オリジナルギター1-20 トップ接着 [original guitar1]
トップを接着する。

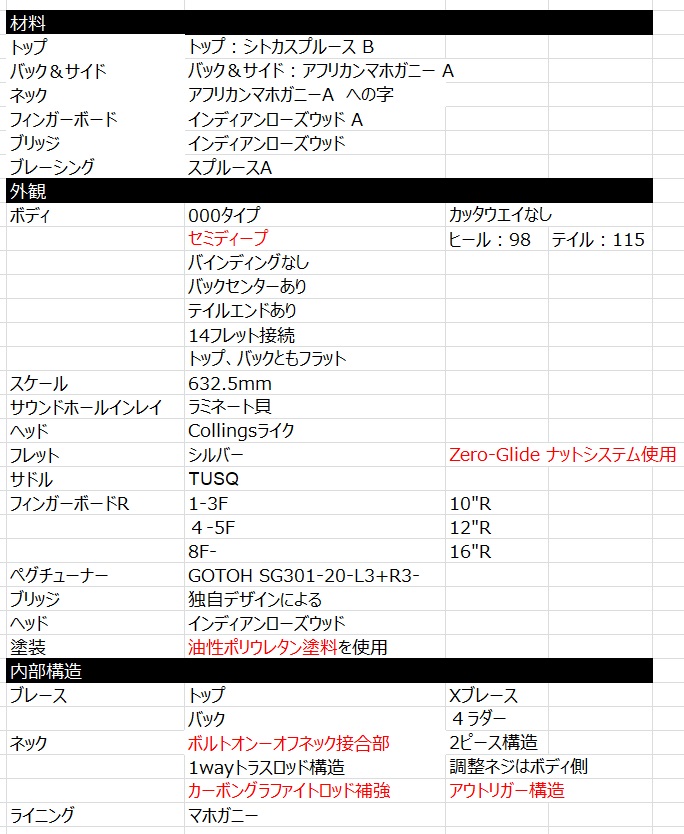
スプールクランプでトップを締めれば締めるほど、トップとサイドの隙間ができてしまい、トップ全面を押さえるとうまくいくことが分かりました。

モールド作成時の端材を2枚貼り付け(ギターのボディの形をしている)、全面を押さえる板を作り、これで押さえます。タイトボンドは押さえる時の圧力が大事なので、このアイデアは、スマッシュヒットです。今は24個使っていますが、スプールクランプだけでやる時は、36個位必要になります。

この写真はすでに完成したもの。実はこのトップとサイド+ライニングとの隙間をなくすのに、すごく苦労しています。ブレイシングされたトップは板ですから、ボイシングで削ることにより剛性が変化して、経時や温湿度によってかなり変形します。これを強引にサイドに接着するというやり方もありますが、なるべく自然に置いた時に隙間がなくなるようにしました。湿度50%RH以下で貼り付けます。おかげでライニングを削りすぎて厚さがたらなくなり、補強しました。

トップを接着したところです。バインディングレスなので、これがそのまま外観となります。

スプールクランプでトップを締めれば締めるほど、トップとサイドの隙間ができてしまい、トップ全面を押さえるとうまくいくことが分かりました。

モールド作成時の端材を2枚貼り付け(ギターのボディの形をしている)、全面を押さえる板を作り、これで押さえます。タイトボンドは押さえる時の圧力が大事なので、このアイデアは、スマッシュヒットです。今は24個使っていますが、スプールクランプだけでやる時は、36個位必要になります。

この写真はすでに完成したもの。実はこのトップとサイド+ライニングとの隙間をなくすのに、すごく苦労しています。ブレイシングされたトップは板ですから、ボイシングで削ることにより剛性が変化して、経時や温湿度によってかなり変形します。これを強引にサイドに接着するというやり方もありますが、なるべく自然に置いた時に隙間がなくなるようにしました。湿度50%RH以下で貼り付けます。おかげでライニングを削りすぎて厚さがたらなくなり、補強しました。

トップを接着したところです。バインディングレスなので、これがそのまま外観となります。
オリジナルギター1-19 ボイシング5 [original guitar1]
前回の結果より、トップもバックもどこまで削るか、削りすぎかどうかを考えています。
・トップモノポールが低すぎるか?
・87Hzではヘルムホルツ周波数が低すぎるか?


サイド補強(ライニング補強、サイド内側割れ止めを10個追加)しています。
これにより、サイドの剛性が上がったため、トップモノポール周波数が11Hz下がっている。
ロングダイポールは、360Hzになり、バックダイポールに重なっていると考えられる。
バックのダイポールをトップの共振周波数の間に入れるために30Hz下げようと、バック全体を0.1mm程度薄くしたが、変化なし。第1ブレース、第2ブレースを削る。

ここで、問題発生!
特にtop+side+back in moldにした時、400Hz付近の周波数がうまくでないことから、モールドを置いていたworkbenchを外すと、400Hz付近の様子が違ったことからわかった。workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していたようです。

第3ブレース、第4ブレースを交互に削り、測定環境を変えて、バック側(下)に何も置かないようにしてにして、再測定した。

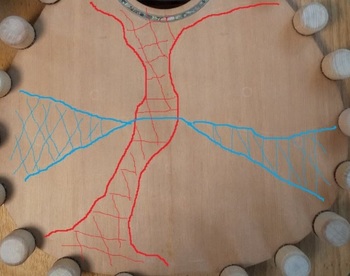
top+side in mold の測定結果。トップのモノポール周波数は118Hzで+70Hzすると最終形になると仮定して進めていた。最終モノポールは188Hzと予想。これは異なる2か所のタッピングポイントの写真です。上側はcenterでは、ロングダイポールが2種(398,441))出ています。下側は高音側のクロスダイポールが出やすい点で、2種類(298,313)出ています。クロスダイポールの出方が違うのが分かります。また、タッピングポイントを中心からずらすとトリポール(476Hz)が出ているのが分かります。叩く場所によって、周波数特性が違ってきます。
さらにここで、ブリッジ相当の重さ28gを貼り付けるとモノポールが103Hzまで下がった。最終は173Hzと予想できる。
トップ単体では、231Hz、バック単体は262Hz となり、剛性が下がってきたのが分かります。
トップはやや削りすぎた感じがしているので、トップを接着して次のステップに進む。
<まとめ>
1.サイド補強(ライニング補強、サイド内側割れ止めを10個追加)で剛性が上がったため、トップモノポール周波数が11Hz下がった。叩く場所(centerとcross dipole の出やすい場所)によって、周波数特性は違う。実際は(弦からの振動は)、これが合成された周波数特性になっていると思います。
2.バックモノポールは、板単体でピーク周波数が下がっている(剛性は下がっている)が、それほど下がらない。
workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していた。ボイシングの時は対象の下に物を置かないようにしましょう。
・トップモノポールが低すぎるか?
・87Hzではヘルムホルツ周波数が低すぎるか?

