オリジナルギター2:ボイシング3 [voicing]
***ボイシング1
・(板の段階)
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
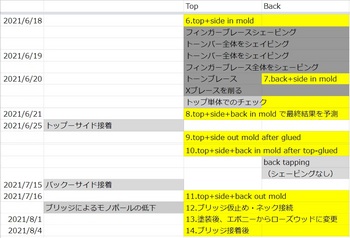
***ボイシング3
・(モールドに入れ最終結果を予測)
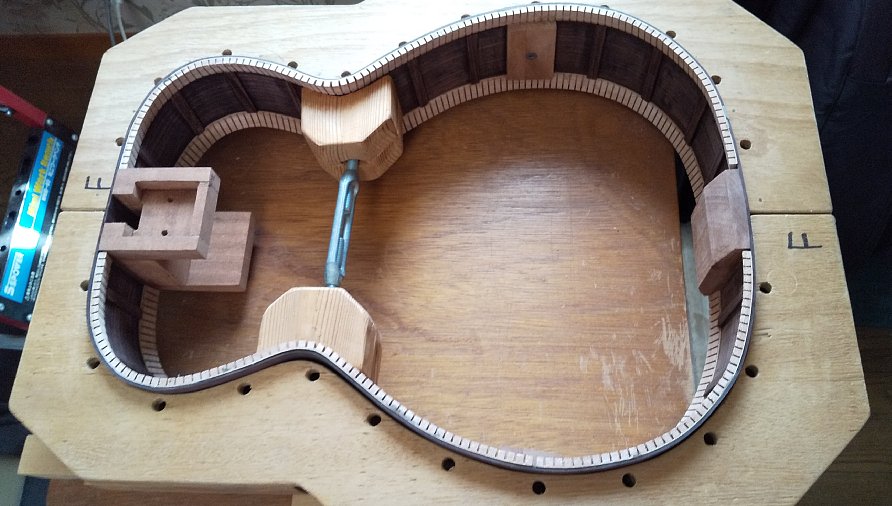
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
<スケジュール>
トップとバックの調整が終わり、ここからがいよいよボディの形でボイシングです。


①ある程度調整したブレース付きトップ
②ある程度調整したブレース付きバック
③トップ、バックを直ぐに接着できるまで合わせたサイド
をモールドにスプールクランプで留めた状態で周波数特性を測定します。
トップをサイドに留めることでトップ周囲が固定され、ギターがどう鳴っているかで説明したいくつかの共振周波数がでてきます。
まだ接着はしません。ここでの目的は、トップとバックを仮止めして最終的な周波数特性を予測することです。
ボイシングの最適な工程は、トップをサイドに接着した時です。ブレース接着後、ここまで一気に組み立ててもブレースを削ることもできるし、あまり問題はありません。バック+サイドの確認ができないというだけです。
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。(top + side in mold)

ここが最も重要なボイシングするポイントです。
Somogyiもトップの周囲を固定する治具を作って、ここでボイシングをしています。Ervin Somogyi: Voicing the Guitar DVD The 2009 Healdsburg Guitar Festival Lectureのステージ後ろにも、これと同じような治具が写っています。
少し考察すると、
①トップの周囲(終端)が開放状態と固定状態では、振動状況が異なります。最終的には固定されるのに、板の状態(周囲が開放)でボイシングする意味はどこにあるのでしょうか。最後は固定されるわけですから、開放状態でボイシングをして意味があるのかという疑問がわきます。これについてMark Blanchardの記事を読むと「何台もつくった経験により、箱になった状態で良く振動する板の状態が分かっていて、それに合わせている」と言っています。
②ブレーシングパターン(例えばXブレース)が決まって、形の決まった型に押し込め、トップとサイドを接着する(=終端を固定する)ということは、ギターがどう鳴っているかで説明した似たような共振周波数パターンになります。
