オリジナルギター3 voicing20:サウンドホール径の調整 [voicing]

完成後、2ヶ月位経っています。高域の出音が広がらず、詰まるような感じがしています。
構想段階ではヘルムホルツ周波数を低く設定して、豊かな低音を目指してサウンドホールを少し小さくして、ヘルムホルツ周波数を調整しようとしましたが、うまくいかず、現在88mmです。ヘルムホルツ周波数を下げてみましたが、音圧も下がり、うまくいきませんでした。
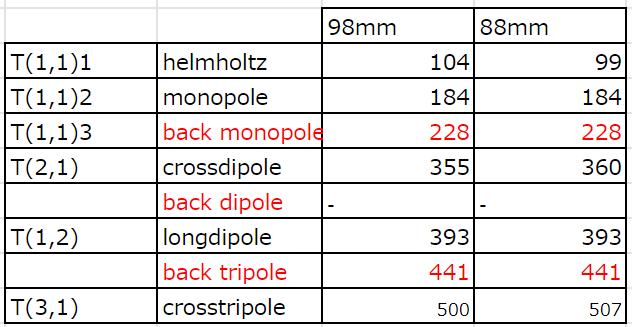
出音を増すために、サウンドホールをほぼすべてのアコギの標準である98mmにしてみます。
ヘルムホルツ周波数は99⇒104Hzになり、G#(103.8Hz)と被っていますが、全域で出音が増したように感じられます。
サウンドホールの径でヘルムホルツ周波数は調整できますが、豊かな低域を実現するのは難しく、ボディの大きさや剛性などにより決まってくるということが分かりました。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
20.サウンドホール径の調整
オリジナルギター3 voicing19:ヘルムホルツ周波数を変更する。 [voicing]

構想段階ではヘルムホルツ周波数を低く設定して豊かな低音を目指していました。しかし、90Hz以下にはできませんでした。
ヘルムホルツ共振器については、このページに詳しく解説されています。
ギターでは筒の長さがはっきりしませんが、サウンドホールに厚紙で作った筒(長さ40mm)を入れてヘルムホルツ周波数を低くしてみようと思います。

ヘルムホルツ周波数は、101→93Hzに下がりましたが、音圧も相対的に12dB下がってしまいました。高域(500Hz以上)の音圧も下がりました。
ボール紙で作ったこともあるかもしれませんが、小手先の変更では豊かな低音は期待できません。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
19.ヘルムホルツ周波数を変更する。
オリジナルギター3 voicing18:ブリッジピンでモノポール周波数を調整してみる。 [voicing]
F#(185Hz)がトップモノポール周波数(186Hz)と被っていて、詰まり気味なので、ブリッジピンでモノポール周波数を調整してみます。この原理は、ここでも説明したように、トップを重くするとモノポール周波数が下がります。ブリッジを仮止めしたときの変化率はおよそ0.6Hz/gでした。
ローズウッドピンを真鍮ピンに変えて、変化を見ました。

10g増やしたのに対して、5Hz低下しました。変化率は0.5Hz/gです。
F#(185Hz)の詰まり気味が多少解消されたのですが、特に高音の音量が低下しているように感じられます。ブリッジを重くする対策は、モノポール周波数は変えられるが、高音の伸びがなくなり、音質的にはあまり良くないと思われます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
18.ブリッジピンでモノポール周波数を調整してみる。
オリジナルギター3 voicing17:longdipoleかback tripole の判断 [voicing]
voicing9’(top+back+side in mold after top-gluedを再確認)あたりから、トップのlongdipoleかバックのtripoleが逆ではないかと感じるようになってきました。
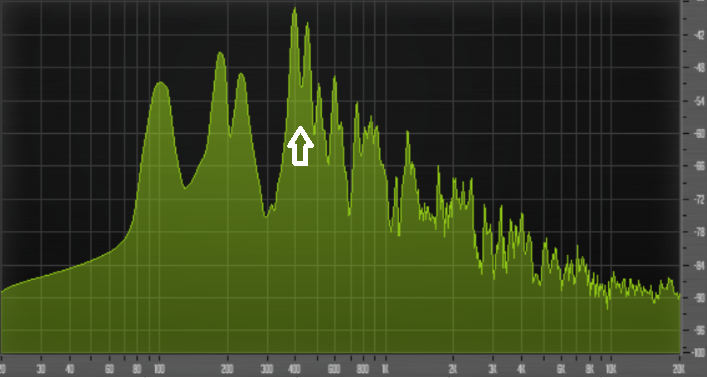
図中の2つの400Hz付近の周波数がトップのlongdipoleかバックのtripoleかの判断をします。
周波数特性からは判断できません。また、トップの振動域からも判断が難しいので、バックを腿の上に乗せタッピング音を判断してみました。
結果、398Hzが残ったので、こちらがトップのlongdipoleと判断しました。
今までトップlongdipoleとバックのtripoleが逆でした。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
17.longdipoleかback tripole の判断?
オリジナルギター3 voicing16:ブリッジ接着(ネックあり) ローズウッドピン 弦張り後 [voicing]