サイド補強(ライニング補強、サイド内側割れ止めを10個追加)しています。
これにより、サイドの剛性が上がったため、トップモノポール周波数が11Hz下がっている。
ロングダイポールは、360Hzになり、バックダイポールに重なっていると考えられる。
バックのダイポールをトップの共振周波数の間に入れるために30Hz下げようと、バック全体を0.1mm程度薄くしたが、変化なし。第1ブレース、第2ブレースを削る。

ここで、問題発生!
特にtop+side+back in moldにした時、400Hz付近の周波数がうまくでないことから、モールドを置いていたworkbenchを外すと、400Hz付近の様子が違ったことからわかった。workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していたようです。
第3ブレース、第4ブレースを交互に削り、測定環境を変えて、バック側(下)に何も置かないようにしてにして、再測定した。
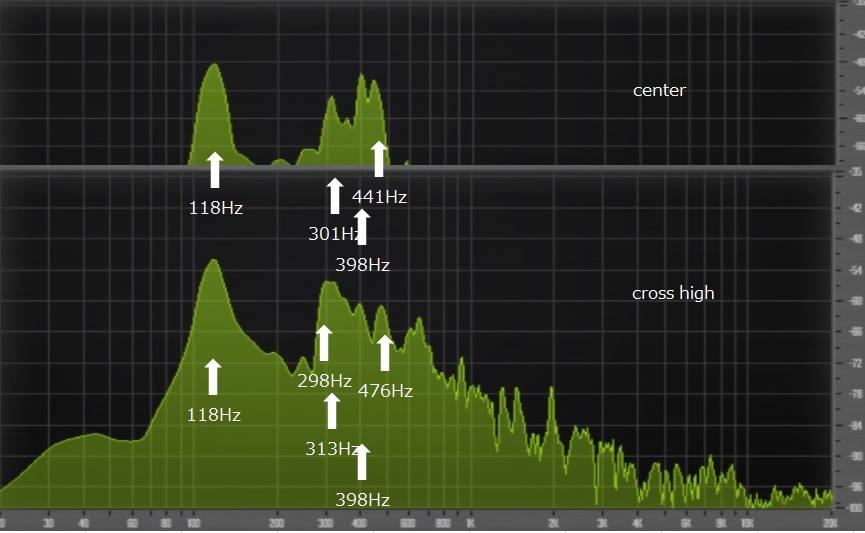
top+side in mold の測定結果。トップのモノポール周波数は118Hzで+70Hzすると最終形になると仮定して進めていた。最終モノポールは188Hzと予想。これは異なる2か所のタッピングポイントの写真です。上側はcenterでは、ロングダイポールが2種(398,441))出ています。下側は高音側のクロスダイポールが出やすい点で、2種類(298,313)出ています。クロスダイポールの出方が違うのが分かります。また、タッピングポイントを中心からずらすとトリポール(476Hz)が出ているのが分かります。叩く場所によって、周波数特性が違ってきます。
さらにここで、ブリッジ相当の重さ28gを貼り付けるとモノポールが103Hzまで下がった。最終は173Hzと予想できる。
トップ単体では、231Hz、バック単体は262Hz となり、剛性が下がってきたのが分かります。
トップはやや削りすぎた感じがしているので、トップを接着して次のステップに進む。
<まとめ>
1.サイド補強(ライニング補強、サイド内側割れ止めを10個追加)で剛性が上がったため、トップモノポール周波数が11Hz下がった。叩く場所(centerとcross dipole の出やすい場所)によって、周波数特性は違う。実際は(弦からの振動は)、これが合成された周波数特性になっていると思います。
2.バックモノポールは、板単体でピーク周波数が下がっている(剛性は下がっている)が、それほど下がらない。
workbench の周波数特性ピークが400Hzで共振することが分かった。workbenchが共振して、周波数特性に影響していた。ボイシングの時は対象の下に物を置かないようにしましょう。
オリジナルギター1-18 ボイシング4 [original guitar1]
前回の結果より、トップもバックもまだオーバービルド(=重たい、硬い)なので、どういったアプローチで削るかを考えています。
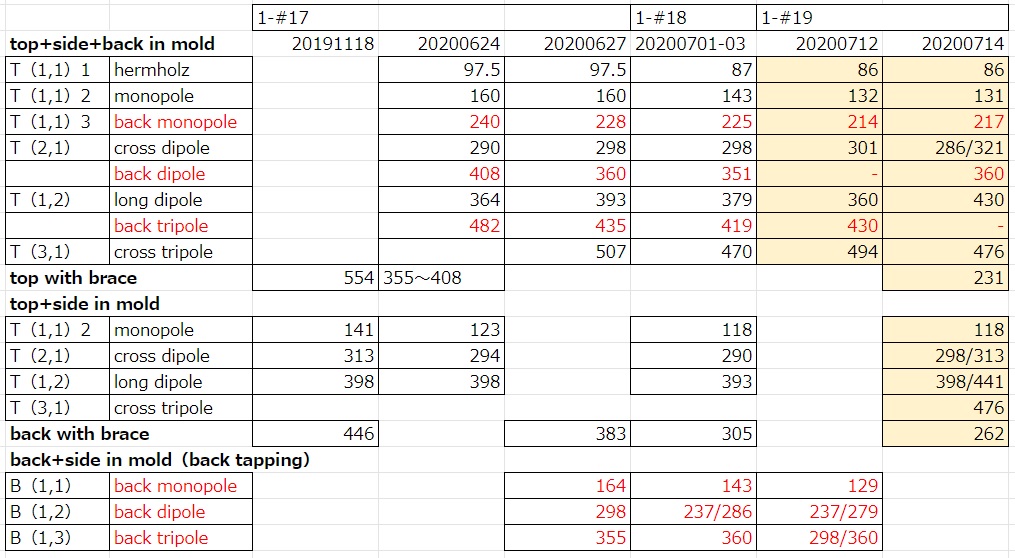
ボイシングをするにあたり、トップの表面を手あたり次第叩き、どのエリアでどの周波数が出ているかを調べてみました。その結果、このようになりました。ダイポールについて見ると、クロスダイポールは赤の領域、ロングダイポールは青の領域です。斜線は出ていない領域です。
top+side in mold で、クロスダイポールの非振動領域の改善と中心ずれを治そうと、
・トーンブレース上の中心の山の両端を落とす
・トーンブレース下の山全体を低くする
・4本のフィンガーブレース端側を落とす
⇒ ロングダイポールの振動領域の拡大がある程度できた。
⇒ クロストリポール470Hz が出てきた
⇒ モノポール周波数が17Hzダウン
ブレーシングを行ってみて、気が付くことは、
・モノポールに影響があるXブレース等のブレースを削り、モノポールが目標周波数になってから、今度はダイポールに関連するブレースを薄くするとダイポールと共にモノポールがさらに下がってしまいます。完全に独立したブレースと共振点はないので、どこかを削るとすべてに影響すると考えて、少しずつ削っていくしかないです。
・ボイシングでブレースを削ると板の剛性が変わるため、クランプを一度緩めて閉めなおさないと周波数特性が正しく取れない。
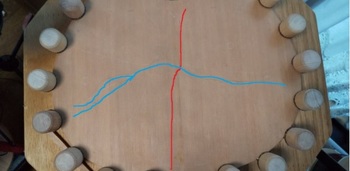
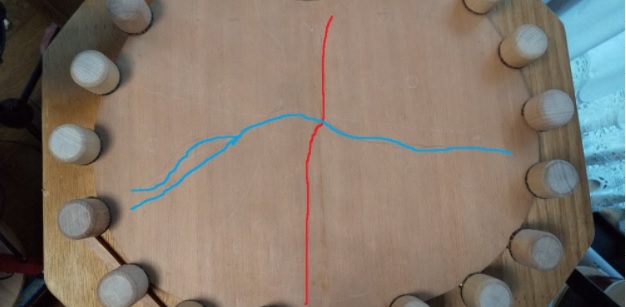
back+side in mold でバックのモノポールをさらに下げる。バック側をタッピングしています。
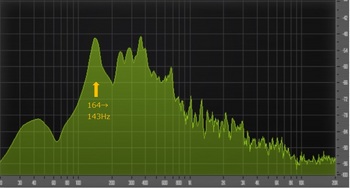
モノポールに注目して、top+side+back in moldで目標210Hzに対して228Hz。その差-18Hzだから、164Hzに対して仮目標は146Hzとしました。
・第3ブレースのサイドを削り(山形にする)、周波数の変化を見たが、ダイポール、トリポール周波数は下がらなかった。
・モノポールは、第4ブレースが支配的で、第2ブレース、第4ブレースも交互に削ったが、モノポールが目標に対して143Hzで下がりすぎたのでその時点で終了。
・ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。厚みを薄くすると、縦方向の剛性も下がるので、その分は横ブレースでバランスをとる必要がある。

