オリジナルギター4 サイド8:ブックマッチ前微調整&テールブロック接着 [original guitar4]

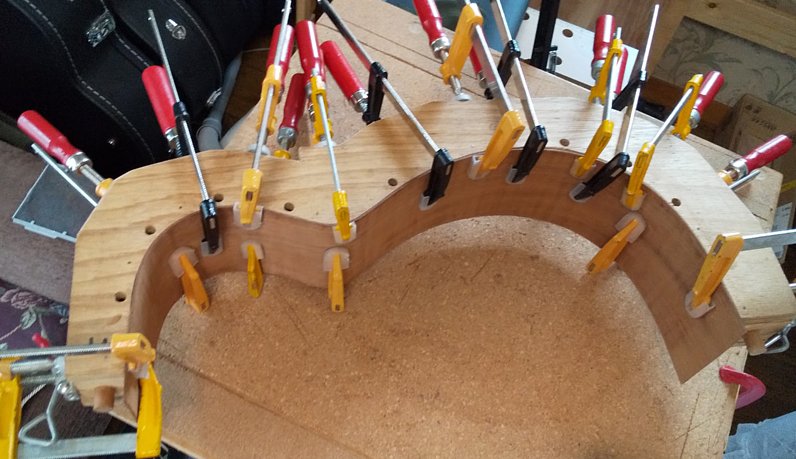
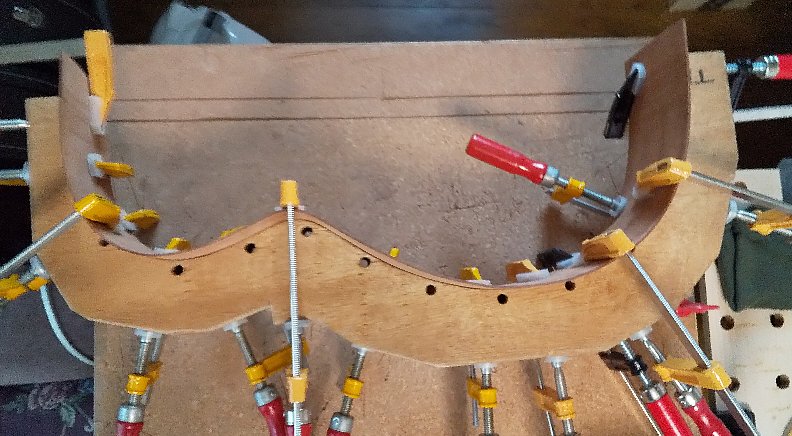
テール側、ヒール側の接着位置が決まったら、ヒール(ネック)側を固定し、全体が斜めにならないようにテール側をあわせます。モールドをセットする基準線に合わせておかないと接着面が斜めになるので注意します。緩んでいたモールドのクランプを締めて、接着面がピッタリと合わさるように調整します。
