

オリジナルギター3 ボディ8:バックとサイドの隙間をパテで埋める。 [original guitar3]

サイドをサンディングした時に出た粉をとっておき、タイトボンドに混ぜてパテを作ります。
バックの貼り合わせ時の隙間をパテで埋めます。バインディングをしないので、これが不完全だと隙間が塗装後にも残ります。

オリジナルギター3 ボディ7:サイド、バックを#120で平坦化 [original guitar3]
ボイシングにより最終的な共振周波数が決まったので、ネックと共に塗装工程に入ります。

バック&サイドから行いますが、トップがローズウッドの削り粉で汚れないようにカバーします。

サイドには、購入時からカット後がついていることが多いので、#120で平坦化します。
・ラディウスサンドブロック10"でロワーボウトの曲線部
・丸棒に#120を巻き付けてウエスト部
・ラディウスサンドブロック20"でロワーボウトのテール部とウエスト部からロワーボウトの繋ぎ部
・ラディウスサンドブロック10"でアッパーボウトの曲線部
・ラディウスサンドブロック20"でアッパーボウトのネック接続部とウエスト部からアッパーボウトの繋ぎ部

幅方向の凹凸がなくなるように、念入りに行います。まだ、残っています。
バックはスポンジブロックに#120をあてて、サンディングします。
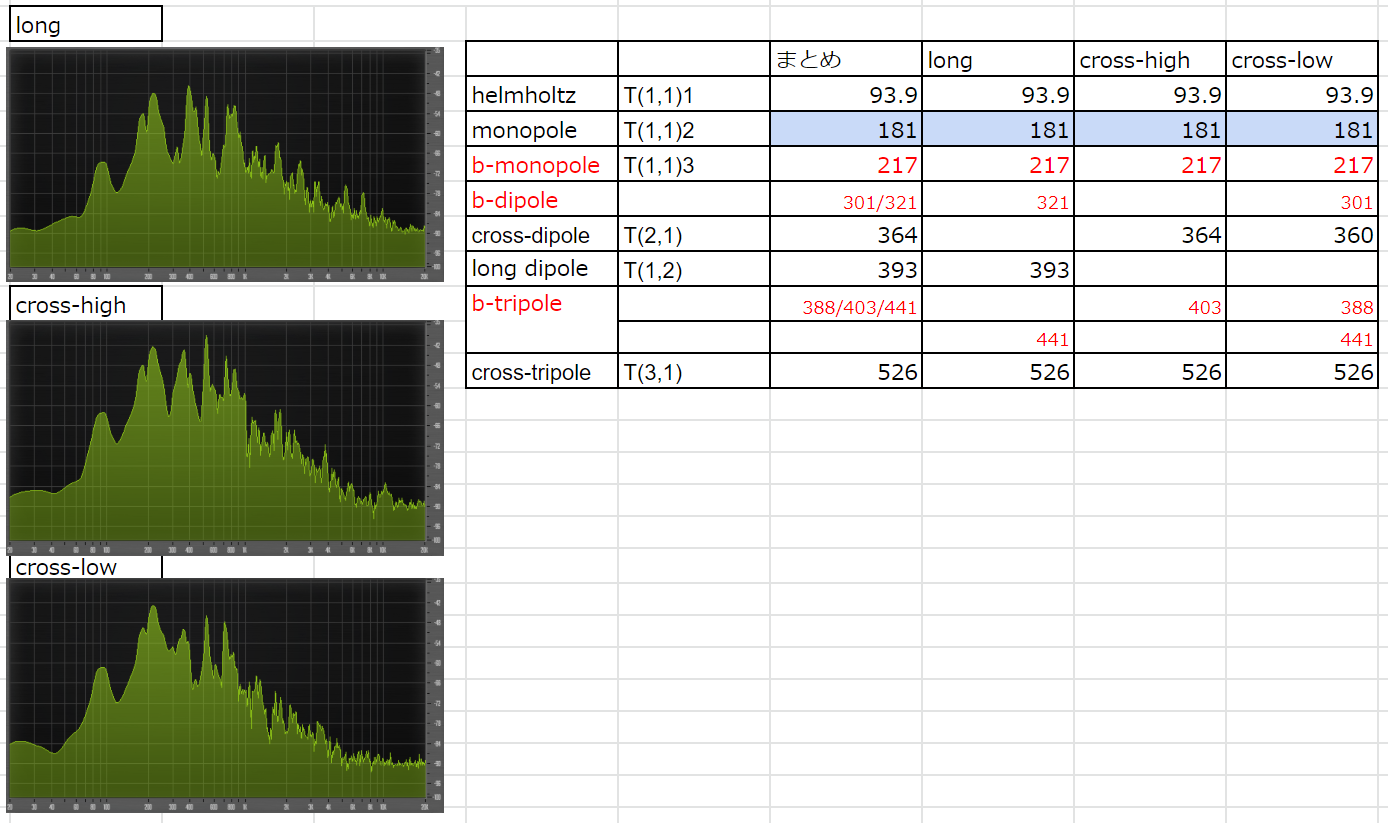
オリジナルギター3 voicing13:ヘルムホルツ周波数の調整 [voicing]