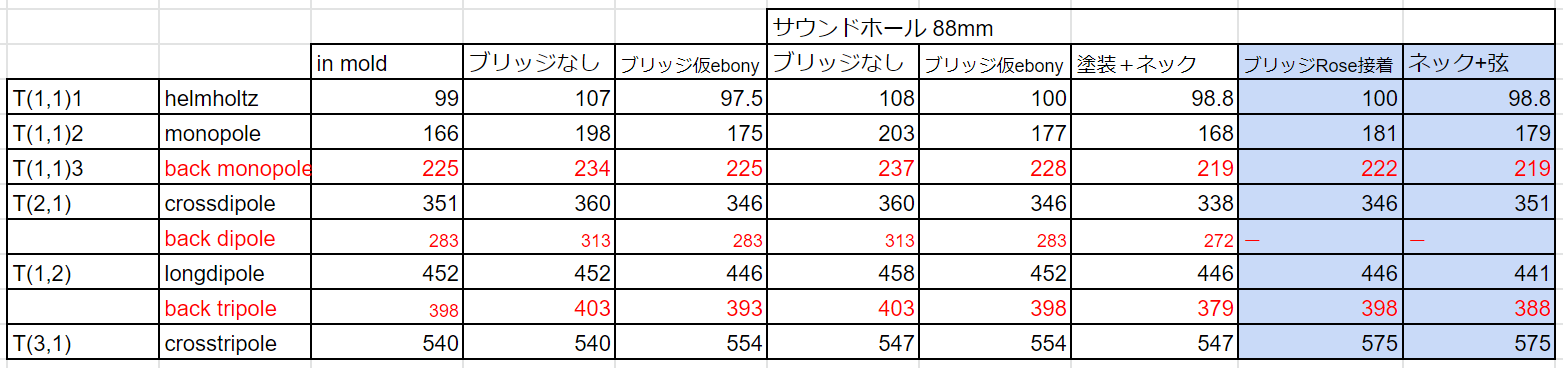
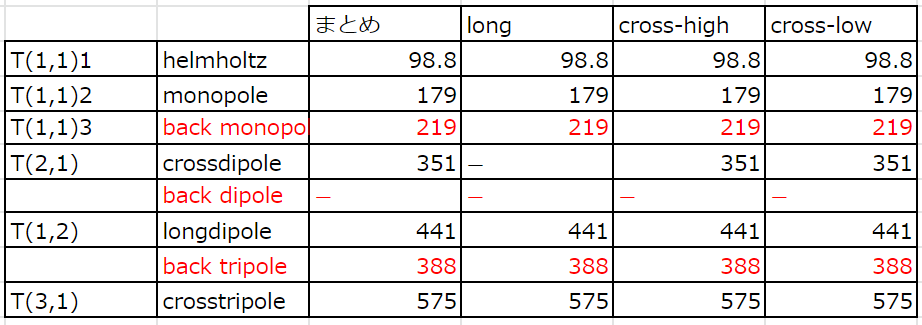
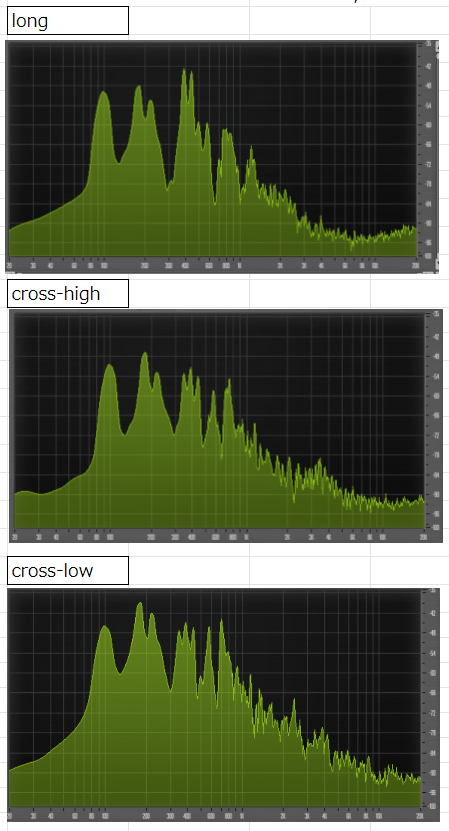
上の表は、ブリッジ接着(ネック有)を終え、 ブリッジピンをローズウッドに交換し、1弦から6弦まですべての弦を張った完成後の周波数特性です。波形はその時のモノです。各周波数については、ここを参照してください。下の表は今までの経過です。
弦による張力のせいか全体が10Hz前後上がっています。今までの経験上、ブリッジ接着をして弦を張ると数Hzは上がるようです。
これが最終結果ですが、ブリッジピンやサウンドホールを変更して微調して行きます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
16.ブリッジ接着(ネックあり) ローズウッドピン 弦張り後
オリジナルギター3 voicing15:ブリッジ接着後 [voicing]
・ブリッジ接着(ネックなし)白ピン+サドル(右から2列目)
・ブリッジ接着(ネックあり)ナット付で1,6弦に仮に張った状態(右から1列目)
ブリッジをローズウッドに交換(重さで10g減少)したため、トップモノポールが予想以上に上がりました(181Hz)。予想では176Hz。ブリッジを接着して固定した効果もあると思います。
ブリッジ接着(ネックあり)ナット付で1,6弦に仮に張った状態 の周波数ピーク値と波形です。各周波数の意味はここを見てください。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing14:塗装後 [voicing]

