み指定加工も無料で行ってくれます。
どういう工具や治具が必要か、木材をどれを購入するかは、これだけの情報では先に進めません。まだまだ基礎知識、情報が不足しています。
まずは、図面だけは買ってもいいかもしれません。
①製作のための設計図
②モールド ボディーを作るための木型
③組立治具
④工具
⑤材料
を揃える必要があります。
1台目の目標はMatin 000です。これは、好きなタイプだったから。木工技術もそれほどあるわけでもなく、ボイシングの知識も少なく、まずは市販の図面を入手して、それの通りに製作してみようということでスタートしました。MartinやStewMac等でキットが販売されているので、それを買う手もありますが、結局、大事な部品や加工技術がそれで隠されてしまって身につかないような気がしてそうしませんでした。
①設計図面 ⇒ ネットで入手できる図面 へ
 これを、購入しました。
これを、購入しました。Plan, Auditorium-style, similar to Martin 000
LMIは、ツールや材料の販売サイトです。この図面を持っておくのは、この通り作らなくても、いろいろな場面で重宝します。A2サイズで1:1ですので、パーツの大きさ確認、各部の寸法確認のリファレンスになってくれます。
 1つだけ気を付ける点があります。それはヘッドのチューナー取り付け穴の位置です。図面では3つの穴が直線で並んでいますが、実物を見てください。2弦、5弦のチューナー穴は少し内側に入っています。こうしないとヘッド上で弦が干渉してしまいます。Martinに代表される先に行く(ボディから離れる)ほどヘッド幅が広がるデザインの場合、弦の干渉に注意して穴位置を決める必要があります。
1つだけ気を付ける点があります。それはヘッドのチューナー取り付け穴の位置です。図面では3つの穴が直線で並んでいますが、実物を見てください。2弦、5弦のチューナー穴は少し内側に入っています。こうしないとヘッド上で弦が干渉してしまいます。Martinに代表される先に行く(ボディから離れる)ほどヘッド幅が広がるデザインの場合、弦の干渉に注意して穴位置を決める必要があります。②モールド(木型) ⇒ モールドの記事へ
まず、モールド(木型)を作りました。これは、必須で、よく考えて作った方が良いです。
ボディを組み立てたり、すべてこれを基準に接着されていくことになります。ボイシングにも使います。
③組立治具
いろいろな工程で組立治具が必要になります。必要な時に自作したり、売っていたりもします。
④工具
ギターづくりにはいろいろな種類の工具が使われます。
ポイントは、
1.必要だと決めてから購入することです。頭の中で考えただけでは、使わない余計なものも購入することなります。かく言う私もいらないものをたくさんかってしまいました。
例えば、カンナは良く加工するときに出てきますが、私はブレースを削る時の小型の物しか使いません。これは、その人が持っている技術力と好き好きです。
電動工具は、回転するものによる事故が一番怖いです。今、私は電動ドリル、電動サンダー、ドレメル小型ルーターの3つしか使いません。それでも手で止められない回転体が体の近で動くのは怖いです。防護のための眼鏡は必需品です。
2.中華製(made in China)は安いが品質もそれなり。これも数々の失敗をしました。Amazon等で売っている中華製はおどろくほど安いのですが、品質もそれなりです。工具は良いものは大変高いので、ついつい中華製をたよってしまうのですが、がっかりする物が多いです。部品もよく吟味して買いましょう。
⑤木材の購入(案)
厚み指定 トップ 3.2mm サイド 2.5mm バック 3.2mm
〇は実際の使用した部材です。
購入先は、アイチ木材加工です。厚み指定加工も無料で行ってくれます。
どういう工具や治具が必要か、木材をどれを購入するかは、これだけの情報では先に進めません。まだまだ基礎知識、情報が不足しています。
まずは、図面だけは買ってもいいかもしれません。
YAMAHA FG-130 分解⇒リペア [repair]