現在、ヘルムホルツ周波数97.5Hzです。G:98Hzと被ってしまい、Gのサスティーンが伸びないので、移動することを考えています。
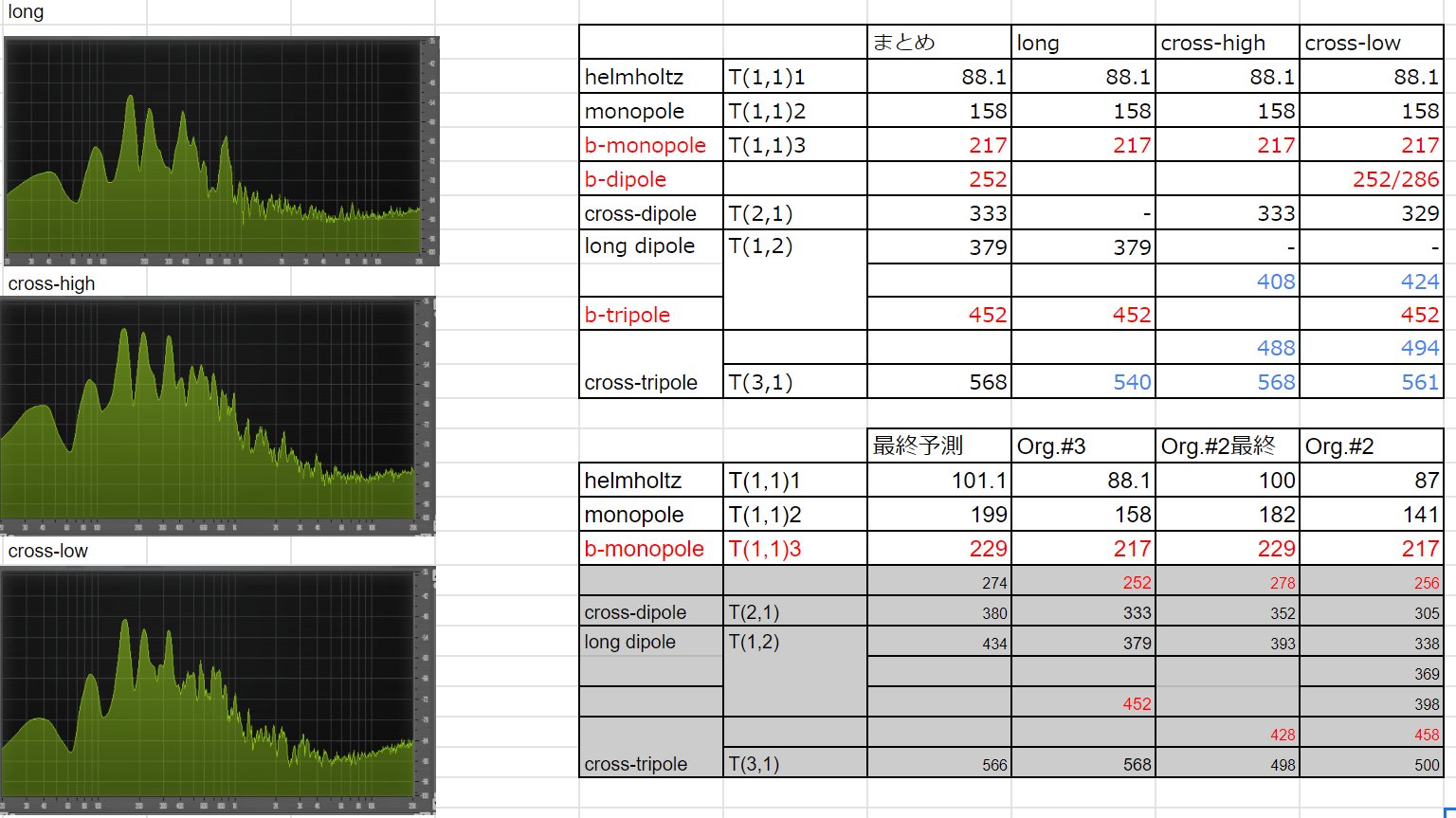
元々、構想段階ではサウンドホール径を80mmから始めて、徐々に大きくしていって、ヘルムホルツ周波数を徐々に高くすることを考えていましたが、ボディの剛性が上がったためか、ヘルムホルツを80Hz台にはできませんでした。もう低くはできませんから、サウンドホール径を大きくして、高く(101Hzに)することを考えています。

念のため(おそらく変化は少ない)、ブリッジを10g軽くしたとき(ローズウッドにすることを想定)どうなるかを確認しました。モノポールは変化しましたが、ヘルムホルツは変わりませんでした。

サウンドホール径による変化率を見るため、4mmづつ大きくしました。サウンドホール径88mmで進めます。

top+back+side out mold top-back-glued taped bridge+pin after 88mm soundhole
の周波数特性です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing12:top+back+side out mold after top-back-glued taped-bridge+pin [voicing]

トップとバックを接着したボディに、ブリッジを両面テープで仮付けして測定します。ブリッジは仮でエボニー31g、ブリッジピンは7gです。
ブリッジを付けるとトップが重くなるため、トップモノポール周波数は低下します。
38gで23Hz(198⇒175)低下したので、変化率は、およそ0.6Hz/gです。モノポール周波数はブリッジやピンの重さに比例して変化するので、調整が可能です。但し、あまり重くし過ぎると音量が減り、音質が低下します。ブリッジはなるべく軽くした方がトップの動きが良いのですが、現実的な範囲で20g以下にするのが良いといわれています。
さらに、トップモノポール周波数と結合しているヘルムホルツ周波数も、これに押されて低下(107⇒97.5)しています。ちょっと減りすぎかもしれません。
この辺りの話しは、Contemporary Acoustic Guitar Design and Build に詳しく述べられていますが、その内容を直接載せるわけにはいきませんから、興味のある方は購入してください。また、この論文が上記本の参考文献で載せられており、ギターの低周波領域の動作が解析されています。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing11:top+back+side out mold after top-back-glued no-bridge [voicing]