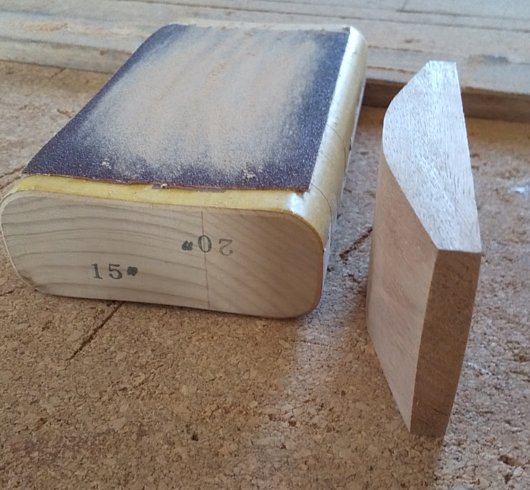
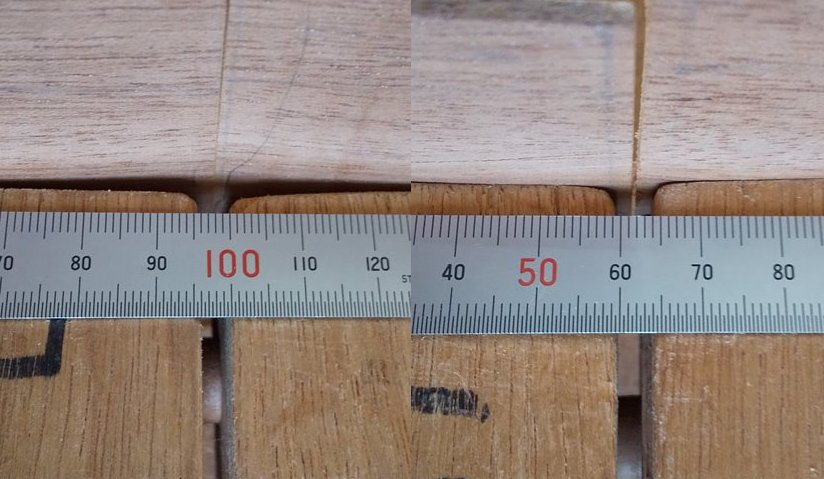
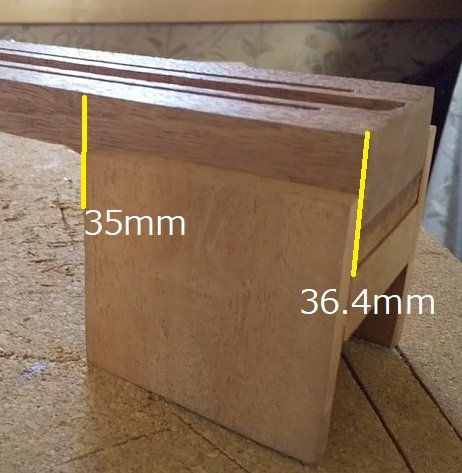
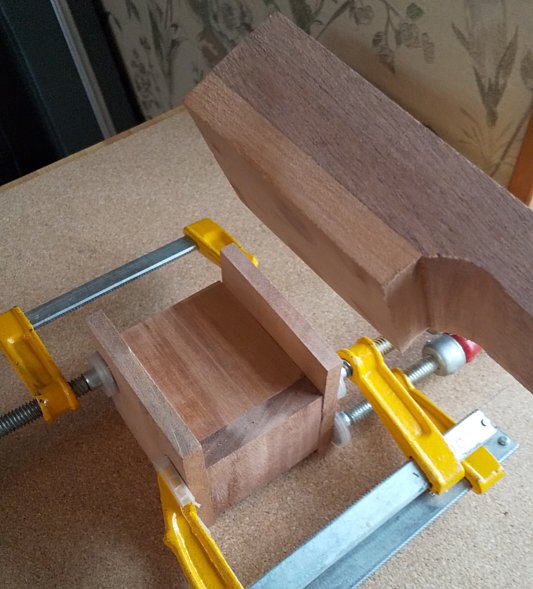
テールブロック(幅49mm ライニング幅6mmに合わせて厚みをテーパーにします。)を接着します。設計値96mmに対して100mmの高さがあります。サイドも4mm余裕を持っているのでこの中央に貼り付けます。
オリジナルギター4 サイド7:テールブロック整形 [original guitar4]