バック単体でも周波数特性を取っておく。305Hzまでピーク周波数が下がっている。
<ここまでのまとめ>
1.トップは、クロスダイポール領域の拡大ができたが、 ダイポールはなかなか下がらない。その前にモノポールが下がりすぎてしまう。
・87Hzではヘルムホルツ周波数が低すぎるか?
・トップモノポールが低すぎるか?
・フィンガーブレースを削ることでクロストリポール470Hzがでてきた。
2.バックモノポールは第4ブレースが支配的で、モノポールが146Hzの目標に対して143Hzで下がりすぎたのでその時点で終了した。ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。
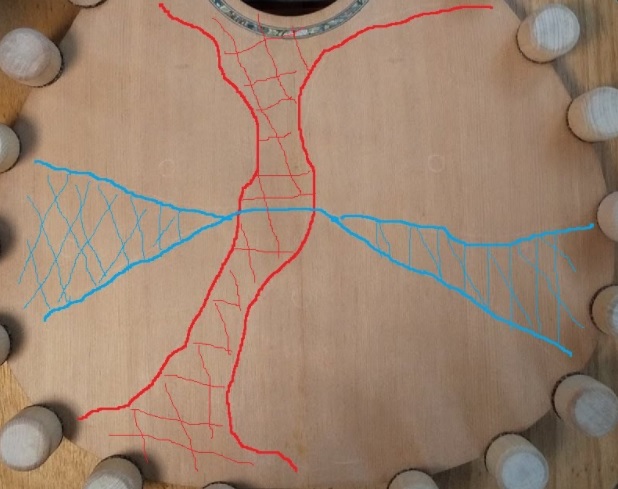
ボイシングをするにあたり、トップの表面を手あたり次第叩き、どのエリアでどの周波数が出ているかを調べてみました。その結果、このようになりました。ダイポールについて見ると、クロスダイポールは赤の領域、ロングダイポールは青の領域です。斜線は出ていない領域です。
top+side in mold で、クロスダイポールの非振動領域の改善と中心ずれを治そうと、
・トーンブレース上の中心の山の両端を落とす
・トーンブレース下の山全体を低くする
・4本のフィンガーブレース端側を落とす
⇒ ロングダイポールの振動領域の拡大がある程度できた。
⇒ クロストリポール470Hz が出てきた
⇒ モノポール周波数が17Hzダウン
ブレーシングを行ってみて、気が付くことは、
・モノポールに影響があるXブレース等のブレースを削り、モノポールが目標周波数になってから、今度はダイポールに関連するブレースを薄くするとダイポールと共にモノポールがさらに下がってしまいます。完全に独立したブレースと共振点はないので、どこかを削るとすべてに影響すると考えて、少しずつ削っていくしかないです。
・ボイシングでブレースを削ると板の剛性が変わるため、クランプを一度緩めて閉めなおさないと周波数特性が正しく取れない。

back+side in mold でバックのモノポールをさらに下げる。バック側をタッピングしています。
モノポールに注目して、top+side+back in moldで目標210Hzに対して228Hz。その差-18Hzだから、164Hzに対して仮目標は146Hzとしました。
・第3ブレースのサイドを削り(山形にする)、周波数の変化を見たが、ダイポール、トリポール周波数は下がらなかった。
・モノポールは、第4ブレースが支配的で、第2ブレース、第4ブレースも交互に削ったが、モノポールが目標に対して143Hzで下がりすぎたのでその時点で終了。
・ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。厚みを薄くすると、縦方向の剛性も下がるので、その分は横ブレースでバランスをとる必要がある。
バック単体でも周波数特性を取っておく。305Hzまでピーク周波数が下がっている。
<ここまでのまとめ>
1.トップは、クロスダイポール領域の拡大ができたが、 ダイポールはなかなか下がらない。その前にモノポールが下がりすぎてしまう。
・87Hzではヘルムホルツ周波数が低すぎるか?
・トップモノポールが低すぎるか?
・フィンガーブレースを削ることでクロストリポール470Hzがでてきた。
2.バックモノポールは第4ブレースが支配的で、モノポールが146Hzの目標に対して143Hzで下がりすぎたのでその時点で終了した。ダイポール、 トリポール周波数は思うように下がらない。
4ラダーブレースの周波数特性は、ダイポール、トリポールは縦方向の剛性に因るものと考えると、横ブレースを削って剛性を下げても周波数特性には影響が少なかったと考えられる。
オリジナルギター1-17 ボイシング3 [original guitar1]

ボイシングの最適な工程は、写真にあるようにトップをサイドに接着した時です。(ブレース接着後、ここまで一気に組み立ててもブレースを削ることもできるし、あまり問題はありません。バック+サイドの確認ができないというだけです。)
ギターの形になっていれば、ブレースやトップがオーバービルド状態でも、それなりの周波数特性が出ます(ギターがどう鳴っているか参照)。
板の状態(ブックマッチ後のギターの形になったトップ板やブレース付きトップ板)で周波数特性を見る(chladoniパターンで確認することも含め)のはどういう意味があるのでしょうか?
おそらく、弦の振動を音に変える「効率」をアップできるのであろうと想像します。
Mark Blancardさんは、今まで製作した100台の経験から、いい音のするギターがトップ板状態ではどんなchladoniパターンになるかが分かっていて、その経験から、次の機種はトップ板状態でそのパターンになるように調整するそうです。
板の状態でいい音が出るということとギターの形にした時にいい音が出るということの相関が取れているという事でしょう。
前回書いたように、ブレース付きトップとサイドとブレース付きバックをモールドを利用して固定することにより、完成時の周波数特性を予測しながら進めていきます。
接着してないので、直ぐにばらばらにもできます。板状態で確認することも可能です。欠点は、モールドが付いているので、その分周波数はシフトしますから、最終的な周波数特性を予測しなければならないということです。経験的に言えば、モノポールはかなり予測できますが、ダイポールは難しいです。
それでは進めていきます。
トップとサイドをモールドにスプールクランプで接続(トップを接着する工程と同じ)し、タッピングします。
ボイシング(タッピング)を行う上での注意点を書いておきます。
・板単独の場合と同じように、タッピングは指で行うと高周波がうまく出ないので、tapping stickを使用する。
・叩く場所はブリッジを付けるところ(ここだけでは、クロスダイポールなど、うまく出ない共振周波数もあります。)
・スプールクランパの数が少ないと、サイドとしっかりと密着しないので、周波数応答が変わってくる。 特にクロスダイポールが高く出ることがわかりました。クランプは最高個数で行う方がよい。
・モールドの置き方によっても周波数応答が変わる。最終的に平置きで下に何も置かないようにした。
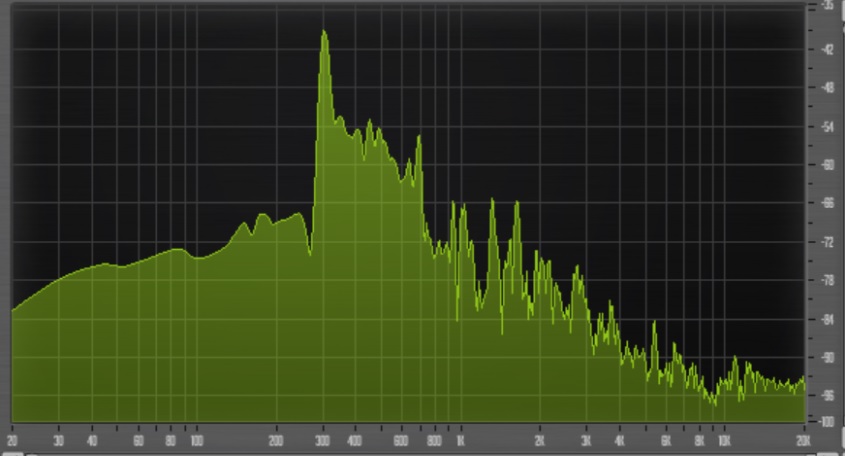
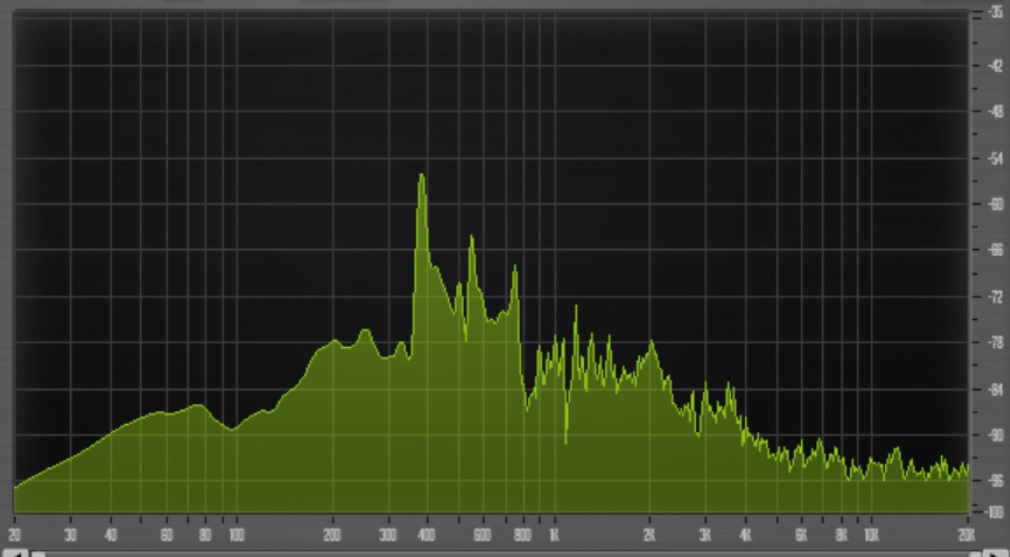
トップとサイドをモールドにクランプし周波数特性をとりました。