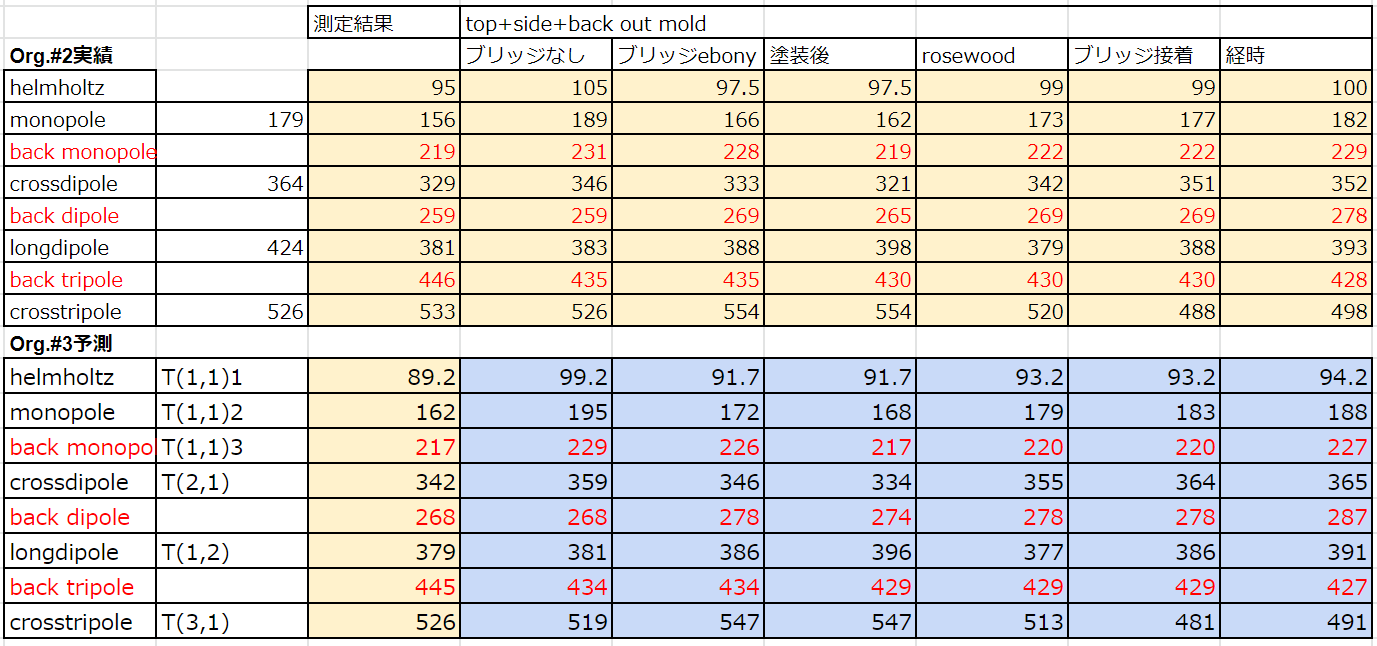
バックを接着した後の測定結果です。右に前のオリジナルギター2のin moldからの予測値(黄色の部分)を比較しています。トップの共振周波数は数Hzの範囲で当たっているので、構造が変わらなければ同じような動きになるのでしょう。バックの共振周波数はモノポール以外はズレています。この原因は良く分かりません。
この後、ブリッジ、塗装、サウンドホール径調整、経時でどう変わるかを見ていきます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
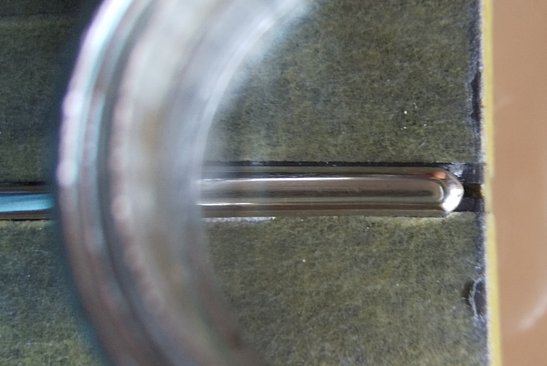
オリジナルギター3 ボディ6:バック接着 [original guitar3]

ボイシングによる最終的な共振周波数が見えてきたので、バックを貼り合わせて箱状にします。
サイドとの嵌合性は、ボイシングを行う前に調整済みなので、貼り合わせに入ります。
写真でバックの上にかぶっているのはギター形状をした12mm厚のベニヤ板です。但し、バックは凸状なので、ベニヤの周辺には3mm程度のコルクを貼って中心を浮かせています。こうすることでバック周辺の貼り付け部に均一に力がかかり、サイドとバックの接着面に隙間ができにくくなります。

接着後、一昼夜置いて周辺を切り落とします。
オリジナルギター3 voicing9’:top+back+side in mold after top-gluedを再確認 [voicing]
バックを接着する前に、20日以上時間が経っているため、top+back+side in mold after top-gluedで再確認をします。(ボイシングのタッピングポイントについてはここを参照してください。)



前回との差を確認すると、helmholtzが10Hz近く上がっています。この原因は、ネックブロック底面とバックの密着性を上げるために削ったためボディの剛性が上がったと考えられます。これではヘルムホルツを90Hz以下にするという調整計画が崩れます。
オリジナルギター2も貼り付けたら10Hz程上がっています。全体的に上がったのは嵌合と締め具合の差かもしれません。
もう一つ気になるのは、long dipole とback-tripoleと逆のような気がします。周波数的には近くて判断が難しい。ここから今までのデータとlong dipole とback-tripoleを入れ替えて示します。

オリジナルギター2の実績(黄色の部分)から、今回のオリジナルギター3の予測をしてみました。in mold 状態の測定値(青の部分)にオリジナルギター2の実績の差分を足しています。モノポールが少し高め(192Hz)に出ていますが、後で微調できると判断して、削ることはしません。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
9’.top+side+back in mold after top-glued(再確認)
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 ボディ5:ブレースエッジ嵌合確認、クリーニング [original guitar3]

