オリジナルギター3 voicing13:ヘルムホルツ周波数の調整 [voicing]

現在、ヘルムホルツ周波数97.5Hzです。G:98Hzと被ってしまい、Gのサスティーンが伸びないので、移動することを考えています。
元々、構想段階ではサウンドホール径を80mmから始めて、徐々に大きくしていって、ヘルムホルツ周波数を徐々に高くすることを考えていましたが、ボディの剛性が上がったためか、ヘルムホルツを80Hz台にはできませんでした。もう低くはできませんから、サウンドホール径を大きくして、高く(101Hzに)することを考えています。

念のため(おそらく変化は少ない)、ブリッジを10g軽くしたとき(ローズウッドにすることを想定)どうなるかを確認しました。モノポールは変化しましたが、ヘルムホルツは変わりませんでした。

サウンドホール径による変化率を見るため、4mmづつ大きくしました。サウンドホール径88mmで進めます。

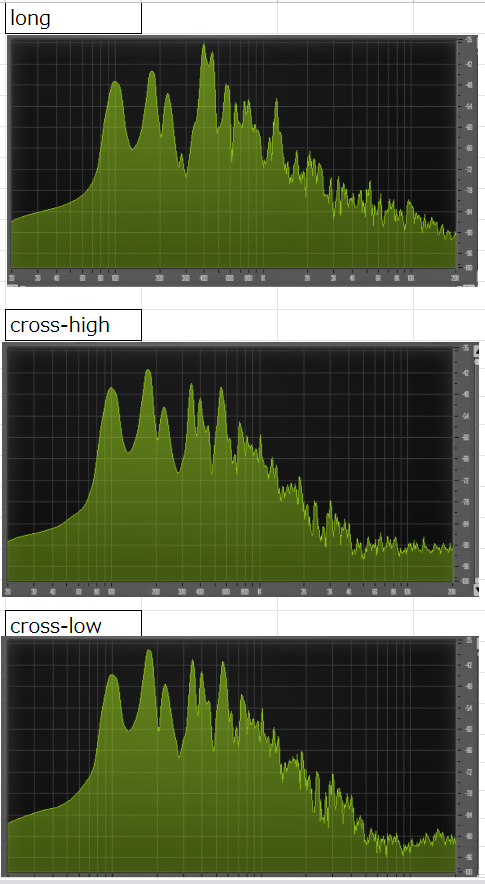
top+back+side out mold top-back-glued taped bridge+pin after 88mm soundhole
の周波数特性です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
2022-12-28 09:40
nice!(0)
コメント(0)




コメント 0