③モールドに入れて、クランプで押さえつけているわけですから、出来上がりの状態と比べて、サイドの剛性と重量がモールドによって上がっているので、トップやバックのモノポール共振周波数は低くなっています。
これらのことを理解した上で、具体的に、どの程度まで周波数を落としていったらよいかを考えていきます。
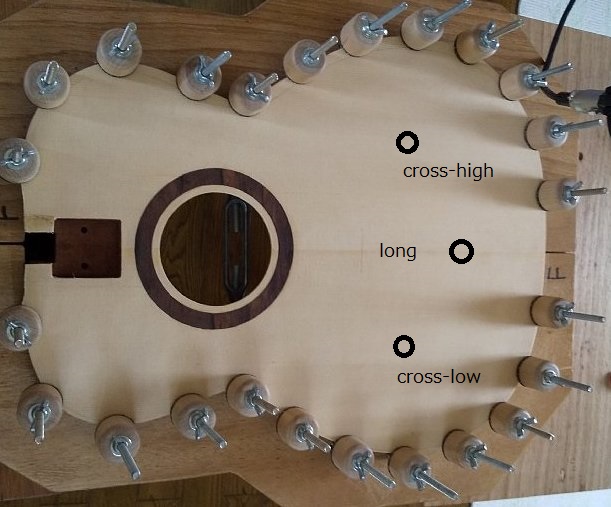
ブリッジ部をタッピングするのが理想的ですが、クロスダイポール共振周波数が出にくい(中心なので節になる)ため、
①ブリッジ部とロワーボウト端の真ん中(ロングダイポールが最大に出るポイント)
②ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)低音側
③ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)高音側
の3カ所をタッピングして、3つの共振周波数を総合して判断しています。
・フィンガーブレース全体をシェーピング
・トーンバー全体をシェイピング
・Xブレースを削る
を順番にモノポール周波数が目標周波数になるまで削っていきます。その前に次の工程(back + side in mold)、さらにその次に工程(top+back+side in mold)に進み、完成時の周波数を予測することもできます。この3工程は、スプールクランプで押さえているだけですから、何回でもやり直すことができます。トップとバックをモールドに入れた状態で最終形との対応ができれば、ボイシングの目標に近づける有効な手段となります。
この辺りの具体的なやり方やモールドの出し入れで各共振周波数がどうシフトするかは、voyagerguitarsの2016年のブログ記事を参考にさせていただきました。
オリジナルギター1で、モノポールに注目すると、「top+side in mold で最終の周波数特性予想は、モノポール+70Hz、バックを接合すると、モノポールが40Hz上がり、top+side+back in moldで最終の周波数特性の完成予想は、モノポール+30Hzになる。」と仮定しています。よって最終的なトップの目標周波数を180Hzと仮定すると、110Hzがtop+side in moldの目標周波数になります。(実際は下げ過ぎるのを抑えるためにこの時点での目標周波数を少し余裕を見て上げています。)
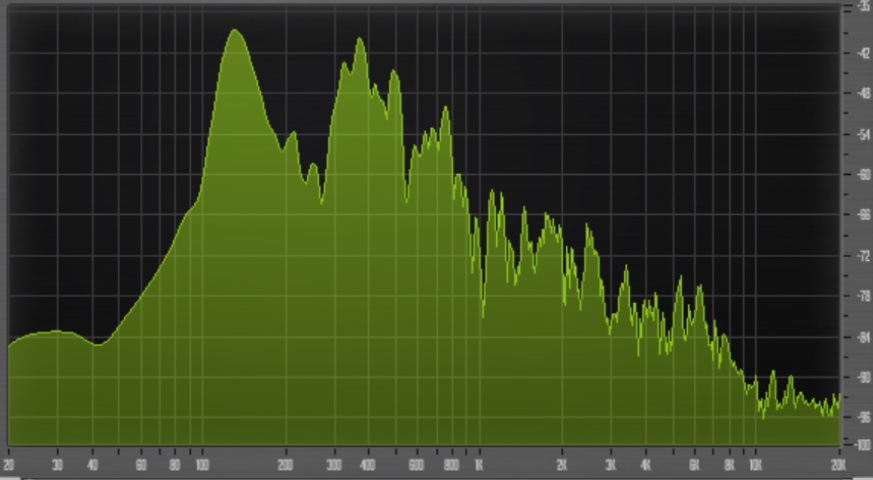
前置きが長くなりましたが、ボイシング結果を見ていきます。
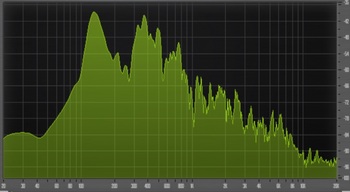
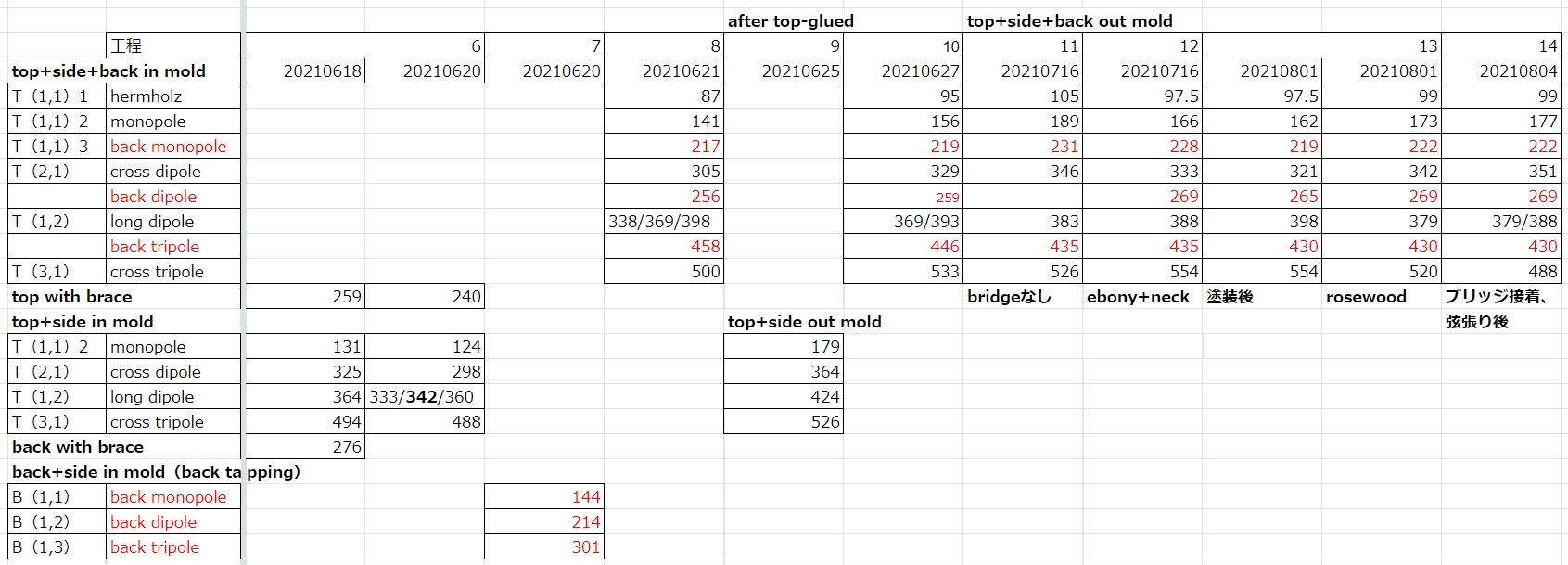