クランパーで挟んでボイシングを行う前に、
・直ぐに接着できる状態までボディとバックとのブレースエッジ嵌合状態の確認
・ボディ内側をクリーニング(掃除機で細かなごみを取った後、水拭き)
・ネック固定の手順再確認
をします。
ヘルムホルツ周波数の調整をするため、サウンドホール径を80mmで進めてきましたが、小さすぎて手が入りにくい、というか奥まで入りません。メンテナンスを考えると広くする必要があります。
・スプレッダーがサウンドホールから取り出せるか
・ブリッジ押さえ治具取り出せるか
も再度確認します。
オリジナルギター3 ボディ4:ネック固定手順と取り付け角度確認 [original guitar3]

今回のネック接続はネックブロックの上に固定されて載るだけです。



ネックとボディの固定の手順確認を行います。といっても上下2本のM6ボルトをどう締めるかということだけです。(この写真はヒールキャップ取り付け前です。)
ネック取り付け角度の確認をします。ネック表面から延長したサドル位置で11mm、弦高4mm(12フレットで2mm分の倍)です。一方、ブリッジ9.5mm、順ぞり分を2mmとすると、サドル高は3.5mmになりそうです。
ギターランキングオリジナルギター3 ネック25:塗装前のサンディング [original guitar3]

塗装前にフレットボードを含めて、以下の順に全体を#240~#400でサンディングします。塗装を残して、ネックは完成です。
1.ヘッド
①ヘッドトップの円形
②サイドヘッド化粧板との直角度
③ヘッドプレート表面のキズ取り
④ヘッド付け根の凹部仕上げ
⑤ヘッド裏仕上げ
2.ネック
①形状確認/寸法確認
②ヘッド繋目
③ネック全体
3.フレットボード
①幅・厚さ確認
②サイド直線性
③サイド面取り 隙間埋め残面取り
4.ヒールーネック接続
5.ヒール
ギターランキング
オリジナルギター3 ネック24:フレット端隙間埋め [original guitar3]
フレットボードのフレット打ち込み後の隙間埋め、フレットボードの欠け修正にエボニーの補修材を使います。

フレットボードをサンディングするときにでる粉を取っておきます。これにタイトボンドを混ぜてパテを作ります。

フレットボードのフレット打ち込み後の隙間埋めを行い、外見を整えます。マスキングして、パテは乾いてヒケが出る(体積が減る)ので多めに塗ります。一晩おいて、固まったらカッターで余分な部分を削ぎ落し、サンディングで整えます。
オリジナルギター3 ネック23:フレット打ち込み、平坦化 [original guitar3]

フレット打ち込み完成品とツールの写真です。端を丸形に加工したフレットを中心振り分けになるように打ち込みます。長さを打ち込む前に決めたため不揃いになり、見栄えが悪くならないか心配でしたが、許容範囲内です。フレットを平坦化していきます。

0.マスキングテープで保護します。

1.フレットファイルでフレット全体を均します。

2.その後、前後3つのフレットが平坦になっていることを曲尺で確認します。

3.フレットクラウンファイルで、高さを維持して、丸みをつけます。再度、前後3つのフレットが平坦になっていることを曲尺で確認します。

4.#400枚のサンドペーパーでサンディング。もう一度、前後3つのフレットが平坦になっていることを曲尺で確認します。

5.スチールウールで磨きます。

6.最後にコンパウンドで磨きます。
完成です。

フレット両端球状処理 [woodwork]
フレット両端の仕上がりが気になっていました。プレイアビリティの問題です。
「半球状仕上げ」というのを自分のオリジナルギターでもやってみようかと思って、他のビルダーやリペアの方がどのように仕上げているかというのを調べました。某楽器店では、この費用が7万円位するそうです。
ポイントは、以下の3つです。
①エッジの形状
Ryosuke Kobayashi Guitarsのブログを見ると、「左手にネックが吸い付くようだ」といわれているようです。ここまで丸めなくても演奏上問題が無いと思いますが、最後は見た目が良いということかもしれません。
②フレット両端の角度について
普通の処理では、フレット両端を斜めに角度をつけて仕上げます。角度が浅過ぎると実質的なフレット幅が狭くなり、弦落ちし易くなってしまうので、オリジナルギター1と2では、斜めレベラーを自作して角度を60°にしました。このフレット両端の角度というのは、ネックの一部なのでグリップ側と滑らかにつながる必要があります。よって、リペアの場合は、グリップ側の形状にうまく繋がるようにフレット側を削る必要がありますが、新規の場合は、この角度は自由にすることができます。半球状に丸めるには、フレット両端の角度を垂直に削り、フレット端処理だけで丸く完成させる必要があります。
③フレット端の飛び出し
冬になり、フレットボードが乾燥するとフレット自体が飛び出してくるので、0.5mm位フレットボードの中に入れる必要があります。フレット両端を半円形状にするためには、端を少し中にいれて、角度を垂直にし、フレット端の下側を斜めに整える必要がありそうです。また、海外のビルダーは電動のやすりを使っている動画を見かけます。日本では手動で、ひたすら磨くというのが多いようです。
両端の足を切り、やすりで磨きます。これはMUSTの作業ではありませんが、前述したように、冬になるとフレットワイヤーがフレットボードの両端から出てきて、これが微妙に手にふれてザラザラとした違和感になります。これを防ぐためには、打ち込む前にフレットワイヤーの両端の足を2mm位落としておく必要があります。普通のフレットニッパー(喰い切り)と金属ヤスリでもできますが、フレットタングニッパーがあると便利です。これは1万円以上するので、購入するか迷っています。