オリジナルギター4 サイド6:ブックマッチ前整形 [original guitar4]




反応の良いギターはウルフノートが発生しやすいのか [tests]
ウルフノート(ウルフトーン)は、あるノート(音程)の周波数がギター自身が持っている共振モードと一致する時に発生します。000タイプの中型ギターでは、
・ヘルムホルツ周波数:T(1,1)1(90~105Hz)と6弦の3,4,5フレット(97.5,104,110Hz)のいずれか
・トップモノポール周波数:T(1,1)2 (170~200Hz)と4弦の3,4,5フレット(175,185,196Hz)のいずれか
が最も発生しやすい周波数です。ドレッドノートタイプではもう少し低いかもしれません。
トップモノポール周波数とノートが一致する弦が弾かれると、ブリッジからトッププレートを振動させますが、ほぼ同時にそれを打ち消す方向に振動が起こるため、サスティーンのまったくない”ボッ”という短い音で終わります。ヘルムホルツ周波数でも同じようなことが起こります。
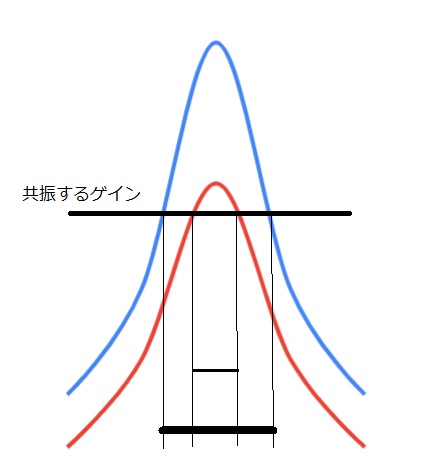
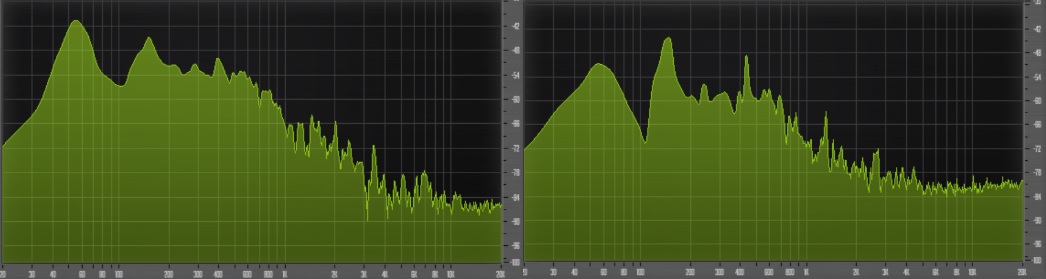
当然ですが、これは弦の振動に対して反応の良いギター(青)に発生しやすくなります。図の縦軸がゲイン、横軸が周波数とすると、反応性を落とせ(ゲインを下げれ)ば、共振する周波数範囲は狭くなります(赤)。
通常は、使用するノート(音程)の真ん中にくるように共振周波数を配置するのですが、反応の良いギターは弦の振動に対してゲインが高すぎるので、真ん中に配置したとしてもその両脇のノートと共振してしまうことになります。
強制振動テストでtanδが小さくなれば(粘性がなり減衰が弱まる)、グラフはより尖った形になり、共振する周波数範囲は狭くなります。よって共振周波数がノート(音程)の周波数からある程度離れていれば、共振し難くなります。今、強制振動テストを行っている理由がこれです。
オリジナルギター3の現状(強制振動テスト400時間終了)を具体的に書くと
ヘルムホルツ周波数:T(1,1)1=107Hzで、 6弦3フレット(97.5Hz)、6弦5フレット(110Hz)に比べて、6弦4フレット(104Hz)の基音のサスティーンが短くなっています。
トップモノポール周波数:T(1,1)2 =191Hzで 4弦3フレット(175Hz)、4弦5フレット(196Hz)に比べて、4弦4フレット(185Hz)の基音のサスティーンが短くなっています。
強制振動テストを開始した時に比べると、明らかに基音のウルフノートは気にならなくなってきていますが、完全ではありません。
ウルフトーン対策としては、効率を悪くする(ゲインを下げる)か、共振周波数を変えて共振しない位置に持っていく方法があります。
対策をする前に粘性を減らす)ことによって、ゲインを上げ、共振帯域幅を狭めることにより、最も効率の良い形にしてから対策を打ちたいと考えています。
<参考ページ>
Does any guitar have a wolf note?
「空気」の共鳴は湿度が上昇するとピッチが上がりますが、「木」の共鳴はピッチが下がります。相対湿度 45% では正しく (または間違って) 並んでいるものも、30% や 60% ではまったく整列しない可能性があるため、「オオカミ」が行ったり来たりする可能性があります。
Question about eliminating wolf tones.
文中、the soundboard is ….. usually pitched two or three tones higher than the back. とありますが、soundboardとbackが逆です。
オリジナルギター3:強制振動テスト9 第4ラウンド終了 [tests]
強制振動テストを400時間行った結果をまとめると、
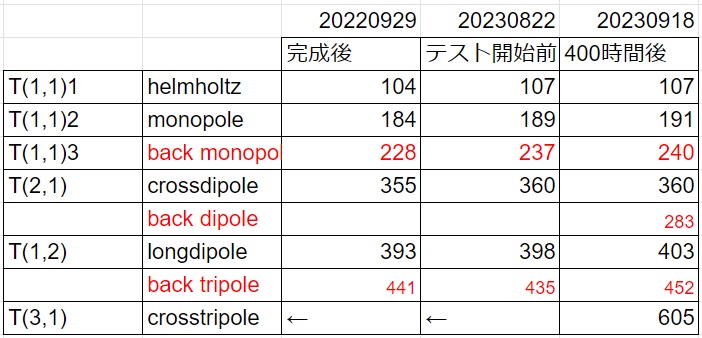
0.強制振動テストによる共振周波数の変化は小さい。ヘルムホルツ周波数は変化なし。トップモノポールは2Hzアップした。バックモノポールは3Hzアップした。完成後(1年前)からすると全体に数Hzアップしているので、経年による変化が大きいと思われる。Crosstripole(605Hz)は以前からあったので、変化していません。
1.ヘルムホルツ周波数のウルフトーンの低減
・6弦4F(G#)にまだ残っている。
・6弦3F(G)や5F(A)の基音が6秒程度サスティーンがあるのに対して3秒でなくなる。
2.トップモノポール周波数のウルフトーンの低減
・4弦4F(F#)にわずかに残っている。
・4弦3F(F)が4秒、5F(G)の基音が3秒程度サスティーンがあるのに対して2秒でなくなる。
3.サスティーンの効果
高音域のサスティーンは明らかに良くなっているが、定量的に測定できていない。
今後は、「ウルフトーンの低減」に焦点を絞っていきます。
オリジナルギター4 サイド5:ベンディング加工2 [original guitar4]