モノポールは131Hz、クロスダイポール325Hz(クロスポイントをタッピングすると305Hz)、ロングダイポールは364Hz、クロストリポールも出ていて513Hz(ロングポイントでは494Hz)でした。
モノポールを少し下げる必要があることと、クロスとロングダイポールの間を広げる方針で進めます。
まず、トーンブレース全体をシェーピングするとクロスが少し下がった(313Hz)が、モノポールは変わりませんでした。
フィンガーブレース、トーンブレース、Xブレース全体をシェーピングしていき、モノポールは124Hz、クロスダイポール298Hz、ロングダイポールは3つに分かれて333/342/364Hz、クロストリポール488Hzになりました。モノポールはまだ少し高いですが、ここでやめて次に進みます。

この状態で、モールドから出して、トップ単体でのチェックを行うと、一番強い周波数は259→240Hzに落ちているので、考えた通りに進んでいることも確認できました。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。(back+side in mold)
同じことをバックについても行います。tapping pointは、第2と第3ブレースの真ん中です。
オリジナルギター1の結果では、バックのモノポール共振周波数B(1,1)は、モールドを付けたことにより60Hz低くなります。またB(1,1)は、それによりトップに表れるモノポール共振周波数T(1,1)3より、少し(20Hz)低くなる。トップモノポールT(1,1)2の目標を180Hz、これより4半音高い周波数は225Hz位がT(1,1)3の目標になるので、back+side in mold状態のバックのモノポール共振周波数の目標は145(=225-20-60)Hzになります。
モノポール周波数は144Hzなのでちょうどよいので、このままにします。
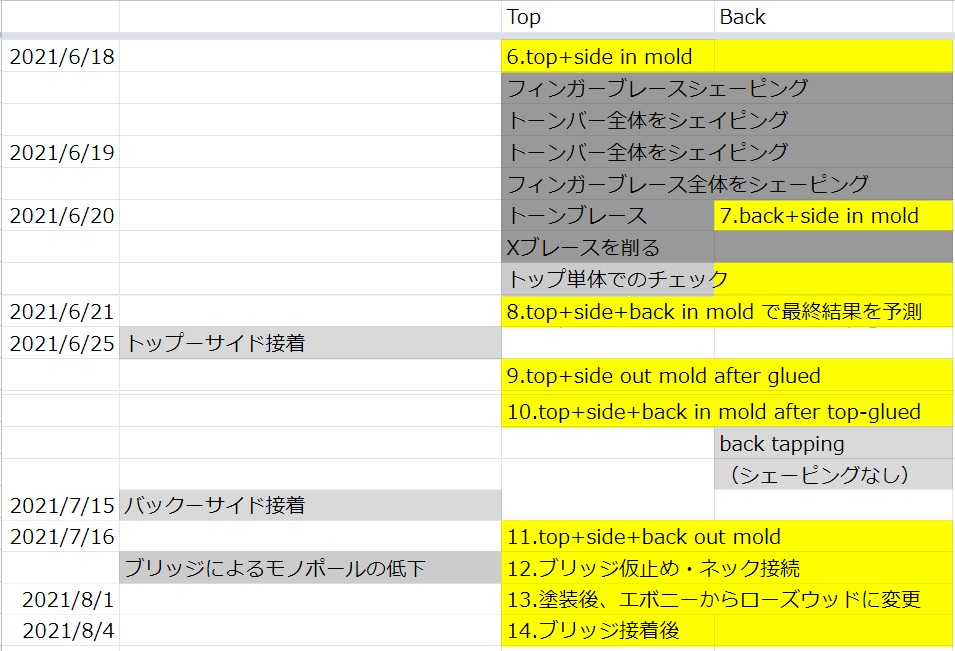
8.トップ+バック+サイド in モールドで最終結果を予測(top+back+side in mold)

オリジナルギター1の結果から、モールドによりトップモノポール周波数T(1,1)2が目標より40Hz低くなり、バックから生成される第1共振周波数T(1,1)3、第2、第3共振は、5~10Hz 低くなると仮定します。

トップのモノポール周波数は141Hzなので、40Hzプラスすると、当初予想した目標(180Hz)通りの周波数特性になっています。この時点で、目標にピッタリというのは少し削りすぎの感がありますが、このまま、次のステップに進みます。
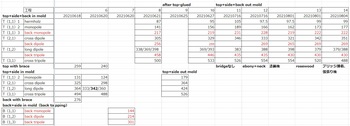