テストで、「半球状仕上げ」を試しました。フレット端をフレットニッパー(喰い切り)でカットすると、このような形状になります。足が完全にカットできずに残ります。

これをヤスリで削ります。

これをダミーフレットボードに打ち込み、両端をヤスリで斜め45°にして、先端を丸く仕上げます。

HOSCO Luthiers Tools フレットクラウンファイル R=2mm TL-FF2で角を落とし、さらにヤスリ、サンドペーパーを使って仕上げました。
半球処理をしないでフレットボードに打ち込み、その後で丸くするという手順では、どうしてもフレットボード表面にキズが付きます。また、傷がつくのを避けようとすると作業性が悪く、工数がかかります。これを20本(x2倍)行う気にはなれません。半球処理をフレットを打ち込む前に行い、それを打ち込む工程を考えました。この手順では、打ち込む前にフレットの長さをかなり厳密に決めておく必要があります。
0.フレット両端の足を4mm位カットしておきます。
1.フレットニッパ(喰い切り)でネック幅ピッタリに長さを合わせる。フレットごとに少しづつ長さが違うので、カットは上下方向から切り、左右にエッジが出るようにして揃えます。

2.フレット作業台を作り、両脇を斜めに削るために、フレット端をヤスリで左右先端を斜めに8回づつ削ります。

3.フレットクラウンファイルで先端を上から8回、左右から各5回ヤスリ、先端を丸める。先端がとがりすぎている場合は、先端をヤスリで落とします。
4.粗く球形になったら、#400のサンドペーパーで丸く滑らかに形を整えます。(#400では光沢がなくなります。)
5.ここで、0フレットから19本のフレットを揃えます。フレット長が徐々に長くなっているか全体をチェックし、長いものは微調して揃えます。
6.さらに、1フレット分(つまり0フレットを1フレットに)フレット幅が長くなる方向にずらします。こうすることで、フレットがフレット幅より短くできます。
7.最後に0フレットを作ります。
8.長さがそろったところで、フレット端の仕上げをします。拡大鏡で端をみて、#400のサンドペーパーでキズや丸みが足らないところを修正します。

9.球形ができたら、フレット端の仕上げを行います。スチールウールで先端を磨きます。
以上の手順で打ち込む前に長さと先端処理を終わらせます。
フレットボードにはこんな感じで載っています。フレットボードとフレットの隙間は、後でエボニーのサンディング時の粉とタイトボンドで作ったパテで埋めます。

オリジナルギター3 ボディ3:ブリッジピン穴開けとナット~ネック~ボディ~ブリッジを仮止め [original guitar3]

ブリッジは前回作製したエボニーを仮で使用します。最終的にトップモノポール周波数をブリッジの重さで調整します。

Φ5ビットで、1弦と6弦に穴を開け、ブリッジボルトで固定してから、すべてのピンの穴をあけます。

仮ナット~ネック~ボディ~ブリッジ(+仮サドル)を仮止めし、全体の位置・寸法を確認します。ブリッジボルトで1弦と6弦を張ってネックの左右バランスも見ます。
次に弦高の確認を行います。12フレットで弦高は両弦とも3.3mm。サドルは1弦5.5mm、6弦6.5mmです。12フレットで弦高を2mmにあわせようとすると、(3.3-2)x2=2.6mm低くする必要があります。よって、サドルは1弦で2.9mm、6弦で3.9mmにする予定です。ナットの弦幅は36.5mm→38mmにする。サドルの弦幅は56mmでそのままです。

トラスロッド調整穴がトップ側で引っかかるため拡大しました。また、ネック固定部ビスの上側が上面に当たりワッシャーが入らないので、少し削りました。
ヘルムホルツ周波数の調整をするため、サウンドホール径を80mmで進めてきましたが、小さすぎて手が入りにくいです。見た目のバランスも今一つです。どうするかはヘルムホルツ周波数調整後に判断します。

オリジナルギター3 ボディ2:ブリッジ位置決め [original guitar3]

オリジナルギター2と同じようにします。
・スケール長:632.5mm
・0フレットから14フレットまで:350.7mm
・ボディ端(14フレット)からサドル中心まで:632.5-350.7=281.8mm
これに、補正を加えます。
・弦の振動しない部分の補正:2 mm
・1弦から6弦までの斜め補正の1/2:1.5 mm
よって、ボディ端からサドル中心(B点)は、:281.8+2+1.5=285.3mm
になります。イントネーターを使うやり方もありますが、そこまで拘ってはいません。

オリジナルギター3 ネック20:仕上げ [original guitar3]
ネック全体を整えていきます。

ヘッド厚を確認します。左右前後4か所で測定して16.6 ~16.7mmを15.6mmにします。ペグ・チューナーのキャパは14~16mmなので、これで最終厚さです。

ヘッド表面をサンドぺーパー#240で均します。ヘッド側面を仕上げ、フィンガーボード幅方向の平面性確認、ネック握り厚を下記表の寸法に合わせて仕上げます。

各フレット位置の曲率(フレットR:インチ表示)は、このように決めます。赤字は測定値です。

ローズウッド端材でヒールキャップを作り、接着しました。

ヒールキャップを貼った後、ネックヒール部が厚くなって、ボディ(ネックブロック)に当たっていたため、ネック角度が正しく出ていませんでした。ネックヒールを削り、ボディの間に隙間があることを確認しました。
オリジナルギター3 ネック19:チューナー取り付け穴加工 [original guitar3]
型紙をヘッドに接着し、位置を決めておきます。