オリジナルギター4 サイド4:ベンディング加工1 [original guitar4]

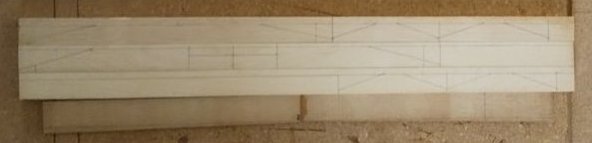
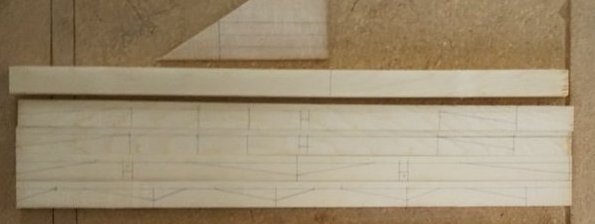
さて、厚さを2.0mmにした後、木目の流れを見て、ブックマッチする表裏を決め、ベンディングの目安になるラインを書きます。
1.仕上がり96mmに対して110mm幅にカットしてあるので、ボトムから4mm、アップから10mmの余裕を見て、基準線を引きます。
2.さらに
①ヒールから125mmがアッパーボウトの中心
②ヒールから280mmがウエスト
⓷ヒールから520mmがロワーボウトの中心
に曲げの基準線を引きます。ウエストは曲げが反対になるので、裏面に引きます。




オリジナルギター4 補修用削り粉 [original guitar4]

補修のために、工程の中で出る削り粉をとっておきます。
右から、シトカスプルース、ホンジュラスマホガ二ー、ホンジュラスローズウッドです。
シトカスプルースはトップのブックマッチのサンディング時に、
ホンジュラスマホガニーはバックの厚さ調整加工時に、
ホンジュラスローズウッドはフィンガーボードのサイドサンディング時に、
取っておきます。
スプルースはサイドとの接着時の隙間補修時に(バインディングがないので)
マホガニーはサイドとの接着時の隙間補修時に(バインディングがないので)
ローズウッドはフレットの溝埋めに
使います。
オリジナルギター4 サイド3:厚さ加工 [original guitar4]

サイドの厚さ調整加工をします。
今までは、粉塵が酷いので電動サンダーを使って外でやっていました。9月中旬になれば暑さも和らぐと思い、先延ばしにしていましたが、今年は暑さが中々引かず、他の部位の進度が進み過ぎたため、今日サンドペーパーを使って冷房の効いた室内で、なるべく埃がたたないように掃除機で細目に吸いながら行いました。
厚さバラツキが出ないように2枚並べて一緒にサンディングして、2.6mm⇒2.0mmにしました。
オリジナルギター4 ネック14:トラスロッド&補強カーボンロッド埋め込み [original guitar4]

トラスロッドは金属、カーボンロッドも木ではないため、接着剤にはタイトボンドではなく、エポキシ系接着剤(セメダインスーパー60分型)で固めます。溝に接着剤を充分入れてロッドを押し込みます。その上から、ビニールを置いて、上からフィンガーボード、その上から添え木を置いてFクランプで締めていきます。ヘッド側にもカーボンロッドの先端が来るため、同じようにビニールを敷いて上から添え木をあててFクランプで締めこみます。
トラスロッドとカーボンロッドの組み込み準備をします。溝の深さ調整&清掃、トラスロッドとカーボンロッドを実際に溝に入れて、接着剤をつける手順を同じように、接着前に必ずシミュレーションしておきます。接着剤をつける工程や複雑な手順の工程は必ずシミュレーションしておかないと後戻りができないので手順に問題がないかを確認しておきます。
トラスロッド調整ビス用穴を開けた後、トラスロッド調整ネジにエポキシ接着剤が入り込まないように、マスキングしておきます。
トラスロッド&補強カーボンロッドを先ほどの手順通りに組み込んで埋め込みます。