最終的な状態(ネックを接続し、ブリッジ:エボニー+牛骨白ピン+サドル(合計40g)を両面テープで接着した状態)で測定しました。
この状態でモノポールが170Hz以下になるので、ブリッジをローズウッドに交換します。
ローズウッドとエボニーでは、10g程度重さが変わるので、0.6Hz/gとするとモノポールが176Hz程度になると思います。

top+back+side out mold top-back-glued taped bridge+pin after 88mmsoundhole
の周波数特性です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing13:ヘルムホルツ周波数の調整 [voicing]

現在、ヘルムホルツ周波数97.5Hzです。G:98Hzと被ってしまい、Gのサスティーンが伸びないので、移動することを考えています。
元々、構想段階ではサウンドホール径を80mmから始めて、徐々に大きくしていって、ヘルムホルツ周波数を徐々に高くすることを考えていましたが、ボディの剛性が上がったためか、ヘルムホルツを80Hz台にはできませんでした。もう低くはできませんから、サウンドホール径を大きくして、高く(101Hzに)することを考えています。

念のため(おそらく変化は少ない)、ブリッジを10g軽くしたとき(ローズウッドにすることを想定)どうなるかを確認しました。モノポールは変化しましたが、ヘルムホルツは変わりませんでした。

サウンドホール径による変化率を見るため、4mmづつ大きくしました。サウンドホール径88mmで進めます。

top+back+side out mold top-back-glued taped bridge+pin after 88mm soundhole
の周波数特性です。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing12:top+back+side out mold after top-back-glued taped-bridge+pin [voicing]

トップとバックを接着したボディに、ブリッジを両面テープで仮付けして測定します。ブリッジは仮でエボニー31g、ブリッジピンは7gです。
ブリッジを付けるとトップが重くなるため、トップモノポール周波数は低下します。
38gで23Hz(198⇒175)低下したので、変化率は、およそ0.6Hz/gです。モノポール周波数はブリッジやピンの重さに比例して変化するので、調整が可能です。但し、あまり重くし過ぎると音量が減り、音質が低下します。ブリッジはなるべく軽くした方がトップの動きが良いのですが、現実的な範囲で20g以下にするのが良いといわれています。
さらに、トップモノポール周波数と結合しているヘルムホルツ周波数も、これに押されて低下(107⇒97.5)しています。ちょっと減りすぎかもしれません。
この辺りの話しは、Contemporary Acoustic Guitar Design and Build に詳しく述べられていますが、その内容を直接載せるわけにはいきませんから、興味のある方は購入してください。また、この論文が上記本の参考文献で載せられており、ギターの低周波領域の動作が解析されています。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着
オリジナルギター3 voicing11:top+back+side out mold after top-back-glued no-bridge [voicing]


バックを接着した後の測定結果です。右に前のオリジナルギター2のin moldからの予測値(黄色の部分)を比較しています。トップの共振周波数は数Hzの範囲で当たっているので、構造が変わらなければ同じような動きになるのでしょう。バックの共振周波数はモノポール以外はズレています。この原因は良く分かりません。
この後、ブリッジ、塗装、サウンドホール径調整、経時でどう変わるかを見ていきます。
<<<<<ボイシングの流れ>>>>>
・(板の状態)
1.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工前)
2.トップ(ギター外形加工後、ロゼッタ、サウンドホール加工後)
4.ブレース付きトップ(ブレースラフカット接着後、スキャロップする。)
5.ブレース付きバック(ブレースラフカット接着後、スキャロップする。)
・(モールドに入れ最終結果を予測)
サイドをモールドに入れ、クランプでトップを押さえつけてタッピングする。
7.top+side+back in mold で最終結果を予測
・(トップを接着後、ボディ形状で最終結果を予測)
8.top+side out mold after glued
トップとサイドを接着後、モールドから出して行う。
9.top+side+back in mold after top-glued
10.(top+side+back taped out mold after top-glued)
バックをテープ止めして、最終結果を予測できるか?
・(トップとバックを接着後、ボディ形状での最終結果)
11.top+back+side out mold after top-back-glued no-bridge
12.top+back+side out mold after top-back-glued taped-bridge+pin
13.ヘルムホルツ周波数の調整
14.塗装後
15.ネック有り無し、ブリッジ接着