これが、結果です。
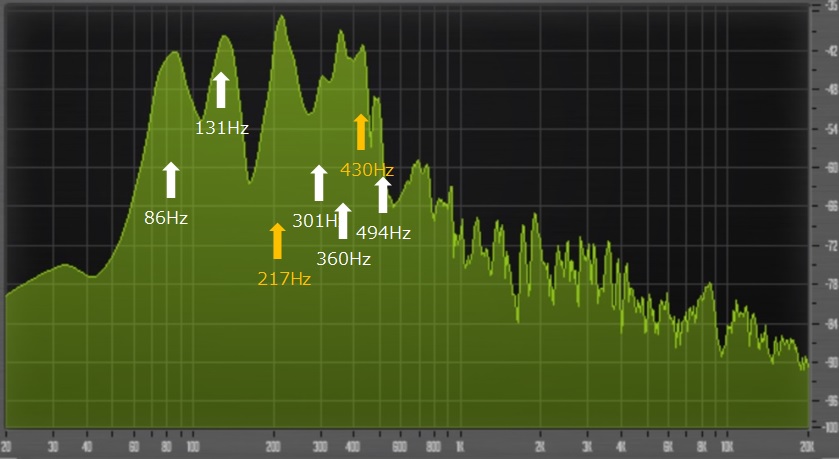
まず、グラフの見方ですが、横軸は周波数(Hz)でlogスケールで20Hzから20kHzまでです。共振周波数は90Hzから500Hzにピークがでます。縦軸は音の強度でdBです。絶対値自体は意味がありません。相対的にどこが大きいかを見るだけです。
モノポール141Hz、クロスダイポール313Hz、ロングダイポール398Hzでした。200Hz辺りにピークがありますが、これは良くわかりません。
周囲がフリーな板とサイドとモールドで固定され節の位置が全く変わったユニットとは、周波数特性が変わるのは想像できます。実は、ギターの形で周りが固定されると、こういった周波数特性にほぼなるそうです。全く違う特性になることはありません。逆に言えば、それほど大きく周波数特性は変えられないということを意味します。ボイシングという作業は「最適化」です。木を選定し、厚みを決め、ブレーシングをしたら、もう後はそれを少し調整するだけということです。
トップとバックを接着して完成したボディとトップとサイドをモールドに入れたものとの違い、つまり、トップにモールドが付くとどういう影響があるのでしょうか。太鼓をイメージしてモノポールの動きを考えると、胴体が重く安定するので、節(境界で動かない部分)がトップの外側に移動し、モノポール動作する範囲が広くなるので、周波数が低くなるのは定性的に理解できます。それに比べてダイポールは、モールドが付いても面内の左右(クロス)または上下(ロング)で交互に振動する訳なので、大きな影響は受けない(モノポールに比べて周波数変化は少ない)と考えられます。
voyagerguitarsさんのブログでは、モールド有り無しでモノポールが69(132→201)Hz増えていますが、ロングダイポールは5Hz、クロスダイポール15Hzしか増えていません。
ここで注意が必要です。私が今進めているのは000タイプです。voyagerguitarsさんはDタイプです。結論から言うと、ロングダイポールとクロスダイポールの周波数値が逆になります。サイズ比とロング方向とクロス方向の剛性の差でこうなるのでしょう。実はこの時点ではまだこれに気が付いていません。縦長だからロングが低くなるのだろうと思っていました。
最終的にモノポールは+70Hz、ダイポール+10Hzになると仮定すると、モノポール211(=141+70)Hz、クロスダイポール323(=313+10)Hz、ロングダイポール408(=398+10)Hzと予想できます(ここでは、後とのつながりを考えて、ロングとクロスの数字を入れ替えています)。
モノポールの目標は170から180Hz辺りで、低音をしっかり出したいということで、セミディープ(通常の000より厚め)にしています。やはりこのままでは、オーバービルドと考えられます。
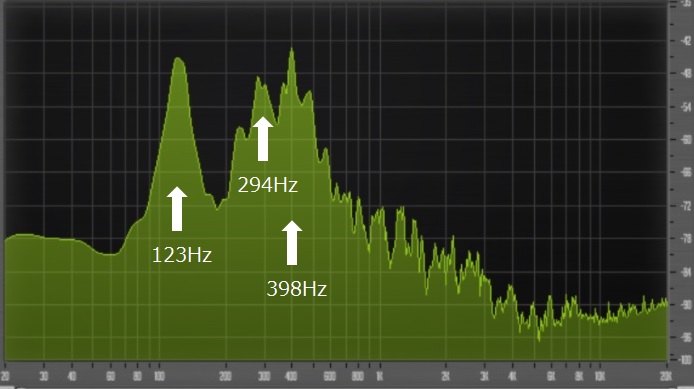
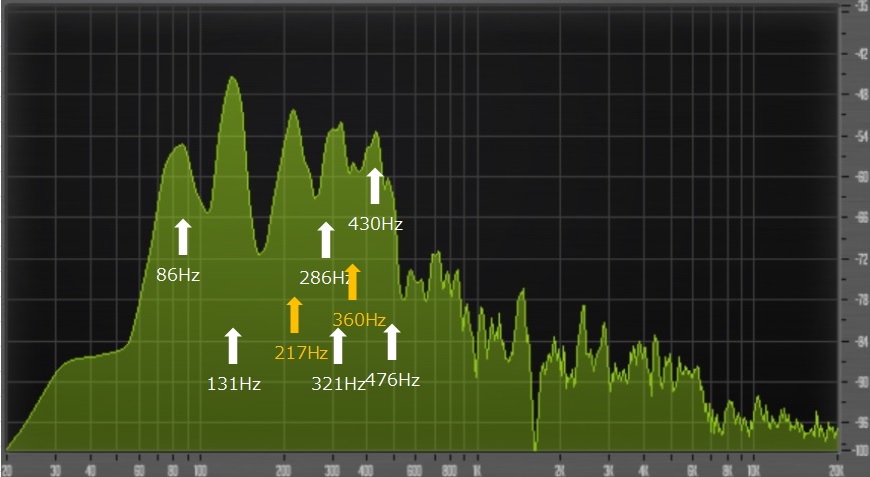
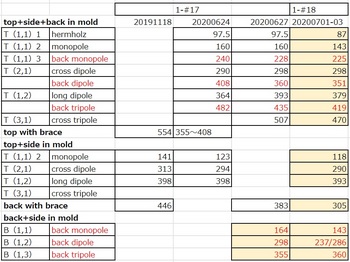
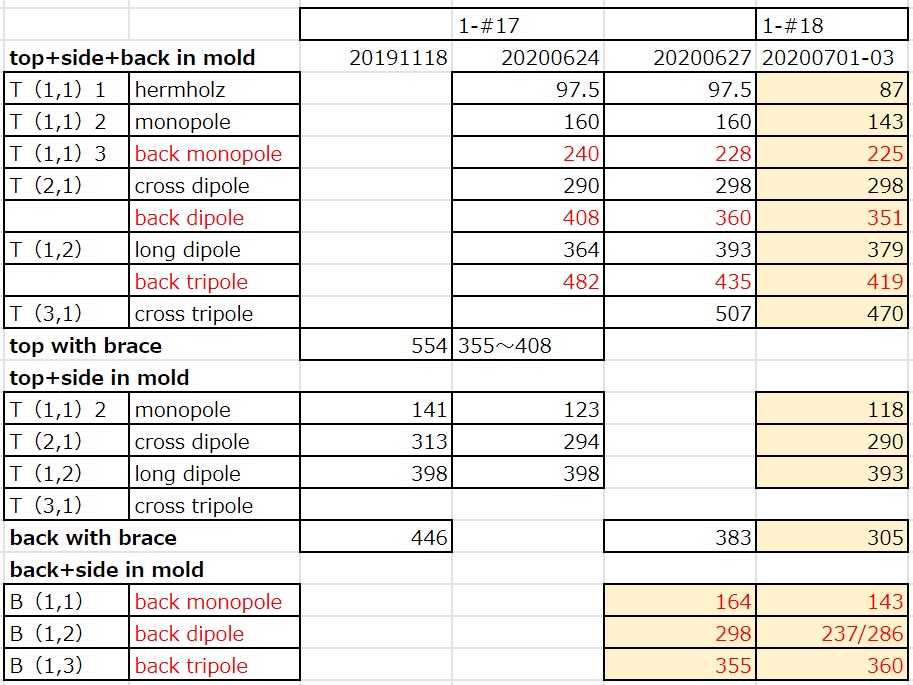
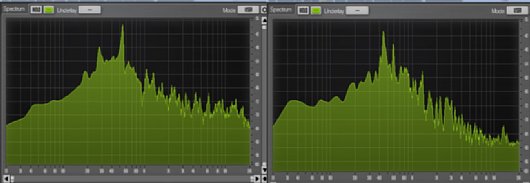
トップブレースの高さを、前々回示した寸法のように低くしました。その結果、モノポール141→123Hz、クロスダイポール313→294Hz(2つの山の真ん中)に変化し、ロングダイポール398→398Hzは変化しませんでした。最終予測はモノポール193(=123+70)Hz、クロスダイポール304(=294+10)Hz、ロングダイポール408(=398+10)Hzとなります。モノポールが下がってきて、クロスダイポールも下がりました。まあ、良い方向です。