一昼夜おいて、クランプを外します。
オリジナルギター3:強制振動テスト8 第3ラウンド終了 [tests]
300時間終了しました。
周波数特性の変化はありません。
今までの結果から期待する効果は、
1.ヘルムホルツ周波数のウルフトーンの低減
2.トップモノポール周波数のウルフトーンの低減
3.サスティーンの効果
サスティーンはいくらか豊かになり、ウルフトーンはやや低減されたと感じます。
400時間経過後、データを取ります。
オリジナルギター4 ネック13:穴開け2 [original guitar4]
事前に手順を考えて、最後までシミュレーションしてから穴を開けます。
まず、Φ2.5のビットで中心を決める穴を開けます。
①ネックブロックの裏側から中心線を引き、11mmと51mmの位置にビスの中心に印をつけ、Φ2.5の穴を開ける。
②ネックブロックとネックを嵌合し、ネックに穴の中心をΦ2.5のビットで写す。
⓷ネック側に中心位置から同じ高さ(底面から15mm)にバレルナットの中心を決め、両側からΦ2.5で中心穴を開ける。

④ネック側にバレルナット穴Φ10を両側から貫通させます。
⑤ネック側にバレルナット用ビスの貫通穴Φ6.5を開けます。

⑥ネックブロックにもΦ6.5で取付穴を広げます。

⑦ビスを留めて完成です。
今回のΦ10のバレルナット用穴開けは失敗しました。穴を開ける時にネックの左右から開けるのですが、この中心がズレてしまいました。おそらく原因は、誘い穴Φ2.5を開ける時に垂直になっていなかったためだと思います。

結果的にΦ10の穴が広くなりすぎてガタツキがでて、斜めになってしまうため補正の詰め物を入れて水平に固定できるようにしました。
オリジナルギター4 ネック12:穴開け1 [original guitar4]

今回のネックはフェンダータイプです。アコースティックギターではお目にかかったことはありません(おそらく)。究極のシンプルネック構造だと思います。オリジナルギター3の構想時にチルトネック構造などいろいろと調べました。チルトネックにはしませんが、最もシンプルな構造をアコースティックギターで実現したいと考えています。この構造を取ることでヒールレスネックを実現します。
嵌合調整は、ネックブロックとネックの両方を組み合わせて作っていきます。ここはギター作りの中で最大のポイントです。ネックとネックブロックの嵌合調整をした後、最後にネック取り付け穴開けを行います。
この構造のポイントはバレルナットです。このナットは鬼目ナットのように木に食い込ませずに締め付ける力だけで固定する方法です。ナットが回転するため締め付け角度が変わっても対応できます。家具に使われています。
オリジナルギター4 ネックブロック4:ネックとの嵌合・寸法調整 [original guitar4]




オリジナルギター4 ネック11:外形中削り2 [original guitar4]


オリジナルギター4 ネックブロック3:仮組み・接着 [original guitar4]


オリジナルギター4 ネック10:外形中削り1 [original guitar4]