 1台目のギター製作準備と並行して、内部構造を理解するために、1973年頃に製造されたYAMAHA FG-130の中古品をヤフオクで購入しました。1,000円位だったと記憶してます。始めたときは分解することしか考えていませんでしたが、修理して今も演奏できる状態にあります。
1台目のギター製作準備と並行して、内部構造を理解するために、1973年頃に製造されたYAMAHA FG-130の中古品をヤフオクで購入しました。1,000円位だったと記憶してます。始めたときは分解することしか考えていませんでしたが、修理して今も演奏できる状態にあります。<リペア内容>
1.ネックリセット
2.ペグチューナー交換
3.フレット打ち直し
4.ネック細径化
5.ネック塗装
6.ナット交換&サドルTUSQ化
1.ネックリセット
まずやったことは、ネックの元起きがひどくネック元起き(12フレットで5㎜以上)、これを修正しました。ネットでFG-130の所有者のブログ等を調べるとかなりの数、ネックの元起きらしきものが起こってます。
弦高が高くなる原因は、弦の張力(70kgといわれている)により
①ネックの順ぞり
②ネックとボディの接合部の経年変化と構造的問題
③ボディのブリッジ部の膨らみ(ゆがみ含む)
が起こることです。
①は調整用のトラスロッドが埋め込まれており、通常は、これで調整できます。
②はマーティンを含むほぼすべてのアコギに使用されているネック接合ブロックのダブテイル構造とその加工精度、木自体の変形で、ネックを外し、取り付け角度を修正する必要があります。
③は②と同じ対応をするしかありません。
自分でギター製作をするにあたり、まず考えたのがこの問題の対応方法でした。
結論をいうと、
①の対策としてネックにはトラスロッドの両端にカーボンロッドを組み込む構造に
②の対策としてボルトオン構造+ネックブロック取り付け強化
を行っています。この詳細は「オリジナルギター」で述べます。
 本来ならば、15フレットを抜いてそこに穴を開け、そこから蒸気を入れて接着剤(膠)を溶かし、ネックごと外すのが普通のやり方ですが、蒸気を出す器具を持っていなかったので、アイロンで温めて強引にフィンガーボードを剥がしました(左上)。
本来ならば、15フレットを抜いてそこに穴を開け、そこから蒸気を入れて接着剤(膠)を溶かし、ネックごと外すのが普通のやり方ですが、蒸気を出す器具を持っていなかったので、アイロンで温めて強引にフィンガーボードを剥がしました(左上)。このネックとボディを接続する構造をダブテイル(右上と左下)というのですが、この構造自体に難があります。このギターは間違いなく機械加工されていると思うのですが、それでも嵌合がNGでネックを前後に力をかけるとヒール側が3mmくらい開いてしまいます(右下)。斜めのほぞが、ヒールに向かって細くなっていくわけですから、ネックとボディ側を合わせるのは至難の技です。手加工でこれをやるのは不可能でしょう。
さて
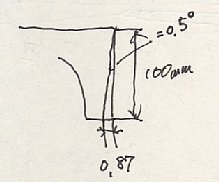 この弦高対策は、ネックのヒール部分を削ることによりボディとネックの角度をつけ、サドル部分の高さを取ることができるように加工します。こうすると相対的に弦高が低くなります。ボディ厚みが100mmで仮に0.5°の角度をつけると100mm x sin(0.5°)≒0.9mmの隙間が取れます。ボディ端からサドルまではおよそ300mmですから、3倍効いてきて、サドル高さで2.7mm程度の高さを確保できます。
この弦高対策は、ネックのヒール部分を削ることによりボディとネックの角度をつけ、サドル部分の高さを取ることができるように加工します。こうすると相対的に弦高が低くなります。ボディ厚みが100mmで仮に0.5°の角度をつけると100mm x sin(0.5°)≒0.9mmの隙間が取れます。ボディ端からサドルまではおよそ300mmですから、3倍効いてきて、サドル高さで2.7mm程度の高さを確保できます。実際にはこの部分の隙間を2mmにしたので、サドル高さで6mm確保したことになります。