ボイシングによる周波数変化を載せておきます。今回は、工程6,7,8まで行いました。
・(板の段階)
0.トップ材・バック材の選定
1.トップ・バックの厚みを決定する。
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
3.バック(ギター外形加工後)
***ボイシング2
4.ブレース付きトップ(ブレースラフカット接着後)
5.ブレース付きバック(ブレースラフカット接着後)
***ボイシング3
・(モールドに入れ最終結果を予測)
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。
8.トップ+バック+サイド in モールドで最終結果を予測
・(ボディ形状での最終結果)
9.トップとサイドを接着後、モールドから出して行う。
10.トップ接着、バック、モールド最終結果を予測
11.バック接着、ブリッジなし
12.ブリッジ仮付け+ネック装着
13.塗装後
14.ブリッジ接着、弦張り後
<スケジュール>
トップとバックの調整が終わり、ここからがいよいよボディの形でボイシングです。

①ある程度調整したブレース付きトップ
②ある程度調整したブレース付きバック
③トップ、バックを直ぐに接着できるまで合わせたサイド
をモールドにスプールクランプで留めた状態で周波数特性を測定します。
トップをサイドに留めることでトップ周囲が固定され、ギターがどう鳴っているかで説明したいくつかの共振周波数がでてきます。
まだ接着はしません。ここでの目的は、トップとバックを仮止めして最終的な周波数特性を予測することです。
ボイシングの最適な工程は、トップをサイドに接着した時です。ブレース接着後、ここまで一気に組み立ててもブレースを削ることもできるし、あまり問題はありません。バック+サイドの確認ができないというだけです。
6.サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。(top + side in mold)

ここが最も重要なボイシングするポイントです。
Somogyiもトップの周囲を固定する治具を作って、ここでボイシングをしています。Ervin Somogyi: Voicing the Guitar DVD The 2009 Healdsburg Guitar Festival Lectureのステージ後ろにも、これと同じような治具が写っています。
少し考察すると、
①トップの周囲(終端)が開放状態と固定状態では、振動状況が異なります。最終的には固定されるのに、板の状態(周囲が開放)でボイシングする意味はどこにあるのでしょうか。最後は固定されるわけですから、開放状態でボイシングをして意味があるのかという疑問がわきます。これについてMark Blanchardの記事を読むと「何台もつくった経験により、箱になった状態で良く振動する板の状態が分かっていて、それに合わせている」と言っています。