今回はフェンダータイプのネック構造なのでヒールレスです。ネック厚を調整するための補強材を接着します。ネックブロックの組立と同時にネックの幅と高さの調整をします。ヒール部の形状の調整はサイドとの嵌合調整時に行います。
オリジナルギター4 トップ12:ブレース組合せ調整・加工 [original guitar4]
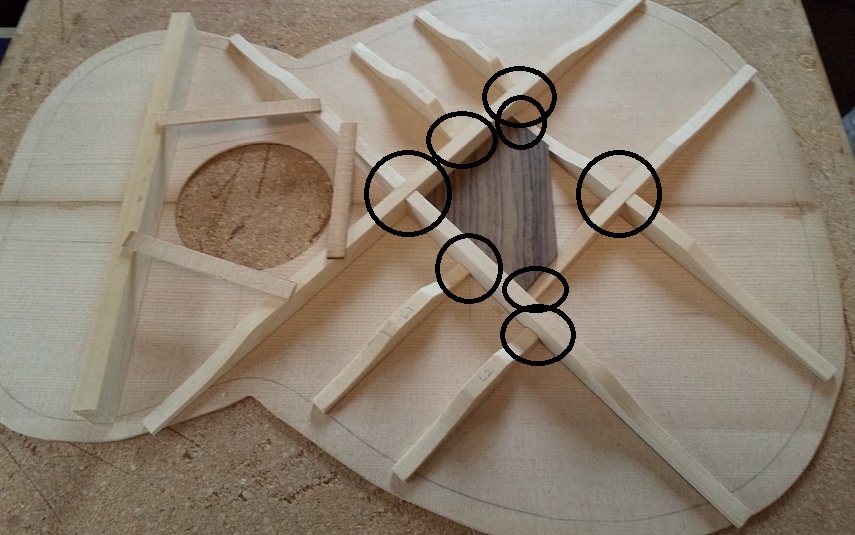
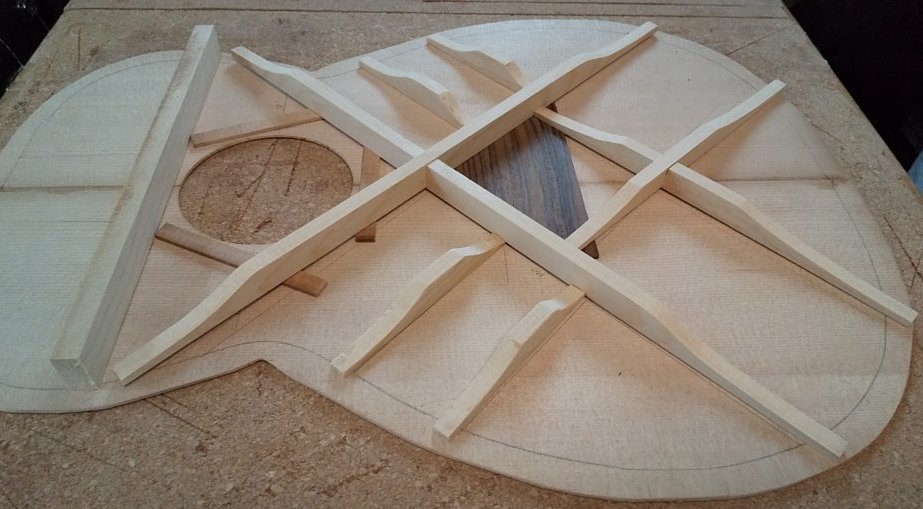
トップブレースをスキャロップ加工した後、各ブレースがクロスする部分を加工していきます。
まず、Xブレースの角度を95°になるように調整します。さらに、ダブルXを構成するトーンブレースのクロス部分も95°に調整します。次に、2本のトーンブレースの端をXブレースに食い込ませるようにします。4本のフィンガーブレースも同じようにXブレースに食い込ませるようにします。ブリッジプレートは少し大きめに合わせておきます。ブリッジプレートとサウンドホール周りの補強材は、すべてのブレースが接着し終わった後に角度と大きさを合わせて接着します。
オリジナルギター3:強制振動テスト7 第2ラウンド終了 [tests]
伝振動スピーカー(ピタッとスピーカーplus)は、ラッキーなことに中のコイルが壊れていたわけではなく、外装とそれを止めるパッキンが振動してビビり音を出していただけでした。外装を接着し直し、再び振動テストを行います。
400時間まで続けようと考えてます。今までの結果から期待する効果は、
1.ヘルムホルツ周波数のウルフトーンの低減
2.トップモノポール周波数のウルフトーンの低減
3.サスティーンの効果
です。
200時間終了しました。ウルフトーンの低減を狙って行っていますが、あまり変化はありません。さらに続けます。
オリジナルギター4 バック7:ブレース接着前スキャロップ加工 [original guitar4]

オリジナルギター4 トップ11:ブレース接着前スキャロップ加工 [original guitar4]
オリジナルギター4 バック6:ブレース材作図と加工 [original guitar4]
バックブレースは3本使います。上から第2ブレースとラジアルブレースx2本、
次が第3ブレース、次がトランスバースブレースとラジアルブレースx2本、一番下は、トップ端材から切り出したマリッジストリップ(ブックマッチラインの補強材)です。