さらに、これで終わりではなくて、ネックとボディの取り付け角度を変えた(削り量で2mm)わけですから、トップ表面でフィンガーボード先端とボディの隙間が同じように約2mmできてしまいます。今回はボディにそのまま接着しました。14フレット(ボディ端)が少し膨らみますが、この分はフレットボードの厚さを削ることで対応しました。かなり強引なやり方です。
2.ペグチューナー交換
経年劣化でさび付いていたチューナーを交換しました。穴径10mmでしたのでこれに合うGOTOH製 SG301-20-L3+R3-Chrome を取り付けました。オリジナルのチューナーは取付穴を埋めてから、新しい位置に開けます。
チューナーは、waverly schaller grover 等海外メーカーがいろいろとありますが、GOTOHが品質的には一番と思います。海外、日本を問わずビルダーの多くが、510シリーズを使用しています。
3.フレット打ち直し
フレット打ちの技術習得を兼ねて、リフレットを行いました。(フィンガーボードポジションマークの変更も行いましたが説明を割愛)
 まずは、古いフレットを抜きます。これには写真にあるようにフレットプラー(抜きの専用工具)でフレットを抜きます。ここれ注意しなければならないのは、古いフレットボードは脆くなっているということです。レモンオイルをぬり、はんだごてでフレットワイヤーを十分に熱してから引き抜くことです。力任せに引き抜くと間違いなく、溝のふちが欠けます。
まずは、古いフレットを抜きます。これには写真にあるようにフレットプラー(抜きの専用工具)でフレットを抜きます。ここれ注意しなければならないのは、古いフレットボードは脆くなっているということです。レモンオイルをぬり、はんだごてでフレットワイヤーを十分に熱してから引き抜くことです。力任せに引き抜くと間違いなく、溝のふちが欠けます。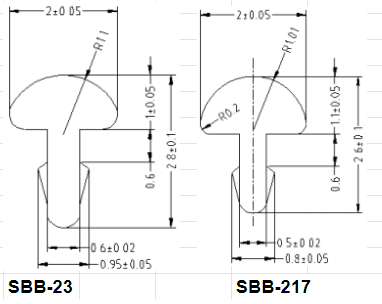 フレットワイヤーは、一般的なスモールタイプ(フレットボード上で高さ1.0x幅2.0)は、国内では三晃製作所、タイプはSBB-23(0.6mm),SBB-217(0.5mm)です。販売は大和マークでしょう。
フレットワイヤーは、一般的なスモールタイプ(フレットボード上で高さ1.0x幅2.0)は、国内では三晃製作所、タイプはSBB-23(0.6mm),SBB-217(0.5mm)です。販売は大和マークでしょう。この2つの違いは、フレットボード溝に入る足の幅です。フレットボードはエボニー(黒檀)やローズウッドのような硬い木なので、この0.1mmの差は大きいです。
リフレット時で既にフレットが打たれた後であれば、溝が既に広がっているので、0.6mmです。
新しく溝を切ったならば、0.5mmでしょう。もちろん使用する鋸の厚さによります。
他のメーカーではJim Dunlop、Jescarなどがあります。
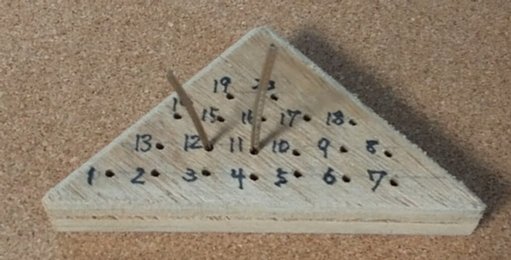 フレット打ちは、まずワイヤーを1~20フレットにあった長さにカットします。その時には、フレットがバラバラにならないための治具を作ります。これに順番にフレットを用意します。
フレット打ちは、まずワイヤーを1~20フレットにあった長さにカットします。その時には、フレットがバラバラにならないための治具を作ります。これに順番にフレットを用意します。 まず、フレットボードの曲率より少し強めにRをつけておきます。フレット浮きを押さえるために重要なことです。足つきのフレットにRをつけるわけですから、このように加工したラジオペンチも必要になります。このラジオペンチは、先の曲がったものにフレット足を挟めるように加工されています。最近はフレットベンディングプライヤーもあります。
まず、フレットボードの曲率より少し強めにRをつけておきます。フレット浮きを押さえるために重要なことです。足つきのフレットにRをつけるわけですから、このように加工したラジオペンチも必要になります。このラジオペンチは、先の曲がったものにフレット足を挟めるように加工されています。最近はフレットベンディングプライヤーもあります。フレットを溝に打ち込むためには、金属製のハンマーはフレットを傷つけるのでプラスチックハンマーが必要です。