②ブレーシングパターン(例えばXブレース)が決まって、形の決まった型に押し込め、トップとサイドを接着する(=終端を固定する)ということは、ギターがどう鳴っているかで説明した似たような共振周波数パターンになります。
③モールドに入れて、クランプで押さえつけているわけですから、出来上がりの状態と比べて、サイドの剛性と重量がモールドによって上がっているので、トップやバックのモノポール共振周波数は低くなっています。
これらのことを理解した上で、具体的に、どの程度まで周波数を落としていったらよいかを考えていきます。
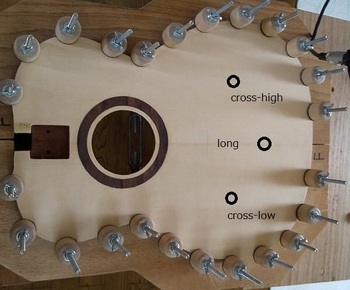
ブリッジ部をタッピングするのが理想的ですが、クロスダイポール共振周波数が出にくい(中心なので節になる)ため、
①ブリッジ部とロワーボウト端の真ん中(ロングダイポールが最大に出るポイント)
②ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)低音側
③ブリッジとサイド端の真ん中(クロスダイポールが最大に出るポイント)高音側
の3カ所をタッピングして、3つの共振周波数を総合して判断しています。
・フィンガーブレース全体をシェーピング
・トーンバー全体をシェイピング
・Xブレースを削る
を順番にモノポール周波数が目標周波数になるまで削っていきます。その前に次の工程(back + side in mold)、さらにその次に工程(top+back+side in mold)に進み、完成時の周波数を予測することもできます。この3工程は、スプールクランプで押さえているだけですから、何回でもやり直すことができます。トップとバックをモールドに入れた状態で最終形との対応ができれば、ボイシングの目標に近づける有効な手段となります。
この辺りの具体的なやり方やモールドの出し入れで各共振周波数がどうシフトするかは、voyagerguitarsの2016年のブログ記事を参考にさせていただきました。
オリジナルギター1で、モノポールに注目すると、「top+side in mold で最終の周波数特性予想は、モノポール+70Hz、バックを接合すると、モノポールが40Hz上がり、top+side+back in moldで最終の周波数特性の完成予想は、モノポール+30Hzになる。」と仮定しています。よって最終的なトップの目標周波数を180Hzと仮定すると、110Hzがtop+side in moldの目標周波数になります。(実際は下げ過ぎるのを抑えるためにこの時点での目標周波数を少し余裕を見て上げています。)