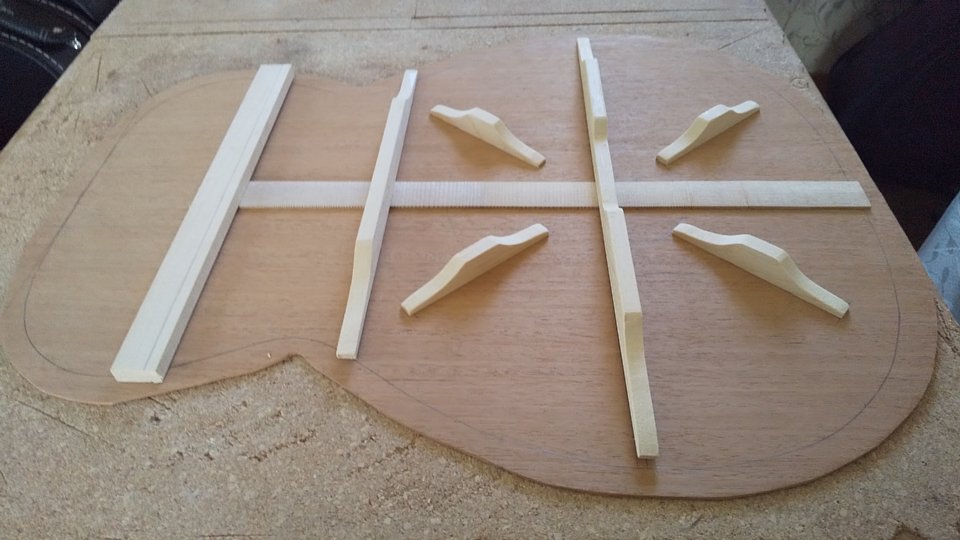
オリジナルギター4 トップ10:ブレース材作図と加工 [original guitar4]

ブレース材は5年前に購入したものを使用します。アイチ木材加工で500x20x9mmが8本、500x20x12mmが1本(のこぎり分2mmx8個=16mm)に加工してもらっています。
加工代は、税込み1080円(2018/09当時)、トップで5本、バックで3本使い、1本余ります。切断した側面が切りっぱなしなので、サンドペーパーで均します。
一番上は、トップの端材から切り出すサウンドホール周りの補強材です。
12mm厚の木材は、トランスバースブレースに使います。
次の2枚がXブレース、次がトーンブレース(ダブルXを構成)、最後がフィンガーブレース4本です。