まずは、端から打ち込みます。端が打ち込み終えたら、逆の端を打ち込み、最後に真ん中を打ち込みます。フレットボードにハンマーヘッドが当たると痕が付くので、あまりハンマーを振り上げずに10mmの高さに上げて打ち込みます。叩くというよりも押し込む感じで打ちます。
今回はフレットボードをネックから剥がしてしまったので、打ちやすいですが通常はネックに付いた状態でフレットを打ち込みます。短い1フレットから順に打っていったほうが慣れてくるのでいいと思います。
 全部打ち終わったら、フレットカッターででっぱりを切り取ります。フレットカッターには、図のように2種類あり、左のほうが使いやすいです。先端が平らなので後のヤスリ掛けが楽になります。
全部打ち終わったら、フレットカッターででっぱりを切り取ります。フレットカッターには、図のように2種類あり、左のほうが使いやすいです。先端が平らなので後のヤスリ掛けが楽になります。
 さらにフレットレベラー(に取っ手を付けました)ででっぱりを平らにします。
さらにフレットレベラー(に取っ手を付けました)ででっぱりを平らにします。次に端をフレットボードとの角度60°でヤスる治具(これもフレットレベラーに取っ手を付けた自作です。市販もされています。)で揃えます。
さらにエッジを丸くしていきます。ここの工程はフレットワイヤー一本一本についてやっていくので、すごく時間がかかります。但し、ここでワイヤーのエッジを丁寧に丸く仕上げておくかどうかで演奏性が全く違います。
冬になると木と金属の膨張率(収縮率)の違いでフレットワイヤーがフレットボードの両端から出てきて、これが微妙に手にふれてザラザラとして違和感になります。これを防ぐためには、打ち込む前にフレットワイヤーの両端の足を2mm位落としておくのが良いです。そのための工具があります。普通のニッパと金属ヤスリでもできますが、これだけで1日かかるので、フレットタングニッパーは必要でしょう。
すべてのフレット処理が終わったら、フレット高さの調整をします。
まず、レベラー(やすり)でフレットの高さを粗く平面にします。
次に、フレットファイルでフレットの山を丸く整えていきます。フレットファイルは、幅が広めの物を使います。スモールサイズ(幅2mm)用はピッタリすぎて動きません。
フレットの高さの均一性を確認します。両隣のフレット合わせて3フレットで高さがそろっているかを見ます。押さえつけて高さが違うとカタカタと音がします。これには小型曲尺を使用しました。真ん中、左端、右端の3カ所で確認します。
高さが揃ったら#400の紙ヤスリ→スチールウール(100均)→キズ取り用コンパウンドで仕上げていきます。コンパウンド前に高さをもう一度確認します。
リフレットの時は比較的簡単ですが、この作業がそのギターの演奏性を決めるといっても過言ではありません。
4.ネック細径化
 初期のヤマハはネックがクラッシクギターのように太く、押さえにくいので、細くしようと考えました。この時は、ただ闇雲にネックを削りました。自分の感覚を信じて。
初期のヤマハはネックがクラッシクギターのように太く、押さえにくいので、細くしようと考えました。この時は、ただ闇雲にネックを削りました。自分の感覚を信じて。当たり前ですが、各フレットの断面を表すテンプレートを作っておくと良いですね。
5.ネック塗装
ネックを細径化の後にシェラックニス塗装のテストを行いました。
シェラックニスは、カイガラムシの分泌物から精製される樹脂状の物質で、アルコールで溶かして使用します。クラシックギターや音にこだわる製作家の間で使用されています。その理由は、塗膜が薄くでき、音に対する影響を最小限にできることです。
シェラックを購入し、ネックに塗装しましたが、乾燥に非常に長い時間がかかる、乾いた後も厚く塗りすぎたせいか、数か月は塗膜が柔らかく、押し付けるとその痕がつく状態でした。完全に乾燥するには2年くらいかかったと思います。また、経年でクラックも発生しました。今は安定していて問題なく使用できていますが。