最終的にBoxになった状態でどうなるかの予測をしたいので、トップとバックをサイドと一緒にモールドに入れて周波数特性がどうなるかを見てみます。
Boxになっているので、ヘルムホルツ共振がでています。また、バックの共振がトップにも現れて、いわゆるライブバックな状態です。モノポール160Hz クロスダイポール290Hz ロングダイポール364Hz、T(1,1)3(バックモノポールがトップに伝わる)モノポールが240Hzなので、最終的には270Hzになると予想されます。目標はトップより3~4半音高く、210~220Hzなので、バック側がオーバービルドです。

この時点の、トップ単体の周波数特性も取っておきます。次機種のリファレンスになります。山の中心周波数が355~400Hz辺りで、少し下がっています。一番高いピークは520Hzです。
まだ、ボイシングを始めたばかりで、安定して繰り返し同じ値が測定できるか苦労しています。
・横置きが良いか、平置きか?
・タッピングポイントは、どこが良いか?
・マイクの位置
・スプールクランプは締まっているか?
等。
バック側に何も置かないように! 置き方によっても周波数特性が激しく変わるので注意しましょう。
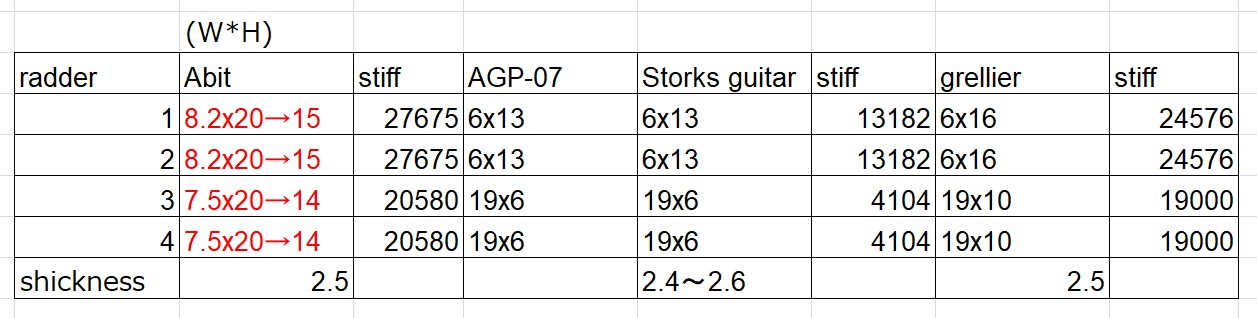
back側も同じように入手できる図面と寸法測定との比較を行い、かなりオーバービルであることが分かりました。stiffは強度で、高さの3乗に幅を掛けた値です。強度比をみて、かなり余裕を見て削る寸法を決定しました。これでもまだオーバービルドだと思います。削りすぎると元に戻せないので、慎重に安全を見て削っています。AGP-07とは、LMIで購入した図面の名前です。StorkGuitarの図面は、AGP-07(ほぼマーチン)と同じなので、同じ値になります。
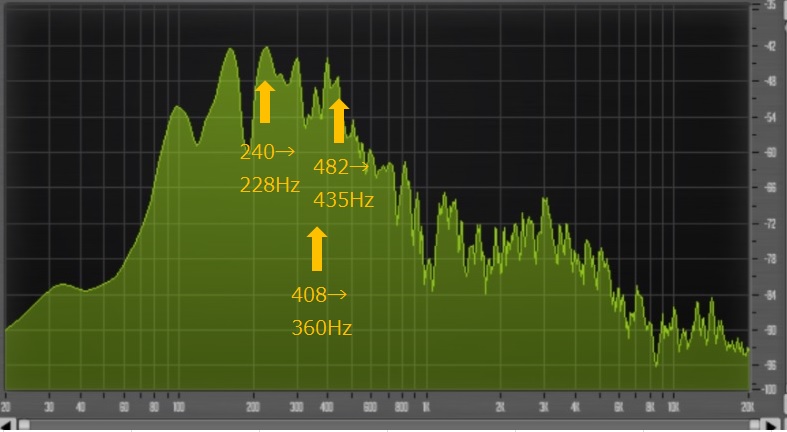
バックのブレーシングを削った結果、T(1,1)3 バックのモノポールが228Hz まで下がり、ダイポール、トリポールも大幅に下がりました。
この時のバック単体でも周波数特性を記録しておきます。ピークが383Hzまで下がりました。
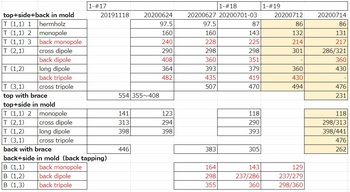
<ここまでのボイシングまとめ>
・top+side+back in mold 最終形態
・top with brace トップ単体
・top+side in mold トップ+サイド
・back with brace バック単体
のトップとバック、モールドでクランプした2つの状態の共振周波数の変化を見ながら、ボイシングを進めています。
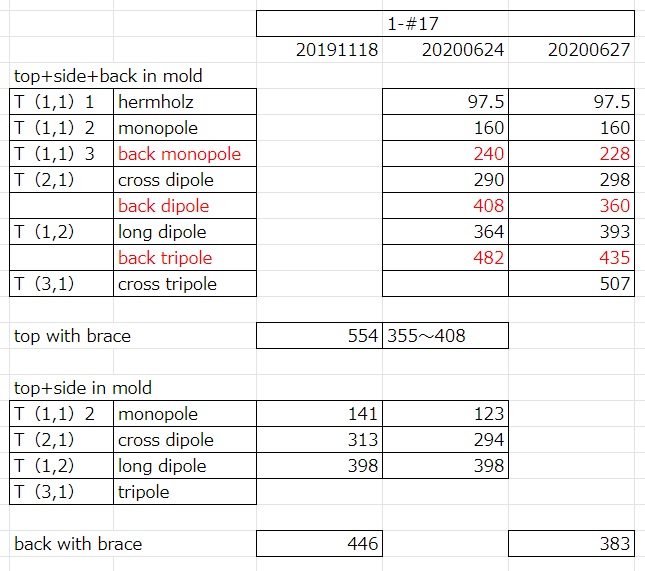
0.製作中のブレース寸法と入手できる図面の中に出てくるブレース寸法を比較することより、ブレーシングがオーバービルド(厚すぎ=重すぎ)であることが推定できた。
1.top+side in mold で最終の周波数特性が推定できる。
→ 完成予想は、モノポールは+70Hz、ダイポール+10Hzと仮定して進める。(voyager guitarsの記事を参考にした。)
バックを接合すると、モノポールが40Hz上がる。ダイポールは10Hz下がると仮定して進める。
2.top+side+back in moldで最終の周波数特性がどうなるか予想した。
→ 完成予想は、モノポール+30Hz、ダイポール+20Hzと仮定して進める。
・モールドの横置きか平置きかで特性が変わる。⇒ 安定している平置きで進める。
・ロングダイポールとクロスダイポールの周波数を逆に考えていた。000 形はlong>cross、D形はlong<cross。
・モールドクランプの締めが緩んでくると、モノポール周波数が下がってくるので注意が必要。
3.ブレース付きトップ単体及びブレース付きバック単体の周波数特性も取り、次機種のリファレンスにする。
オリジナルギター1-16 ボイシング2 [original guitar1]
この辺りの具体的なやり方やモールドの出し入れで各共振周波数がどうシフトするかは、voyagerguitarsの2016年のブログ記事を参考にさせていただきました。
somogyiの記事や本にもブレース接着後にダミーのボディを作り、それでボイシングすることが書かれていますが、具体的な周波数や各工程で周波数がどうシフトしていくかは書かれていません。
・サウンドボードの厚みを削るべきか?
・Xブレース、フィンガーブレース、トーンブレースの構造で音色が変化すると言われているがブレースをどういう風に削っていくか?
・バックはどう考えるか?
の具体的なやり方で迷っていて、いろいろなネット情報や記事を調べています。
ボイシングに関する情報1 Dana Bourgeois
ボイシングに関する情報2 voyager guitars
Chladoni by Mark Blanchard
Somogyi の本
2020/6/9 に「この半年間、ボイシングの方法でどうしたらよいか分からず、次を踏み出せないでいた。現状認識と各部の進度整理を行い、進め方を決める」というメモがあります。以下、整理した内容です。
0.ギター全体の発音の仕組みを再確認
・ブレースされたトップにはいくつもの共振点があり、これが一定間隔で並ぶのがよい。
・ブレースされたバックにも同様に共振点があり、基本周波数(モノポール)をトップより少し高く設定する。これは、トップの共振点の隙間にバックの共振点を入れるということ。