型紙に沿ってΦ2.5で中心穴を貫通させ、Φ7.5で表側から4mmの深さまであけます。


Φ10で裏側から深さ13mmで開けます。Φ7.5では穴径がギリギリなので、表側からリーマーで穴を大きくし、チューナーを仮止めしました。
SGS510Z (Gold / L5) L3+R3 を購入するつもりでしたが、納期が6カ月かかるとのことで、急遽、市場に出回っていたSGL510Z-Chrome L5 L3+R3を購入しました。
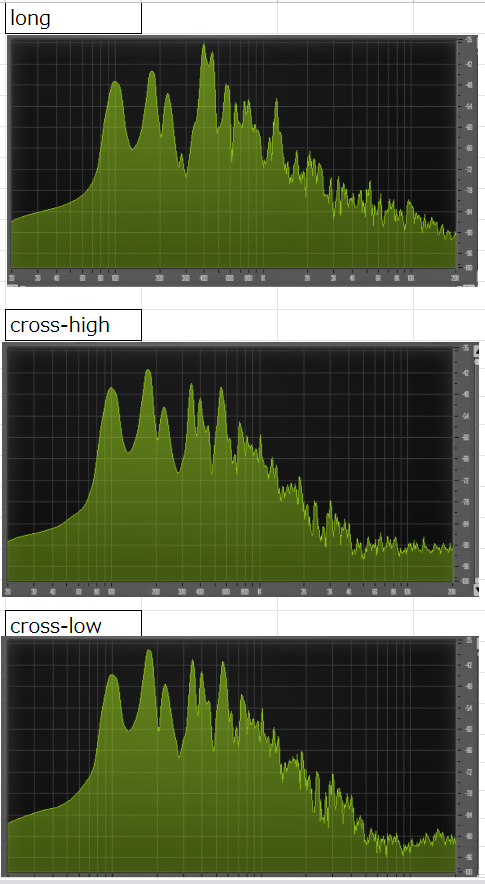
オリジナルギター3 voicing10:(top+side+<<<<<taped back>>>>> out mold after top-glued) [voicing]

top+side+taped back out mold after top-glued
ここで新しいボイシング方法(バックをテープで貼ってボイシングができるか?)
を試してみます。brianburnsguitars さんがクラシックギターで行っているボイシング方法です。興味のある方はPDFファイルをダウンロードして読んでみてください。正確に予想できるようです。
上の写真にあるようにバックをテープで留めてボイシングします。これで行うことができるのはちょっと驚きです。接着とは明らかに接合状態が異なるので、テープで貼るやり方は考えませんでした。これでうまくいけば最終値を正確に予測できますが、クランプ留めで行った時もクランプの締めが弱いとうまくいかなかったので、ダメもとで試してみます。
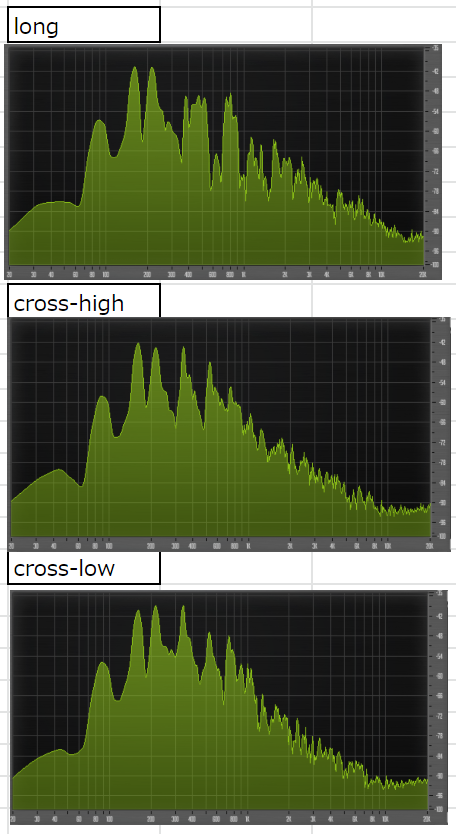
タッピングポイントのlongはブリッジとテールの真ん中、cross-highはクロスダイポールの中心:高音側、cross-lowはクロスダイポールの中心:低音側です。
予測では、トップモノポールが195Hzになるはずですが、181Hzです。テープ1重では、低すぎ、テープを2重にしました。やはり、予想通りテープで押し付けるだけでは、弱すぎて不安定です。brianburnsguitars さんはうまくいっているのに、何故うまくいかないのか? クラシックギターのバックに比べてアコースティックは重いからではないかと考えています。テープ留めに何か工夫があるのでしょうか?
クランプした方がトップモノポールは低く出ますが、安定します。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
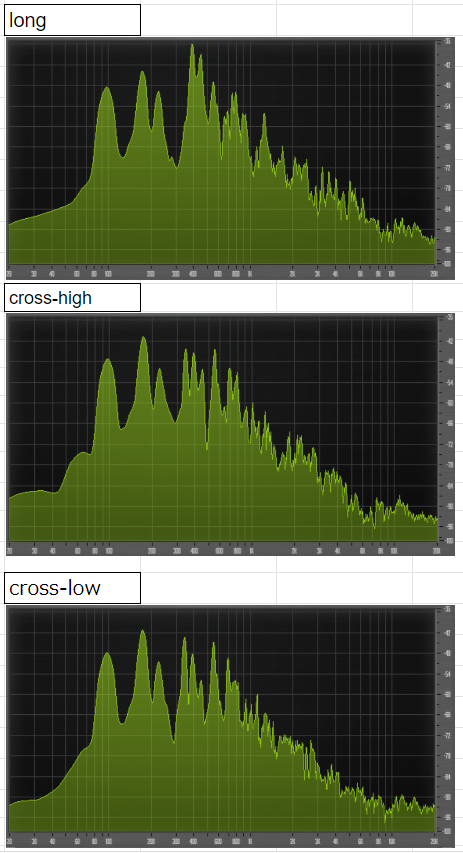
オリジナルギター3 voicing9:top+back+side in mold after top-gluedで最終結果を予測する。 [voicing]