なので、シェラックを使うことは個人的にはないと思います。
6.ナット交換&サドルTUSQ化
1973年頃のギターなので、ナットもサドルも古くなっています。また、材質もプラスティックです。
TUSQは、牛骨等の天然材料に比べて、音量が劇的に上がる材料です。サドルに使用するのが効果的です。サドルをTUSQに替えたことにより、音量がアップしました。良い弦楽器は音量が出ることが一番重要です。
以上で、FG-130のリペアの説明は終わりですが、このリペアを行ったことにより、ネックーボディ接続の重要性、塗装のやり方がよくわかりました。修理をするということは、ギターの内部構造や製作方法を理解するにはもってこいですね。
カテゴリー分け [introduction]
ギターを作るとなると知らなければならないことはたくさんあります。ブログは(インスタも)日々の出来事を綴る日記のようなもので、今日書きたいことはあるのですが、まだ結果が出ていないと尻切れトンボになってしまいます。
整理してまとめて話さないと理解してもらえないところがありますので、以下のカテゴリーに分けて話題を書いていきたいと思います。
・introduction 紹介
・theories★
-------------------------------------------------
・target どんなものを作るか
・Assembly procedure 組立手順
・design drawing 設計図面
・woods 木材
・parts 部品
・tools 工具
・jig 治具
・top サウンドボード
・back 裏板
・side/body 測板・胴体
・neck/tailblock ネック・テールブロック
・neck/head ネック・ヘッド
・fingerboard フィンガーボード
・finishing 塗装・仕上げ
・evaluation 評価
・analysis 分析
-------------------------------------------------
・voicing ★
・original guitar #1 ★
・original guitar #2 ★
・repair ★
・books
★ギターを作るのにやはりどういった原理で音が鳴っているのかということを知らないとボイシングということに進めないと思い追加しました。勿論、これは私が考えたことではありませんが、理屈を知らないと。
★ボイシングは、良い音を出すためのアプローチ方法です。これは、理論を書いてある本はあるのですが、具体的な方法や寸法などどうすれば良いかは誰も教えてくれません。ここが最重要ポイントなのですね。
★オリジナルギターは、個々のギターの総括です。
★リペアとは修理のことですが、ギター製作に入る前に中古ギター(信頼のおけるyamahaのギター)をネットオークションで買い、修理・分解をしてギターの構造を理解しました。これは、かなり重要な経験でした。その時のことを話そうと思います。
整理してまとめて話さないと理解してもらえないところがありますので、以下のカテゴリーに分けて話題を書いていきたいと思います。
・introduction 紹介
・theories★
-------------------------------------------------
・target どんなものを作るか
・Assembly procedure 組立手順
・design drawing 設計図面
・woods 木材
・parts 部品
・tools 工具
・jig 治具
・top サウンドボード
・back 裏板
・side/body 測板・胴体
・neck/tailblock ネック・テールブロック
・neck/head ネック・ヘッド
・fingerboard フィンガーボード
・finishing 塗装・仕上げ
・evaluation 評価
・analysis 分析