1.ブレース付きトップ単体の周波数特性を見る。
この時点でまず何を考えて進めるか?
・ボディサイズ(000タイプ)とブレーシングパターン(Xブレース)は決まっているので、基本設計はできており、多くは変わらない(変えられない)。
・ボイシング作業はあくまでも最適化
・応答性の良さ ボッボッ ⇒ ボーン、ボーン と云ったサスティーンをどう出すか。
・縦方向(ロング)と横方向(クロス)の強度がバランスするように決める。 (Dana BourgeoisのVideoでは、サウンドホールから手を入れ、テイルエンドを持ちロング方向の強度を、フィンガーブレースの真ん中に両手の親指を入れクロス方向の強度確認をしている。相対的にはわかるが、絶対値がわからない。)
・指によるタッピングは、高周波400Hz以上をダンピングさせるので、モノポールを評価するときには良いが、それ以上の周波数を評価することができない。28cmのスプルース角材の先に消しゴムをつけたタッピングスティックを作成しこれによりタッピングを行う。
2.トップとサイドをモールドに入れて、削りながら周波数特性を見る。
<各ブレースの機能の整理>
Xブレース剛性↓ モノポール周波数はダウン
ロングダイポール周波数はあまり変わらず
クロスダイポールの周波数ダウン
ブリッジプレート厚さ↓ モノポール周波数は変わらず
トーンブレース1 ?
トーンブレース2 ?
フィンガーブレース1 ?
フィンガーブレース2 ?
3.トップとバックの両方をサイドにつけ、モールドに入れて完成状態で周波数特性を見る。
トップとバックをモールドに入れ、Boxにして周波数特性をみるのは、あまり見たことがない。どの程度最終形態に近くなるかを見る。
4.ブレース付きバック単体周波数特性を見る。
各々の段階で次のステップに行く目安を決めながら進める。この段階(トップ、バックとも接着前)では、まだいろいろなことが試すことができる。トップを接着した後の工程がボイシングの大事なポイントになるが、接着すると、バック+サイドの特性が試せなくなる。
somogyiの記事や本にもブレース接着後にダミーのボディを作り、それでボイシングすることが書かれていますが、具体的な周波数や各工程で周波数がどうシフトしていくかは書かれていません。
・サウンドボードの厚みを削るべきか?
・Xブレース、フィンガーブレース、トーンブレースの構造で音色が変化すると言われているがブレースをどういう風に削っていくか?
・バックはどう考えるか?
の具体的なやり方で迷っていて、いろいろなネット情報や記事を調べています。
ボイシングに関する情報1 Dana Bourgeois
ボイシングに関する情報2 voyager guitars
Chladoni by Mark Blanchard
Somogyi の本
2020/6/9 に「この半年間、ボイシングの方法でどうしたらよいか分からず、次を踏み出せないでいた。現状認識と各部の進度整理を行い、進め方を決める」というメモがあります。以下、整理した内容です。
0.ギター全体の発音の仕組みを再確認
・ブレースされたトップにはいくつもの共振点があり、これが一定間隔で並ぶのがよい。
・ブレースされたバックにも同様に共振点があり、基本周波数(モノポール)をトップより少し高く設定する。これは、トップの共振点の隙間にバックの共振点を入れるということ。
1.ブレース付きトップ単体の周波数特性を見る。
この時点でまず何を考えて進めるか?
・ボディサイズ(000タイプ)とブレーシングパターン(Xブレース)は決まっているので、基本設計はできており、多くは変わらない(変えられない)。
・ボイシング作業はあくまでも最適化
・応答性の良さ ボッボッ ⇒ ボーン、ボーン と云ったサスティーンをどう出すか。
・縦方向(ロング)と横方向(クロス)の強度がバランスするように決める。 (Dana BourgeoisのVideoでは、サウンドホールから手を入れ、テイルエンドを持ちロング方向の強度を、フィンガーブレースの真ん中に両手の親指を入れクロス方向の強度確認をしている。相対的にはわかるが、絶対値がわからない。)
・指によるタッピングは、高周波400Hz以上をダンピングさせるので、モノポールを評価するときには良いが、それ以上の周波数を評価することができない。28cmのスプルース角材の先に消しゴムをつけたタッピングスティックを作成しこれによりタッピングを行う。
2.トップとサイドをモールドに入れて、削りながら周波数特性を見る。
<各ブレースの機能の整理>
Xブレース剛性↓ モノポール周波数はダウン
ロングダイポール周波数はあまり変わらず
クロスダイポールの周波数ダウン
ブリッジプレート厚さ↓ モノポール周波数は変わらず
トーンブレース1 ?
トーンブレース2 ?
フィンガーブレース1 ?
フィンガーブレース2 ?
3.トップとバックの両方をサイドにつけ、モールドに入れて完成状態で周波数特性を見る。
トップとバックをモールドに入れ、Boxにして周波数特性をみるのは、あまり見たことがない。どの程度最終形態に近くなるかを見る。
4.ブレース付きバック単体周波数特性を見る。
各々の段階で次のステップに行く目安を決めながら進める。この段階(トップ、バックとも接着前)では、まだいろいろなことが試すことができる。トップを接着した後の工程がボイシングの大事なポイントになるが、接着すると、バック+サイドの特性が試せなくなる。
オリジナルギター1-15 ボイシング1 [original guitar1]