再びバックをクランプに留めて最終状態を予測します。接着はしないので、後からブレースを削ることも可能です。タッピングポイントは、longはブリッジとテールの真ん中、cross-highはクロスダイポールの中心:高音側、cross-lowはクロスダイポールの中心:低音側です。表にはこれらをまとめて表示しています。
表上がオリジナルギター2の実績で、左から今回と同じ状態(top+back+side in mold after top-glued)の測定結果、バック接着後(top+back+side out mold after glued)のブリッジなし、ebonyブリッジ(テープ止め)、塗装後、rosewoodブリッジ(テープ止め)、rosewoodブリッジ(接着)、3ヶ月経時の測定値です。
表下の黄色い部分がオリジナルギター3の今回(top+back+side in mold after top-glued)の測定結果です。青色の部分はオリジナルギター2とオリジナルギター3の差分から各状態の周波数の予測値です。
オリジナルギター2よりトップモノポールT(1,1)2が6Hz高いですが、目標値になっていると判断しました。特に削ることはしません。
共振周波数に関連する今後起こる変化は、
・バック接着
・サウンドホール径
・ブリッジ接着
・サドル、ブリッジピン装着
です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状での最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing8:top+side out mold after glued [voicing]

トップを接着後、モールドから外し、ボディ形状でボイシングし、オリジナルギター2と比較しながら削っていきます。主にモノポール、参考程度にロングダイポール、クロスダイポールを見ていきます。
#1:前の状態から分かっていましたが、やや硬めです。



#2:フィンガーブレースとトーンブレースの全体を低くします。Xブレースのロワーボウト部とアッパーボウト部との繋ぎ目を薄くしていきます。ここがかなり効きました。タッピングポイントは、longはブリッジとテールの真ん中、cross-highはクロスダイポールの中心:高音側、cross-lowはクロスダイポールの中心:低音側です。
表にはこれらをまとめて表示しています。

#3:トップのネック取り付け部を開口し、Xブレース、トランスバースブレースエッジをライニングに完全に固定しました。クロス方向の剛性がわずかに上がってます。
次のステップとして、再びバックをスプールクランプで留めて最終状態を予測します。接着はしないので、後からブレースを削ることも可能です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状での最終結果を予測)
8.top+side out mold after glued
9.top+side+back in mold after top-glued
トップとサイドを接着後、モールドから出して行う。
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 ボディ1:トップ貼り付け [original guitar3]

ボイシングによる周波数確認が終了したので、トップを貼り付けます。
オリジナルギター2ではFallawayに合わせてアッパーボウトに少し角度を付けましたが、今回はネック側にFallawayをつけるので、サイドとトップは完全に平面にします。サイド側接着面をサンディングバーで整えます。
スプールクランプにギター形状板(12mm)を挟んでトップをサイドに密着させて接着具合を確認します。オリジナルギター3 voicing7:top+side+back in mold で最終結果を予測する。 [voicing]
サイドをモールドに入れ、クランプでトップ、バックをを押さえつけてタッピングして、周波数特性を見ていきます。この状態でのボイシングをtop+side+back in moldと呼んでいます。この場合も写真にあるように、下側に物がないようにします。ボディの下にワークベンチ等があるとその特性も同時に拾ってしまいます。オリジナルギター1では苦い経験をしました。

ボディを接着する代わりにクランプで押さえつけているので、完成時と同じ状態です。トップだけの周波数特性だけではなく、ヘルムホルツ周波数T(1,1)1やバックモノポール周波数T(1,1)3がでてきます。
トップモノポール周波数T(1,1)2に注目すると、完成状態よりサイドが重くなっているので、トップの振動面積も増えて、より低い周波数になります。
測定結果です。タッピングポイントは、longはブリッジとテールの真ん中、cross-highはクロスダイポールの中心:高音側、cross-lowはクロスダイポールの中心:低音側です。
上の表は、各共振周波数の測定値で、long、cross-high、cross-lowをまとめたものが「まとめ」になっています。
下の表は、オリジナルギター2の最終結果の差分から、3つのモノポールに注目して、最終結果を予測しました。トップモノポール周波数T(1,1)2は、モールドを外すと、141⇒182Hzと41Hz上がったので、199Hzと予測できます。少し高め(固め)に出ていますが、この時点では何もせずに先に進みます。トップを接着後に削ることを考えています。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状での最終結果を予測)
8.top+side out mold after glued
9.top+side+back in mold after top-glued
トップとサイドを接着後、モールドから出して行う。
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing6:top+side in mold [voicing]

トップ、バックをサイドに接着できる状態まで仕上げたところで、モールドに入れ最終結果を予測しながら、ボイシングしていきます。サイドをモールドに入れ、クランプでトップを押さえつけてタッピングして、周波数特性を見ていきます。この状態でのボイシングをtop+side in moldと呼んでいます。

トップ周囲が固定されるので、ギターとしての特性がでてきます。小型ワークベンチを2つ並べて、トップ下側に物がないようにします。トップ(ボディ)の下にワークベンチ等があるとその特性も同時に拾ってしまいます。オリジナルギター1では苦い経験をしました。
ここが最も重要なボイシングするポイントです。トップ、バックとも接着できる状態にあるので、モールドを介して自由にクランプによる着脱が可能で、最終結果を予測できます。
トップモノポール周波数T(1,1)2に注目すると、144Hzなので、この状態での最終の周波数特性予想はモノポール+58Hz(オリジナルギター2では124→182Hz)になります。目標:180Hzとすると、144+58-180=24Hz高いので、もっと削る必要がありますが、接着後も削ることができるので、ここでは何もせず進みます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
6.top+side in mold
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状での最終結果を予測)
8.top+side out mold after glued
9.top+side+back in mold after top-glued
トップとサイドを接着後、モールドから出して行う。
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 サイド22:ネック取り付け角度左右調整 [original guitar3]