前置きが長くなりましたが、ボイシング結果を見ていきます。
モノポールは131Hz、クロスダイポール325Hz(クロスポイントをタッピングすると305Hz)、ロングダイポールは364Hz、クロストリポールも出ていて513Hz(ロングポイントでは494Hz)でした。
モノポールを少し下げる必要があることと、クロスとロングダイポールの間を広げる方針で進めます。
まず、トーンブレース全体をシェーピングするとクロスが少し下がった(313Hz)が、モノポールは変わりませんでした。
フィンガーブレース、トーンブレース、Xブレース全体をシェーピングしていき、モノポールは124Hz、クロスダイポール298Hz、ロングダイポールは3つに分かれて333/342/364Hz、クロストリポール488Hzになりました。モノポールはまだ少し高いですが、ここでやめて次に進みます。

この状態で、モールドから出して、トップ単体でのチェックを行うと、一番強い周波数は259→240Hzに落ちているので、考えた通りに進んでいることも確認できました。
7.サイドをモールドに入れ、クランプでバックを押さえつけてタッピングする。(back+side in mold)
同じことをバックについても行います。tapping pointは、第2と第3ブレースの真ん中です。
オリジナルギター1の結果では、バックのモノポール共振周波数B(1,1)は、モールドを付けたことにより60Hz低くなります。またB(1,1)は、それによりトップに表れるモノポール共振周波数T(1,1)3より、少し(20Hz)低くなる。トップモノポールT(1,1)2の目標を180Hz、これより4半音高い周波数は225Hz位がT(1,1)3の目標になるので、back+side in mold状態のバックのモノポール共振周波数の目標は145(=225-20-60)Hzになります。
モノポール周波数は144Hzなのでちょうどよいので、このままにします。
8.トップ+バック+サイド in モールドで最終結果を予測(top+back+side in mold)

オリジナルギター1の結果から、モールドによりトップモノポール周波数T(1,1)2が目標より40Hz低くなり、バックから生成される第1共振周波数T(1,1)3、第2、第3共振は、5~10Hz 低くなると仮定します。

トップのモノポール周波数は141Hzなので、40Hzプラスすると、当初予想した目標(180Hz)通りの周波数特性になっています。この時点で、目標にピッタリというのは少し削りすぎの感がありますが、このまま、次のステップに進みます。
ボイシングによる周波数変化を載せておきます。今回は、工程6,7,8まで行いました。