ネックのボルトオンーオフ構造、ボディ、トップ、バック取り付け調整が終わり、いよいよボイシングをする工程になりました。
2019年11月に
1.部材として行う。
2.表板をブックマッチした後に行う。
3.ブレースを接着する前にトップ、バックだけで行う。
4.ブレース接着後、トップ、バックだけで行う。
5.バックをつける前にトップ・サイドをモールドに固定して行う。
*ステップ4と5は交互に行うことができる。
6.トップをサイドに接着後、行う。
7.バックを接着後、ボックスになった時点で行う。
既にブレース接着までおこなっていたため、ステップ4以降を行う。
という計画を立てています。
ここからが最も悩む工程です。ブレーシング済みのトップとバックがあり、「とっかかり」をどうしたら良いかが分からず、様々なアプローチを考えています。「ブートストラップ」をどうしたらよいかということで、6ヵ月悩んで、いろいろな資料なり、情報を調べています。
・タッピング音による判断
どんな本を読んでも「タッピング音を聞いて判断する」ということが書かれています。トントントンがトィーントィーントィーンに変化する点とか、最適な音になるポイントを探すとか表現していますが、なかなか初心者には分かりません。もっとはっきりと定量的でないと理解はできないと思います。何回か作り上げた人なら、なんとなく分かります。私も2台目の時は、なんとなく分かりました。ただ、この表現だけで理解するのは無理があるでしょう。どうしたらよいか「この先に進むのに躊躇している」というメモが残っています。
・chladoniと周波数解析
これは定量的な目標ができますが、いろいろな工程で具体的な数値目標を示しているのは、chladoniを応用したMark Blanchardの記事しかありません。ここでも経験という問題があります。Markも100台くらいのギターを作り続けて、その経験から良いギターのパターンを見つけたということを言っています。また、chladoni装置はスピーカーを使用しており、大きな音が出ます。ヘッドホーン(耳を傷めないための消音器として)をしないと宇宙人が襲ってきたかと隣人からクレームがくるということが書かれていたので、それも躊躇させる原因でした。かなりの大きな音を出さないとうまくできません。少し試してはみましたが、大きな音に耐えられませんでした。
一方、インパルス応答による周波数解析は、より具体的で定量的な値で比較できます。
chladoniも結局は共振周波数を見ているわけですから、その目標値はMark Blanchardを参考に、自分のインパルス応答による共振周波数とを比較することで対応できるとまで考えられませんでした。
オリジナルギター#2では、これ参考にしています。
tappingは指で行うと400Hz以上の高周波がうまく出ないので、tapping stick(28cmの木に消しゴムをつけたもの)を使用し、トップの端を摘まんで、Xブレース交点とブリッジの中心を叩く。バックも端を摘まんで、上から3番目と4番目のブレーシング位置の真ん中を叩く。ということをやってみました。
トップは540Hz、バックは446Hzがピーク。既存ギターの共振ピークが、箱にはなっているが200~300Hzにあるので高すぎる⇒オーバービルド、重すぎる=硬すぎる、ということか?
と結論付けています。
・物理的な測定
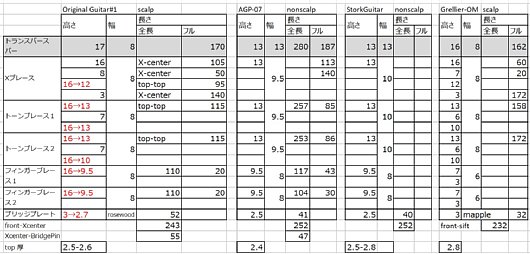
共振周波数の結論を裏付けるために、別な方法で硬すぎるかどうかというのを判断したいと思いました。ブレーシングした状態のトップ自体の厚さとブレーシングの厚さを入手できる図面のブレースの寸法と比較してみました。
これを判断するためには、重要ポイントがあります。剛性∝(高さ)の3乗という法則です。つまり、幅と長さが同じならば、高さの比の3乗に比例して剛性が高くなるということです。10%高さを削ると27%剛性が落ちるということです。ブレースの高さ、16mmと13mmの剛性を比較すると1.86倍(53%)違うということです。
明らかに今の状態はオーバービルド(重すぎ、厚すぎ)であることがわかりました。
この時点では、まだブレースを削ってはいません。
ギターランキング
オリジナルギター1-14 スペックのまとめ [original guitar1]