ネック取り付け角度の左右調整します。ダブルレイヤーサイドにしたため、剛性は高いのですが、ボディの左右バランスが悪く、テール上でネック中心が10mm高音側に傾いています。Somogyiは、1弦側のクリアランス(弦とフレットボード端までの余裕)を6弦側より多くしたいため、テールを1/8インチ(3mm)程少し下(高音側)に向いておいた方がよい(ヘッドは上側)と言っています。ネック取り付け面で調整します。
490mmに対して10mm傾いているので、atan(10/490)=1.2°傾いています。
オリジナルギター3 サイド21:ネック取り付け角度調整、ボディーネック隙間確認 [original guitar3]

ネックとボディの取り付け具合はこんな風になります。

ネック取り付け角度の調整を行います。
フレットボード表面の延長635mmで
・仮置き板の厚さ:12mm
・隙間:3mm
これに、
・フレット厚分:1mm
・12フレット弦高分(2mmx2):4mm で、合計20mm。
実際は、
・トップ厚:2.5mm
・ブリッジ厚:9.5mm
・順ぞり分:3mm で、合計15mm。
で、20-15=5mm がサドル厚になります。

ボディとネックを仮付けして、ボディーネックの隙間を確認します。隙間は0.7mm程度あり、塗装厚を考慮してこのままとします。

エッジを丸めて仕上げます。このネックブロック取り付け面とネック側の角度を変えることで弦高を調整できます。
ペグ・チューナー の発注 [parts]
オリジナルギター2のペグ・チューナーは、GOTOH SGS510Z-S5-L3+R3-Chrome を使用しました。楽天市場のクロサワ楽器店が受注生産をまとめて扱っているので、リーズナブルな価格で買うことができます。納期は3週間くらいかかりました。
GOTOHは、今更説明するまでもないのですが、日本製の性能の良いペグ・チューナーメーカーです。なかでも510シリーズは、世界中のほとんどのビルダーが使用しています。
オリジナルギター3は、Goldタイプ、ペグが大きいL5タイプを発注しましたが、受注生産で納期が6ヶ月かかるとの回答がありました。

慌てて似たようなタイプをネットで探したところ、GOTOH SGL510Z L5 C L3R3 クローム 両側 6個セット【SGL510Z-L5/C/L3R3】があり、購入しました。 これは21回転タイプです。価格は9990円でした。
楽天のクロサワ楽器店(受注生産)は価格が安くていいのですが、タイプによって納期が異なるので、確認する必要があります。
オリジナルギター3 voicing5:ブレース付きバック(ブレースラフカット接着後、スキャロップする。) [voicing]

バックブレースは、比較的単純です。
#1は、ブレースラフカット接着直後です。
次の日からブレーシングしていきます。ネックに近い側からトランスバースブレースを第1、第2、第3とすると、第1ブレースは補強材としての意味しかありませんから、削りません。放射ブレースは、モノポールを安定させる様な効果があるようです。
1.端の処理
①第2ブレースは、端から60mmからスキャロップします。端は15mmの長さで厚さ2mmにします。
②第3ブレースは、端から60mmをスキャロップします。端は15mmの長さで2mmにします。
2.ラジアルブレースの処理
①長さ100mmなので、その中心から両端にスキャロップします。端は0mmになるように、接着面に溶け込んで境がないようにします。
②その後、断面を三角形になるようにしていきます。
ここまでは、一気に進めていきます。
次の工程からは、硬さの確認、タッピング、周波数測定を行っていきます。
#2が、結果です。

この工程からは、一気に行かずに少しずつ進めます。
3.第2ブレース
スキャロップから残った中心から左右60mmは山形になるように削ります。
4.第3ブレース
接着前に、中央が長さ100mmが13mmの高さになるようになっています。両サイドの高さ20mmの部分を山型にします。
#3が結果です。

第2、第3トランスバースブレースの山型の側面を削ることで周波数を調整します。最大ピーク周波数をオリジナルギター2に合わせました。#4が結果です。
ボイシング全体としては、次のようなことをします。
・硬さを調べます。ロンググレイン(木目)方向はサウンドホールとテールエンドを持って少し力をかけて曲げてみます。クロスグレイン(木目と垂直)方向は両脇をもって曲げてみます。これが同じような硬さになるようにします。
・タッピングをして音を聞きます。オーバービルド(削りが足りない)な場合は、ボッボッというサスティーンがない音がします。ボイシングを開始した2回目辺りまでは、いつもそうです。
・周波数測定をします。将来ブリッジが着くところをインパクトハンマーで叩き、周波数特性を見ます。このやり方で進めてくれば、凡そ300Hzが最大ピークになっているはずです。これを270Hzくらいまで落とします。
板の状態では削りすぎないように注意します。トップ、サイド、バックを合わせてシステムとしてどうかを見てから最終状態を決めるようにします。第3トランスバースブレースの中央の平らな領域(長さ100mmで、高さ13mm)は、ギターが完成した後、最終的なチューニングでフィンガープレーンまたはサンディングペーパーで高さを調整します。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
6.top+side in mold
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状での最終結果を予測)
8.top+side out mold after glued
9.top+side+back in mold after top-glued
トップとサイドを接着後、モールドから出して行う。
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着