切り出したものです。これからさらに側面からの投影面を残して形を整えてから貼り付けます。
強制振動テストで音が変わる要因 [tests]
強制振動テスト(トップに100時間)では、
・サスティーンが伸びる。
・デッドポイント(ウルフトーン)が軽減される。
・全体の音量が上がる。
ことが確認されました。
この論文にあるように、「木材に振動が加えられるとその履歴でtanδ(損失係数)が低減」します。tanδは材料の力学物性に対する粘性を弾性で割ったもので、「振動により木材の内部構造が変わり、粘性がなくなる」と考えられています。また、この現象は振動が加えられなくなると少し戻る傾向にあります。
粘性がなくなるので減衰が弱まり、サスティーンが伸びるようになります。
tanδ(=η:損失係数=Δf/fo(Δfは3dB下がった共振周波数帯域幅))が低減すると、共振周波数foは変化しないとすると、共振周波数帯域幅Δfが狭くなります。今回の例でいえば、F-F#/Gb-G(175〜185〜196Hz)(トップモノポール周波数は189Hz)辺りの共振が激しく、弦を弾くと直ぐに基音が落ちてしまうのが、低減されました。但し、共振周波数が弦の周波数(ノート)にぴったりとあっていると改善されません。共振周波数がノートに重なっているのに改善されたように聴こえるのは、その倍音、3倍音のサスティーンが伸びたからです。また、ミッシングファンダメンタルの影響もあるかもしれません。
通常は共振帯域幅は10Hz程度なので、弦のノートの真ん中(180か190Hz)に共振周波数を設定しますが、今回は帯域幅が広い(20Hz以上)ので、低減されましたが完全になくなったわけではありません(175Hzはなくなったが185、196は残ってる)。完全になくすためにはさらに対策が必要です。
さらに、損失係数が小さくなることで振幅も増え、音量が上がることになります。
オリジナルギター3:強制振動テスト6 バック終了 [tests]
バックについても強制振動テストを続けていましたが、2日目を終了(34.7時間経過)した時点で伝振動スピーカー(ピタッとスピーカーplus)が壊れました。振動させ過ぎたせいか、接着部が外れて、雑音が混じっています。ここでテストは終了します。
バックモノポールは変化していません。他の周波数特性も大きな変化はありません。サスティーンも変わっていません。
バックを強制的に振動させたときの影響は、トップに比べて少ないということは言えると思います。伝振動スピーカー(ピタッとスピーカーplus)を修理するか、新しいものを調達するかして、テストを再開したいと思います。
オリジナルギター4 ボイシング3:トップ板単体のボイシング(ロゼッタ、サウンドホール加工後) [original guitar4]
オリジナルギター4 トップ9:ロゼッタを均す。 [original guitar4]
オリジナルギター4 トップ8:ロゼッタ嵌め込み・接着 [original guitar4]
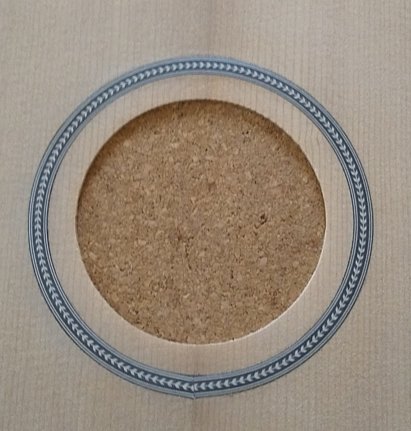
サンドペーパーでバリをとった溝にロゼッタをはめ込みます。ロゼッタの長さをぴったりと合わせてカットします。
タイトボンドで接着しますが、スプルースは水を吸うと膨張し、入らなくなるため、ロゼッタ側にタイトボンドを塗り、直ぐに押し込んで固定します。
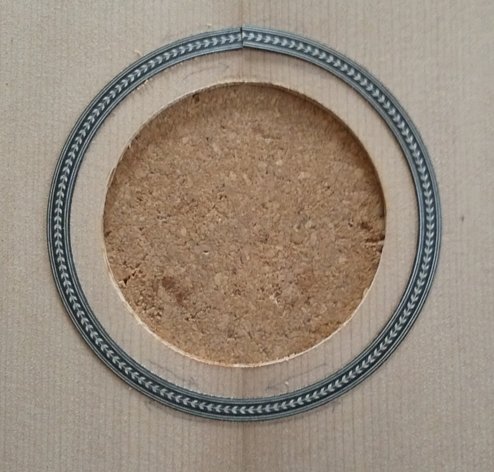
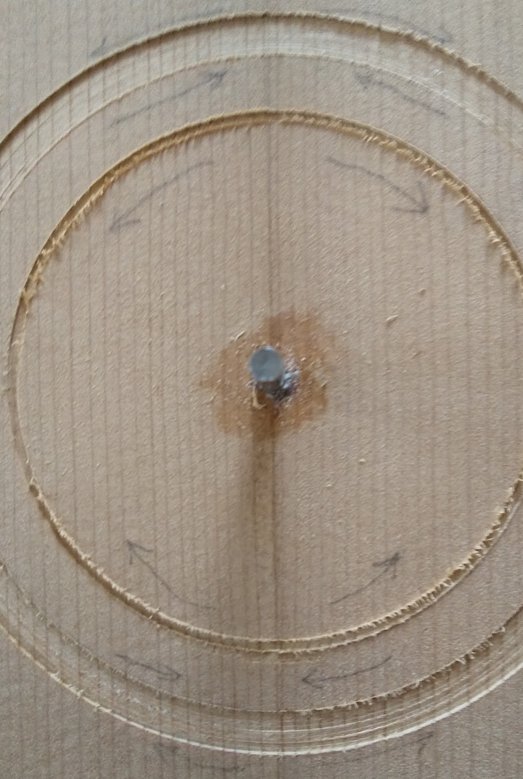
オリジナルギター4 トップ7:ロゼッタ溝掘り・サウンドホール開け [original guitar4]

ロゼッタ溝加工とサウンドホール開けには、ドレメルルーター(model395*既に廃番)にStewMacのSoundhole and Rosette Routing Jigを装着して行います。

オリジナルギター3:強制振動テスト5 バック開始 [tests]
バックについても強制振動テストを行います。
トップよりは影響は少ないと思いますが、強制振動テストで特性が変化する(木材の特性tanδが小さくなり、サスティーンが伸びる)のを確認したいと思います。
トップ100時間経過したところで、周波数特性は取ってあります。
オリジナルギター2では、
「バックの経過は、
・36時間で、サスティーンが効くようになってきている。
・バックモノポール243Hzが強くなっている。
・コードストロークのバランスが良くなった。ヘルムホルツ周波数97.5Hzは変化しないが、G(98Hz)にサスティーンがあるように聞こえるようになったのは3倍波である294Hzのサスティーンが良くなったためで、97.5Hzが良くなったわけではない。」
とありますから、バックをすることで音がどう変化するかは興味があります。