これは、完成した現在の写真です。製作後1年以上経っています。
ネック組立とボルトオンーオフ構造への改良、トップ、バックの貼り付け準備が終わり、いよいよボイシングを行う段階になってきました。製作を始めた時は、ただ図面通りに000タイプを完成させることしか考えていませんでしたが、いろいろな知識を得たり、木工を経験することで考え方が変わってきました。
本来ならば、最初に決めることですが、「target どんなものを作るか」を整理してみたいと思います。
今のスペックを表にまとめました。
1.材料は、1台目なので練習のつもりで安いものを選択しました。トップ材はBランク品ですが、音は結構よいです。
2.サイドは、曲げやすさを考えてマホガニーを選びましたが、ローズウッドの方が曲げやすいです。
3.外観上は、ローズウッドとマホガニーで揃えました。
4.ボディ厚みは、セミディープにしました。低音を出したいということです。
5.スケールは弾きやすさ優先で、632.5mm
6.0フレットにZero-Glide ナットシステムを使用しています。普通のネック構造に0フレットを追加できます。この話になるとイントネーション(すべてのフレットで音程のずれを最小限に合わせること)が絡んできて長くなりますが、弾きやすさを優先させたということです。
6.サドルは、TUSQを使用
7.ペグチューナーは、ロトマチック構造
8.ブリッジは、加工しやすい独自デザインにしました。Furch に似ている感じもしますが。
9.サウンドホールインレイ、バックセンター、テールエンドは木工としてやってみたかったので、やってみました。次回からはしません。
10.バインディング、パーフリングは無しにしました。音に関係なさそうなので。
11.塗装は、油性ポリウレタン塗装にしました。塗装剤としては問題ありませんが、唯一ダメなところは、トップが琥珀色になってしまうところです。
12.ブレースは、Xブレース。バックは4ラダー
13.ネック構造は、弦高を抑えるために、ボルトオンーオフ構造+カーボングラファイトロッド補強にしました。
14.ボイシングのところででてきますが、低音を出したかったので、ボディを厚めにしたのと、ヘルムホルツを90Hz,モノポール周波数を170Hz、ライブバックを目標としました。
フィンガーピッキング用で低音がでるものというのが狙いです。結果的には、かなり満足したものができています。しかし、もちろん欲しい音が思い通り制御ができているわけではありません。まだ、ほとんど分かっていないのが現状です。
オリジナルギター1-13 バック貼付検討 [original guitar1]

接合具合を見ています。バックに合わせてサイドの接着するライニングを含んだ面の調整を行っています。バック面は、当初は2mm凸面にしようと考えていましたが、最終的には平面になっています。
当初、アッパーボウトとロワーボウトの厚みを変えて(これは実現)、凸面にする計画でしたが、ボイシングを行ってトランスバースブレースを削っていくうちに、バックボードが平面になってきて、サイドとの隙間が空き、これを修正するためにサイドを削っていくと、今度はライニングの接着幅が足りなくなる事態になってきて、苦肉の策で平面にしました。写真はライニングの幅を稼ぐために補強しているところです。

トップと同じようにサイドに合わせて見ると、テールエンドブロックが浮いています。この部分はライニング幅より幅が出てしまっているのでライニングの幅に合わせて、斜めにカットします。
ボディの厚みは、最終的にトップ、バックを含めて
ヒールブロック(ネック根元) 97mm
アッパーボウト 100mm
ウエスト 105mm
ロワーボウト 110mm
テイルエンド 115mm
です。
オリジナルギター1-12トップ貼付検討 [original guitar1]
トップをサイドへ貼り付けるにあたり、改めてトップとサイドとの平面性の確認をしておきます。
基本的に凸構造はやめて、平らにします。これに、アッパーボウトのサウンドボード端(ボディ端から100)ボディ端向かって0.9°の角度で下がっていくことになり、ネック側のボディ端 100*tan 0.9°=1.6mm の隙間ができることになります。これはトップが自然に曲がることで対応します。
ローズウッド材でバインディングだけはしようと考えていましたが、パーフリングとバインディングをしないことにしました。音に関係ないし、手間だし、ロープライスですが、そういうギターがチラホラ出ています。
その副作用として、
①ブレーシング端をライニングとサイドの内側に収める必要がある。
②サイドとの接着面が直接さらされるので、外観を保つために隙間をなくす。
ということが必要になります。

この写真は、トップとサイドの中心を合わせて、どこのライニングを削るライニングの位置を決めているところです。トランスバースブレースとヒールブロックの隙間は4mmあり、仮に板を入れています。まだボイシング前なので、ブレースが厚いですね。トランスバースブレース(横梁)とXブレースは構造体と考えて、両端をライニング下にいれサイドより外に出さない(黒丸)。トーンブレース2本の端とフィンガーブレース4本の端は、音を調整するブレースと考えて、ライニングの下に入れない(赤丸)。という方針でいくことに決めました。この方針に合わせて、トップがサイドと隙間なく合わさるようにサイド上面をヤスリ、ライニングをカットしていきます。

トップをサイドに合わせて見ると、テールエンドブロックが浮いています。この部分はライニング幅より幅が広くなっているのでライニングの幅に合わせて、斜めにカットします。
基本的に凸構造はやめて、平らにします。これに、アッパーボウトのサウンドボード端(ボディ端から100)ボディ端向かって0.9°の角度で下がっていくことになり、ネック側のボディ端 100*tan 0.9°=1.6mm の隙間ができることになります。これはトップが自然に曲がることで対応します。
ローズウッド材でバインディングだけはしようと考えていましたが、パーフリングとバインディングをしないことにしました。音に関係ないし、手間だし、ロープライスですが、そういうギターがチラホラ出ています。
その副作用として、
①ブレーシング端をライニングとサイドの内側に収める必要がある。
②サイドとの接着面が直接さらされるので、外観を保つために隙間をなくす。
ということが必要になります。

この写真は、トップとサイドの中心を合わせて、どこのライニングを削るライニングの位置を決めているところです。トランスバースブレースとヒールブロックの隙間は4mmあり、仮に板を入れています。まだボイシング前なので、ブレースが厚いですね。トランスバースブレース(横梁)とXブレースは構造体と考えて、両端をライニング下にいれサイドより外に出さない(黒丸)。トーンブレース2本の端とフィンガーブレース4本の端は、音を調整するブレースと考えて、ライニングの下に入れない(赤丸)。という方針でいくことに決めました。この方針に合わせて、トップがサイドと隙間なく合わさるようにサイド上面をヤスリ、ライニングをカットしていきます。

トップをサイドに合わせて見ると、テールエンドブロックが浮いています。この部分はライニング幅より幅が広くなっているのでライニングの幅に合わせて、斜めにカットします。
オリジナルギター1-11 ヘッド組立 [original guitar1]

ヘッド形状はMartinとCollingsを参考にしました。少し違うのは、よりシャープにするために、0フレットからヘッド内40mmまでの幅を狭くし過ぎました。それによって、6弦ピン辺りで5弦とピンが干渉すれすれです。
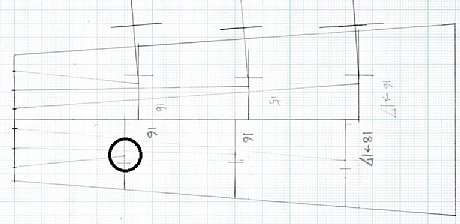
この干渉を避けるために、ピン穴位置を方眼紙上で弦の干渉を検討しています。6弦を少しずらさないと干渉します。図は左右で違う位置になっています。で、1-3弦側を採用しました。この干渉は先に広がる形のMartinタイプの宿命で、全く意味がない苦労なので、次機種からはこの形状は取りません。

化粧板は、厚み2.2mmで、ヘッド形状に合わせて切断します。

ヘッドに化粧板を貼り付けます。隙間がないように注意します。

ネックヘッドの化粧板を貼り付け、ペグチューナー取付穴を開けます。ペグチューナーは、GOTOH SD90-06M-L3R3-Goldを使うことを考えて、Φ9で開けました。ブッシュを入れています。
しかし安定性を考えて、ロトマチックタイプ(ダイカストハウジングにギアとウォームを組み込み、密閉されている)がいいと思い、GOTOH SG301-20-L3+R3-Goldに変更しました。Φ10で開けなおしました。

直接、ドリルを化粧板に当てるとチッピングが発生。パテを作ってその部分を埋めました。