-------------------------------------------------
・voicing ★
・original guitar #1 ★
・original guitar #2 ★
・repair ★
・books
★ギターを作るのにやはりどういった原理で音が鳴っているのかということを知らないとボイシングということに進めないと思い追加しました。勿論、これは私が考えたことではありませんが、理屈を知らないと。
★ボイシングは、良い音を出すためのアプローチ方法です。これは、理論を書いてある本はあるのですが、具体的な方法や寸法などどうすれば良いかは誰も教えてくれません。ここが最重要ポイントなのですね。
★オリジナルギターは、個々のギターの総括です。
★リペアとは修理のことですが、ギター製作に入る前に中古ギター(信頼のおけるyamahaのギター)をネットオークションで買い、修理・分解をしてギターの構造を理解しました。これは、かなり重要な経験でした。その時のことを話そうと思います。
このブログの目的・対象とする人 [introduction]
アコースティックギターの製作を目指し始めて、10年のブランクを含め、14年目になるわけですが、感想を一言でいうと、まあ、面白いです。
別に商売しようと考えているわけでもなく、純粋に自分の好みに合ったものを作りたいと思っています。
ギター製作の技術はまだまだですが、全体像も経験的につかめてきましたし、2台を完成させたということもあり、少し自信もついてきました。
CNC加工機械を揃えたプロのビルダーではなく、6畳一間が製作部屋なので、その辺りのノウハウを「これから趣味でギターを作ってみたいと思っている方」に伝えていければ良いと思っています。
今思いつくポイントを列挙すると
1.木材加工技術は、ある程度必要になる。
2.様々な工具が必要になるが、電動工具は極力使わない。
3.必要な材料は専門メーカーがあり、ネットで調達できるので心配ない。
4.家具ではないので、いくら外見の良いものを作っても、音がすべてである。
(家具メーカーを下に見ているわけではありませんので、誤解のないように。)
5.ボイシング(音作り)と木工を並行して行うので、その兼ね合いが重要になる。
6.本に書いてあったり、ネットで出てくるギターの定説は疑ってみる必要がある。
7.メイキング関連本を読むのは大切だが、実際やってみると迷うことが多い。
8.加工方法、組立方法は十人十色で、結果は同じだが、やり方はいろいろある。
9.無理せず加工完成部品を購入したほうが手っ取り早くできる。
10.必要のない装飾は最小限にする。
です。
具体的にどういうことかは追々説明していきます。
別に商売しようと考えているわけでもなく、純粋に自分の好みに合ったものを作りたいと思っています。
ギター製作の技術はまだまだですが、全体像も経験的につかめてきましたし、2台を完成させたということもあり、少し自信もついてきました。
CNC加工機械を揃えたプロのビルダーではなく、6畳一間が製作部屋なので、その辺りのノウハウを「これから趣味でギターを作ってみたいと思っている方」に伝えていければ良いと思っています。
今思いつくポイントを列挙すると
1.木材加工技術は、ある程度必要になる。
2.様々な工具が必要になるが、電動工具は極力使わない。
3.必要な材料は専門メーカーがあり、ネットで調達できるので心配ない。
4.家具ではないので、いくら外見の良いものを作っても、音がすべてである。
(家具メーカーを下に見ているわけではありませんので、誤解のないように。)
5.ボイシング(音作り)と木工を並行して行うので、その兼ね合いが重要になる。
6.本に書いてあったり、ネットで出てくるギターの定説は疑ってみる必要がある。
7.メイキング関連本を読むのは大切だが、実際やってみると迷うことが多い。
8.加工方法、組立方法は十人十色で、結果は同じだが、やり方はいろいろある。
9.無理せず加工完成部品を購入したほうが手っ取り早くできる。
10.必要のない装飾は最小限にする。
です。
具体的にどういうことかは追々説明していきます。



